TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171528
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076969
出願日
2024-05-10
発明の名称
歯面磨き加工装置
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B23F
19/04 20060101AFI20251113BHJP(工作機械;他に分類されない金属加工)
要約
【課題】装置が大型化することを抑制しつつ、歯面に作用する圧力を適切に調整することができる歯面磨き加工装置を提供する。
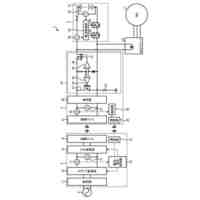
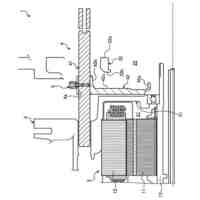
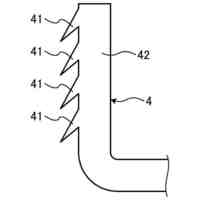
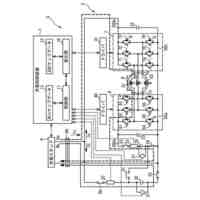
【解決手段】加工対象となる被加工歯車2と、被加工歯車2に噛み合って被加工歯車2の歯面を研磨するねじ山を有するねじ状工具3とを備えた歯面磨き加工装置1であって、被加工歯車2とねじ状工具3とが、食い違い軸で噛み合うように配置され、ねじ状工具3を回転させる駆動手段と、被加工歯車2を回転させ、または制動させる反力手段と、被加工歯車2の歯と、ねじ状工具3のねじ山とが接触する方向に、ねじ状工具を移動させまたは押圧する推進手段とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
加工対象となる被加工歯車と、前記被加工歯車に噛み合って前記被加工歯車の歯面を研磨するねじ山を有するねじ状工具とを備えた歯面磨き加工装置であって、
前記被加工歯車と前記ねじ状工具とが、食い違い軸で噛み合うように配置され、
前記ねじ状工具を回転させる駆動手段と、
前記被加工歯車を回転させ、または制動させる反力手段と、
前記被加工歯車の歯と、前記ねじ状工具のねじ山とが接触する方向に、前記ねじ状工具を移動させまたは押圧する推進手段と
を備えている
ことを特徴とする歯面磨き加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車の歯面の表面粗さなどを低減するための歯面磨き加工装置に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、被加工歯車にラップ歯車を噛み合わせて回転させることにより、被加工歯車の歯面を研磨加工するラッピング加工装置が記載されている。このラッピング加工装置は、被加工歯車とラップ歯車とが食い違い軸で噛み合うように配置され、被加工歯車の回転軸心と直交する方向に、被加工歯車とラップ歯車とを相対的に移動させて回転させるように構成されている。また、特許文献1には、被加工歯車に噛み合う駆動ラップ歯車およびブレーキラップ歯車の一対の歯車によってラップ歯車を構成し、ブレーキラップ歯車の回転数が、駆動ラップ歯車の回転数よりも少ない回転数で回転するように制御することにより、被加工歯車の回転方向における先行側と後行側との両面を同時にラッピング加工することが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-215821号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されたラッピング加工装置は、被加工歯車に駆動ラップ歯車とブレーキラップ歯車とを噛み合わせ、それらのラップ歯車の回転数が異なるように制御することにより、ブレーキラップ歯車が、実質的に反力トルクを受け持ち、被加工歯車の歯面に所定の押圧力が作用してラッピング加工を行うように構成されている。すなわち、被加工歯車の歯面を押圧するラップ歯車と、その反力トルクを受け持つラップ歯車とを備える必要があり、ラッピング加工装置が大型化する可能性がある。
【0005】
本発明は、上記の技術的課題に着目してなされたものであって、装置が大型化することを抑制しつつ、歯面に作用する圧力を適切に調整することができる歯面磨き加工装置を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明は、上記の目的を達成するために、加工対象となる被加工歯車と、前記被加工歯車に噛み合って前記被加工歯車の歯面を研磨するねじ山を有するねじ状工具とを備えた歯面磨き加工装置であって、前記被加工歯車と前記ねじ状工具とが、食い違い軸で噛み合うように配置され、前記ねじ状工具を回転させる駆動手段と、前記被加工歯車を回転させ、または制動させる反力手段と、前記被加工歯車の歯と、前記ねじ状工具のねじ山とが接触する方向に、前記ねじ状工具を移動させまたは押圧する推進手段とを備えていることを特徴とするものである。
【発明の効果】
【0007】
本発明における歯面磨き加工装置は、回転手段によりねじ状工具を駆動させ、かつ反力手段により被加工歯車を駆動させ、または制動させる。したがって、被加工歯車の歯とねじ状工具のねじ山との接触面に面圧が生じる。また、被加工歯車とねじ状工具とは、食い違い軸によって噛み合っている。そのため、被加工歯車とねじ状工具との噛み合いが進行するに連れて、被加工歯車とねじ状工具との噛み合い面が、被加工歯車の歯筋方向に滑りながら変化する。その結果、被加工歯車の歯面に作用する面圧と、その歯面での滑りとに基づく摩擦力によって、被加工歯車の歯面をねじ状工具によって研磨することができる。
【0008】
また、被加工歯車の歯と、ねじ状工具のねじ山とが接触する方向に、ねじ状工具を移動させ、または押圧することによって、例えば、比較的剛性の低い材料によってねじ状工具を構成した場合であっても、被加工歯車の歯とねじ状工具のねじ山とが接触した状態を維持するようにねじ状工具を移動させまたは押圧できる。そのため、ねじ状工具の弾性変形に伴ってバックラッシ内で被加工歯車の歯とねじ状工具のねじ山とが離隔と接触とを繰り返すことによる歯打ちが生じることや、被加工歯車の歯とねじ状工具のねじ山との接触圧が変動することを抑制できる。その結果、被加工歯車とねじ状工具との噛み合い面に作用する圧力を適切に調整することができ、被加工歯車の歯面をムラなく研磨することができる。
【図面の簡単な説明】
【0009】
本発明の実施形態における歯面磨き加工装置の一例を説明するための図である。
【発明を実施するための形態】
【0010】
本発明を図に示す実施形態に基づいて説明する。なお、以下に説明する実施形態は本発明を具体化した場合の一例に過ぎないのであって、本発明を限定するものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
方法
今日
トヨタ自動車株式会社
方法
6日前
トヨタ自動車株式会社
タンク
6日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
受電装置
今日
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
蓄電装置
1日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
冷凍回路
今日
トヨタ自動車株式会社
エンジン
今日
トヨタ自動車株式会社
接合構造
今日
トヨタ自動車株式会社
車載装置
1日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電極活物質
6日前
トヨタ自動車株式会社
予測モデル
6日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
正極活物質
今日
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
予測モデル
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
情報処理装置
1日前
トヨタ自動車株式会社
車両前部構造
1日前
トヨタ自動車株式会社
充電制御装置
2日前
トヨタ自動車株式会社
本人認証方法
1日前
トヨタ自動車株式会社
車両前部構造
6日前
トヨタ自動車株式会社
回転トランス
2日前
トヨタ自動車株式会社
車両下部構造
6日前
トヨタ自動車株式会社
車両締結構造
6日前
トヨタ自動車株式会社
車両下部構造
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ