TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162624
公報種別
公開特許公報(A)
公開日
2025-10-28
出願番号
2024065900
出願日
2024-04-16
発明の名称
工作機械用の回転割出し装置
出願人
津田駒工業株式会社
代理人
主分類
B23Q
16/10 20060101AFI20251021BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
多数(多種)の回転割出し装置を製造する製造工場であって一部がユニット化されたクランプ装置を採用した回転割出し装置を製造する製造工場において、その生産面でのトータル的な製造コストを従来より低減させることができる回転割出し装置を提供すること。
【解決手段】
クランプ装置が、クランプピストンとフレームに対し着脱可能に設けられたハウジングとを含むと共に、ハウジングとクランプピストンとの間に形成された圧力室に対し作動流体を供給するように構成された工作機械用の回転割出し装置において、クランプ装置は、作動流体として作動油を用いる油圧式クランプ装置又は圧縮空気を用いる空圧式クランプ装置であり、フレームは、油圧式クランプ装置に作動油を供給するための作動油供給路及び空圧式クランプ装置に圧縮空気を供給するための圧縮空気供給路の両方を有する。
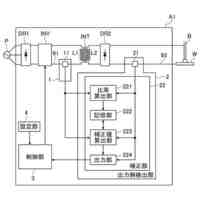
【選択図】図1
特許請求の範囲
【請求項1】
貫通するように形成された収容孔を有するフレームであって前記収容孔内で主軸を回転可能に支持するフレームと、前記主軸に対し相対回転不能に組み付けられたクランプディスクと、前記フレームとの協働で前記クランプディスクをクランプするクランプ装置とを含み、前記クランプ装置が、前記クランプディスクに押し当てられるクランプピストン、及び前記クランプピストンをクランプ方向に摺動案内するように構成されると共に前記クランプピストンが前記収容孔内に収容される状態で前記フレームに対し着脱可能に設けられたハウジングを含むように構成され、前記クランプ装置における前記ハウジングと前記クランプピストンとの間に形成された圧力室に対し作動流体を供給するように構成された工作機械用の回転割出し装置において、
前記クランプ装置は、前記作動流体として作動油を用いる油圧式クランプ装置又は前記作動流体として圧縮空気を用いる空圧式クランプ装置であり、
前記フレームは、前記油圧式クランプ装置及び前記空圧式クランプ装置のいずれもが取り付け可能に構成されると共に、前記油圧式クランプ装置に前記作動油を供給するための作動油供給路及び前記作動油供給路とは別の供給路であって前記空圧式クランプ装置に前記圧縮空気を供給するための圧縮空気供給路の両方を有する
ことを特徴とする工作機械用の回転割出し装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、貫通するように形成された収容孔を有するフレームであって前記収容孔内で主軸を回転可能に支持するフレームと、前記主軸に対し相対回転不能に組み付けられたクランプディスクと、前記フレームとの協働で前記クランプディスクをクランプするクランプ装置とを含み、前記クランプ装置が、前記クランプディスクに押し当てられるクランプピストン、及び前記クランプピストンをクランプ方向に摺動案内するように構成されると共に前記クランプピストンが前記収容孔内に収容される状態で前記フレームに対し着脱可能に設けられたハウジングを含むように構成され、前記クランプ装置における前記ハウジングと前記クランプピストンとの間に形成された圧力室に対し作動流体を供給するように構成された工作機械用の回転割出し装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
工作機械において、ワークが載置される円テーブル等の被駆動部材が一端側に取り付けられた主軸がフレームに対し回転可能に支持されるかたちで設けられ、その主軸が駆動機構によって回転駆動されると共にその回転駆動による主軸の角度位置をクランプ装置によりクランプしてその角度位置を割り出すように構成された回転割出し装置を用いることが一般的に知られている。なお、主軸にはクランプディスクが相対回転不能に取り付けられており、クランプ装置は、そのクランプディスクに対しクランプピストンを押接させることで、フレームに形成されたクランプ面との協働で、主軸に対しクランプ力を作用させるように構成されている。
【0003】
また、そのような回転割出し装置におけるクランプ装置として、特許文献1に開示されているような、クランプディスクを除く部分がユニット化され、メンテナンス等のためにそのユニット化された部分がフレームに対し着脱可能に構成されたものがある。具体的には、そのクランプ装置は、クランプディスクに対し押接されるクランプピストンと、そのクランプピストンのクランプ方向(クランプピストンがクランプディスクに対し押圧力を作用させる方向)への摺動を案内するように構成されたハウジング(ケース部材)とを含むように構成されている。そして、そのハウジングは、フレームを貫通するかたちで形成された収容孔であって主軸が回転可能に支持される収容孔内にクランプピストンが収容される状態でフレームに対し取り付けられると共に、フレームから取り外し可能に構成されている。
【0004】
なお、回転割出し装置におけるクランプ装置には、作動流体として作動油を用いる油圧式クランプ装置、及び作動流体として圧縮空気を用いる空圧式クランプ装置が存在する。そして、それは、特許文献1の構成のようなクランプ装置の一部がユニット化された(ユニット式の)ものについても同じである。因みに、その油圧式クランプ装置及び空圧式クランプ装置は、クランプに必要なトルク(クランプ力)の大きさや工場内の設備に応じて、どちらのクランプ装置が回転割出し装置に用いられるかが決定される。
【先行技術文献】
【特許文献】
【0005】
特開2009-018392号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、回転割出し装置におけるフレームには、クランプ装置の圧力室に作動流体を供給するための供給路が形成されている。そして、その供給路は、クランプ装置が前記した油圧式クランプ装置である場合と空圧式クランプ装置である場合とで、その内径が異なるように形成されるのが一般的となっている。
【0007】
詳しくは、クランプ装置が空圧式クランプ装置である場合、作動流体である空気は圧縮性の流体であることから、その空気の供給に伴い、圧力室及びその圧力室に至る供給路を含む空間内の空気が圧縮されてその圧力が高まることで、所望のクランプ状態が達成される。そのため、圧力室が同じである場合において、供給路の内径が大きい(供給路内の空間の容積が大きい)と、前記空間全体の圧力の上昇速度が遅くなるため、クランプ状態が達成されるまでの時間が長くなってしまう。すなわち、作動流体(空気)の供給開始に対するクランプ状態が達成されるまでの応答性が悪くなってしまう。なお、前記応答性が悪いと、加工効率や加工精度に悪影響が及ぶ虞がある。そこで、クランプ装置が空圧式クランプ装置である場合には、一般的には、前記応答性を考慮し、供給路の内径が可及的に小さくなるように設計するということが考えられている。
【0008】
それに対し、クランプ装置が油圧式クランプ装置である場合、作動流体である油は非圧縮性の流体であり、空気のように圧縮を伴ってクランプ状態を達成するのに必要な状態まで圧力を高めるというものではないことから、供給路の内径による前記応答性への影響は小さい。すなわち、油圧式クランプ装置の場合には、供給路の内径が大きくても、所望の前記応答性を実現することが可能である。なお、油圧式クランプ装置は、大きいクランプ力が求められるときに採用される場合が多い。その上で、油圧式クランプ装置である場合には、供給路の内径が大きい程、伝えられる圧力が大きくなって大きいクランプ力が得られることから、一般的には、供給路の内径が可及的に大きくなるように設計するということが考えられている。
【0009】
これらのことから、従来においては、クランプ装置が油圧式クランプ装置である場合と空圧式クランプ装置である場合とで、フレームに形成される供給路は、その内径が異なるように設計されるのが一般的である。したがって、クランプ装置が油圧式クランプ装置であるか空圧式クランプ装置であるかによって、フレームが造り分けられるようになっている。なお、そのようにフレームを造り分けることは、多数の回転割出し装置を製造する製造工場にとっては、フレームが一種類のみの場合(製造される回転割出し装置が油圧式クランプ装置を採用したもの及び空圧式クランプ装置を採用したもののいずれか一方のみの場合)と比べ、その生産面でのトータル的な製造コストが上昇してしまう。
【0010】
その上で、前述のようにユニット式のクランプ装置を採用した回転割出し装置の場合、クランプ装置がフレームに対し後付けされるものであることから、フレームは、クランプ装置の一部を含むことなく設計される。しかし、その場合でも従来においては、クランプ装置が最初からフレームに組み込まれている(フレームの一部がクランプ装置の一部を成す)回転割出し装置と同様に、フレームは造り分けられている。したがって、回転割出し装置がユニット式のクランプ装置を採用したものである場合でも、製造工場では、同様に前記製造コストの上昇を招く状態となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
津田駒工業株式会社
工作機械用の回転割出し装置
1か月前
個人
フライス盤
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
6か月前
株式会社不二越
ドリル
7か月前
日東精工株式会社
ねじ締め機
3か月前
ダイニチ工業株式会社
配膳治具
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
キヤノン電子株式会社
加工装置
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
29日前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
個人
型枠製造装置のフレーム
2か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
4か月前
睦月電機株式会社
金属表面処理方法
1か月前
株式会社富田製作所
支持構造
1か月前
中国電力株式会社
養生シート
1か月前
株式会社向洋技研
スタッドの製造方法
1か月前
村田機械株式会社
レーザ加工機
6か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社トヨコー
被膜除去方法
6か月前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
3か月前
トヨタ自動車株式会社
溶接ヘッド
6か月前
株式会社ダイヘン
溶接装置
15日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ