TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154397
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057372
出願日
2024-03-29
発明の名称
樹脂製サイレンサの製造方法
出願人
株式会社ニチリン
代理人
弁理士法人ATEN
主分類
B29C
65/16 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バリが発生せず、サイレンサを配置するスペースが大きくなることを抑える。
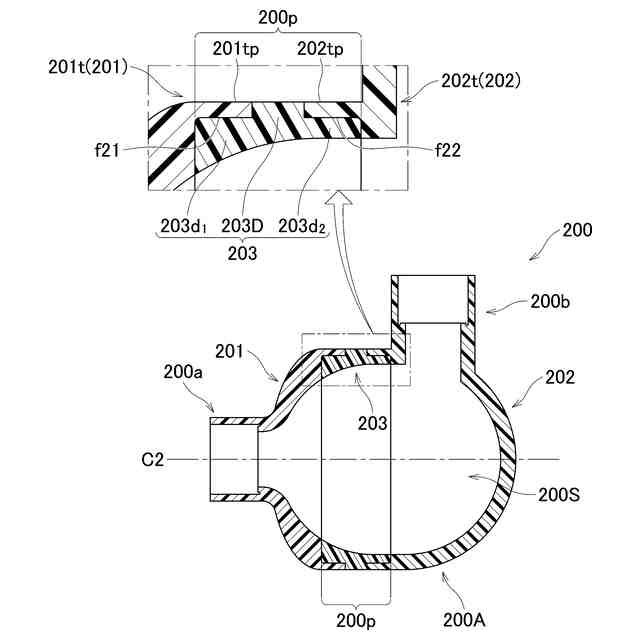
【解決手段】第1胴部1tの他端部の開口と第2胴部2tの他端部の開口とが対向するように、かつ、第1胴部1tの内側および第2胴部2tの内側に第3部材(小径部)3が配置されるように、第1部材1、第2部材2および第3部材3を配置する合わせ工程と、第1胴部1tおよび第2胴部2tにおいて、第3部材3が内側に配置された重なり部に、第1胴部1tおよび第2胴部2tの外側からレーザー光を照射することにより、第1胴部1tとその内側の第3部材3とをレーザー接合し、かつ、第2胴部2tとその内側の第3部材3とをレーザー接合する接合工程と、を備えている。
【選択図】図3
特許請求の範囲
【請求項1】
内部に空間を有する樹脂製のサイレンサの製造方法であって、
前記サイレンサは、レーザー光に対して透過性を有する樹脂製の第1部材および第2部材と、レーザー光に対して吸収性を有する樹脂製の第3部材とを備え、
前記第1部材は、円筒状の第1胴部と、前記第1胴部の一端を塞ぐように形成された第1側部とを有し、
前記第2部材は、円筒状の第2胴部と、前記第2胴部の一端を塞ぐように形成された第2側部とを有し、
前記第3部材は、前記第1胴部および前記第2胴部より径が小さい小径部を有する円筒状の部材であり、
前記第1胴部の他端部の開口と前記第2胴部の他端部の開口とが対向するように、かつ、前記第1胴部の内側および前記第2胴部の内側に前記小径部が配置されるように、前記第1部材、前記第2部材および前記第3部材を配置する合わせ工程と、
前記第1胴部および前記第2胴部において、前記小径部が内側に配置された重なり部に、前記第1胴部および前記第2胴部の外側からレーザー光を照射することにより、前記第1胴部とその内側の前記小径部とをレーザー接合し、かつ、前記第2胴部とその内側の前記小径部とをレーザー接合する接合工程と、
を備えていることを特徴とする樹脂製サイレンサの製造方法。
続きを表示(約 570 文字)
【請求項2】
前記第1胴部は、外面が前記第1胴部の軸心に平行な第1平行部を有し、
前記第2胴部は、外面が前記第2胴部の軸心に平行な第2平行部を有し、
前記第1平行部の径方向の厚さは一定であり、
前記第2平行部の径方向の厚さは一定であり、
前記合わせ工程において、前記第1平行部の内側および前記第2平行部の内側に前記小径部に配置されるように、前記第1部材、前記第2部材および前記第3部材を配置することを特徴とする請求項1に記載の樹脂製サイレンサの製造方法。
【請求項3】
前記サイレンサの軸心を通る断面において、前記サイレンサの内面が円形、長円形、楕円形または卵形であることを特徴とする請求項1または2に記載の樹脂製サイレンサの製造方法。
【請求項4】
前記合わせ工程において、前記小径部が、前記第1胴部の内面に形成された凹部と前記第2胴部の内面に形成された凹部とに嵌まり、
前記小径部が、前記第1胴部の内面に形成された前記凹部と前記第2胴部の内面に形成された前記凹部とに嵌まった状態において、前記第1部材の内面と前記第3部材の内面と前記第2部材の内面とが順に並び、かつ、連続していることを特徴とする請求項1または2に記載の樹脂製サイレンサの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車用のエアコン用配管などに接続される樹脂製サイレンサの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
自動車用のエアコン用配管などには、サイレンサが接続されている場合がある。サイレンサは、エアコン用配管などより太い略円筒状の部材である。サイレンサの内部には空間が形成され、この空間で冷媒の騒音などが低減される。サイレンサは、一般的に金属製である。
【先行技術文献】
【特許文献】
【0003】
特開2000-205701号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、自動車を軽量化するため、サイレンサの樹脂化が検討されている。樹脂製のサイレンサは、例えば、以下の方法で作製される。
【0005】
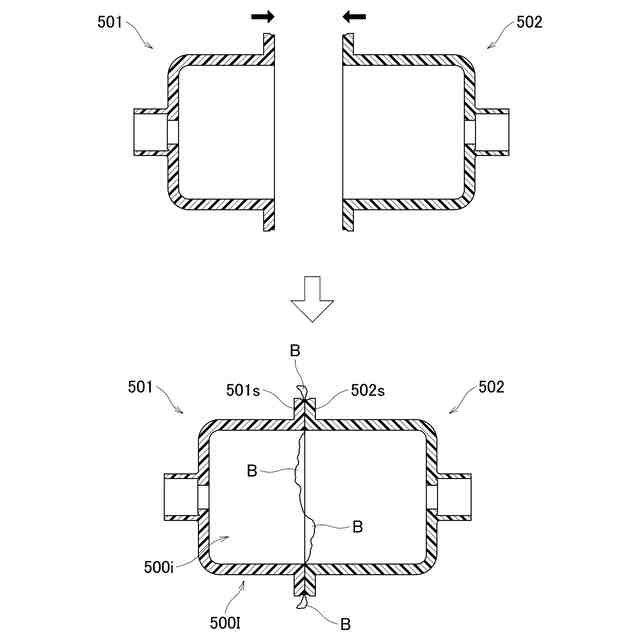
図7に示すように、一端が塞がれた円筒状の2つの部材(501、502)を用意する。2つの部材(501、502)は樹脂製であり、例えば、射出成形によって成形される。2つの部材(501、502)を、開口した他端同士が対向するように突き合わせ、振動溶着またはスピン溶着などにより溶着する。これにより、2つの部材(501、502)を一体化する。しかし、この方法では以下の問題がある。
【0006】
図7の下図に示すように、溶着した溶着部(501s、502s)および端面の周辺にバリBが発生する。サイレンサ内部に発生したバリBは、サイレンサ内を流通する冷媒などの圧力損失の原因となる。また、サイレンサ内部のバリBが剥離すると、冷媒などとともにサイレンサから排出され、異物となって、エアコンシステムに悪影響を及ぼす。
【0007】
さらに、溶着面を確保するため、溶着部(501s、502s)を設ける必要がある。溶着部(501s、502s)は、サイレンサ内部の空間500iを囲む包囲部500Iより外側に突出している。溶着部(501s、502s)により、騒音の低減に必要な空間500iを囲む包囲部500Iより広いスペースを車両内に確保する必要がある。
【0008】
本発明は、バリが発生せず、サイレンサを配置するスペースが大きくなることを抑えられる樹脂製サイレンサの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本明細書に開示される樹脂製サイレンサの製造方法は、内部に空間を有する樹脂製のサイレンサの製造方法であって、前記サイレンサは、レーザー光に対して透過性を有する樹脂製の第1部材および第2部材と、レーザー光に対して吸収性を有する樹脂製の第3部材とを備え、前記第1部材は、円筒状の第1胴部と、前記第1胴部の一端を塞ぐように形成された第1側部とを有し、前記第2部材は、円筒状の第2胴部と、前記第2胴部の一端を塞ぐように形成された第2側部とを有し、前記第3部材は、前記第1胴部および前記第2胴部より径が小さい小径部を有する円筒状の部材であり、前記第1胴部の他端部の開口と前記第2胴部の他端部の開口とが対向するように、かつ、前記第1胴部の内側および前記第2胴部の内側に前記小径部が配置されるように、前記第1部材、前記第2部材および前記第3部材を配置する合わせ工程と、前記第1胴部および前記第2胴部において、前記小径部が内側に配置された重なり部に、前記第1胴部および前記第2胴部の外側からレーザー光を照射することにより、前記第1胴部とその内側の前記小径部とをレーザー接合し、かつ、前記第2胴部とその内側の前記小径部とをレーザー接合する接合工程と、を備えている。
【発明の効果】
【0010】
上記方法によると、バリが発生せず、サイレンサを配置するスペースが大きくなることを抑えられる樹脂製サイレンサを製造することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ニチリン
樹脂製サイレンサの製造方法
2日前
個人
気泡緩衝材減容装置
18日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
4か月前
株式会社神戸製鋼所
混練機
8か月前
株式会社FTS
セパレータ
8か月前
株式会社バルカー
シートガスケット
13日前
日産自動車株式会社
成形装置
3か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
日東工業株式会社
インサート成形機
10か月前
コイト電工株式会社
フレーム成形品
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ