TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154067
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056863
出願日
2024-03-29
発明の名称
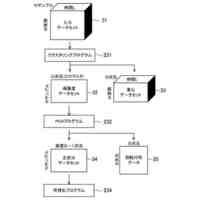
樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
45/76 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体において、結晶性樹脂を含む樹脂材料を対象とする場合にも体積収縮率を精度よく3軸方向に分配して、解析精度を向上させる。
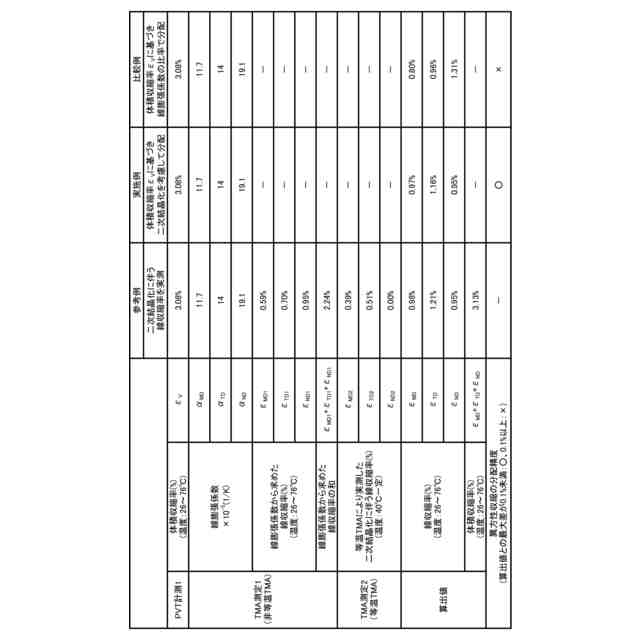
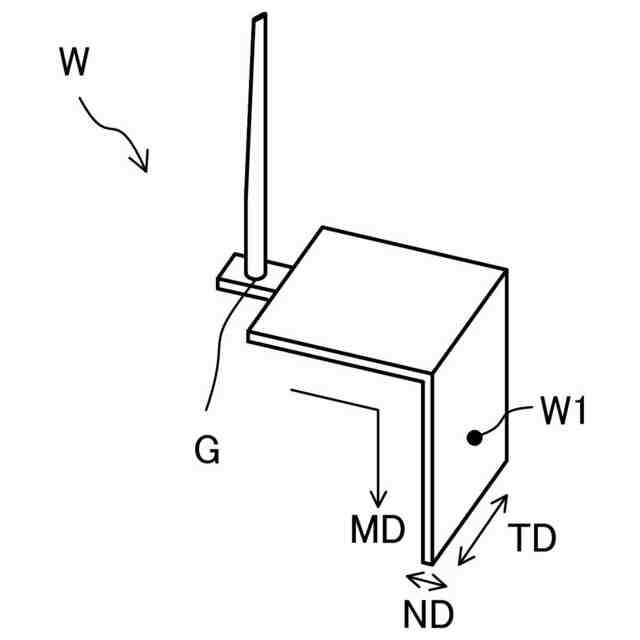
【解決手段】コンピュータシミュレーションにより樹脂成形品の解析を行う方法で、結晶性樹脂を含む樹脂材料の固化領域における体積収縮率を、下記式に基づき、板厚、流動及び直角方向の3軸方向の線収縮率に分配する。但し、ε
ND
:板厚方向の線収縮率、ε
MD
:面内における流動方向の線収縮率、ε
TD
:面内における直角方向の線収縮率、ε
V
:体積収縮率、ΔT:温度差、α
ND
:板厚方向の線膨張係数、α
MD
:面内における流動方向の線膨張係数、α
TD
:面内における直角方向の線膨張係数である。ε
ND
=α
ND
×ΔT(1)、ε
MD
=(ε
V
-ε
ND
)×α
MD
/(α
MD
+α
TD
)(2)、ε
TD
=(ε
V
-ε
ND
)×α
TD
/(α
MD
+α
TD
)(3)
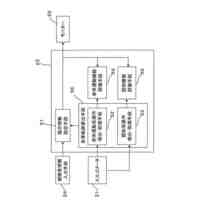
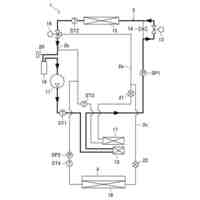
【選択図】図1
特許請求の範囲
【請求項1】
コンピュータシミュレーションにより樹脂成形品の解析を行う方法であって、
結晶性樹脂を含む樹脂材料の固化領域における体積収縮率を、下記式(1)~(3)に基づき、板厚方向、面内における流動方向及び面内における直角方向からなる3軸方向の線収縮率に分配する
ε
ND
=α
ND
×ΔT ・・・(1)
ε
MD
=(ε
V
-ε
ND
)×α
MD
/(α
MD
+α
TD
) ・・・(2)
ε
TD
=(ε
V
-ε
ND
)×α
TD
/(α
MD
+α
TD
) ・・・(3)
(但し、上記式(1)~(3)中、ε
ND
:板厚方向の線収縮率、ε
MD
:面内における流動方向の線収縮率、ε
TD
:面内における直角方向の線収縮率、ε
V
:体積収縮率、ΔT:温度差、α
ND
:板厚方向の線膨張係数、α
MD
:面内における流動方向の線膨張係数、α
TD
:面内における直角方向の線膨張係数である)
ことを特徴とする樹脂成形品の解析方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1において、
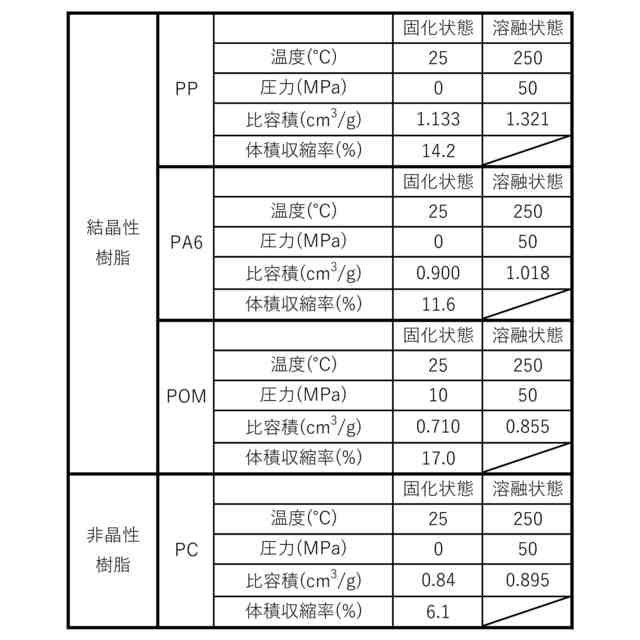
前記結晶性樹脂は、250℃、50MPaの溶融状態から25℃、0MPaの固化状態に変化したときの体積収縮率が10%以上の樹脂である
ことを特徴とする樹脂成形品の解析方法。
【請求項3】
請求項1又は請求項2において、
前記結晶性樹脂は、ポリプロピレン樹脂を含む
ことを特徴とする樹脂成形品の解析方法。
【請求項4】
コンピュータシミュレーションにより樹脂成形品の解析を行うための装置であって、
結晶性樹脂を含む樹脂材料の固化領域における体積収縮率を、下記式(1)~(3)に基づき、板厚方向、面内における流動方向及び面内における直角方向からなる3軸方向の線収縮率に分配する演算部を備える
ε
ND
=α
ND
×ΔT ・・・(1)
ε
MD
=(ε
V
-ε
ND
)×α
MD
/(α
MD
+α
TD
) ・・・(2)
ε
TD
=(ε
V
-ε
ND
)×α
TD
/(α
MD
+α
TD
) ・・・(3)
(但し、上記式(1)~(3)中、ε
ND
:板厚方向の線収縮率、ε
MD
:面内における流動方向の線収縮率、ε
TD
:面内における直角方向の線収縮率、ε
V
:体積収縮率、ΔT:温度差、α
ND
:板厚方向の線膨張係数、α
MD
:面内における流動方向の線膨張係数、α
TD
:面内における直角方向の線膨張係数である)
ことを特徴とする樹脂成形品の解析装置。
【請求項5】
コンピュータシミュレーションにより樹脂成形品の解析を行うためのプログラムであって、
コンピュータに、結晶性樹脂を含む樹脂材料の固化領域における体積収縮率を、下記式(1)~(3)に基づき、板厚方向、面内における流動方向及び面内における直角方向からなる3軸方向の線収縮率に分配する手順を実行させる
ε
ND
=α
ND
×ΔT ・・・(1)
ε
MD
=(ε
V
-ε
ND
)×α
MD
/(α
MD
+α
TD
) ・・・(2)
ε
TD
=(ε
V
-ε
ND
)×α
TD
/(α
MD
+α
TD
) ・・・(3)
(但し、上記式(1)~(3)中、ε
ND
:板厚方向の線収縮率、ε
MD
:面内における流動方向の線収縮率、ε
TD
:面内における直角方向の線収縮率、ε
V
:体積収縮率、ΔT:温度差、α
ND
:板厚方向の線膨張係数、α
MD
:面内における流動方向の線膨張係数、α
TD
:面内における直角方向の線膨張係数である)
ことを特徴とする樹脂成形品の解析用プログラム。
【請求項6】
請求項5に記載された樹脂成形品の解析用プログラムを記録したコンピュータ読み取り可能な記録媒体。
発明の詳細な説明
【技術分野】
【0001】
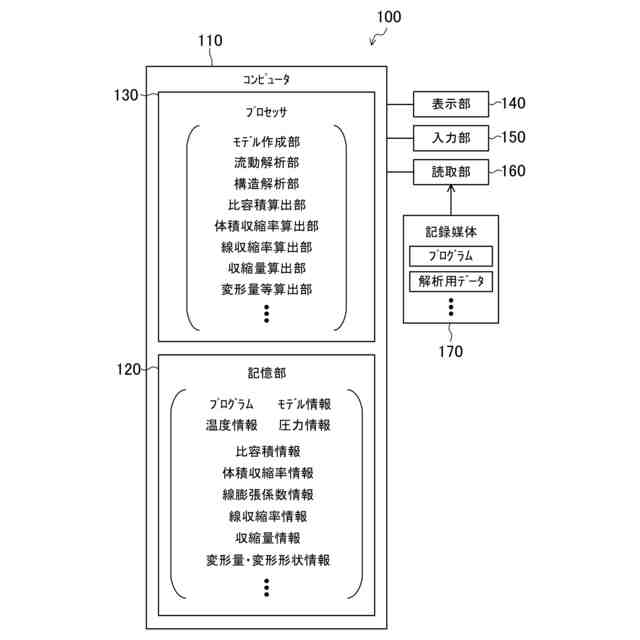
本開示は、樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
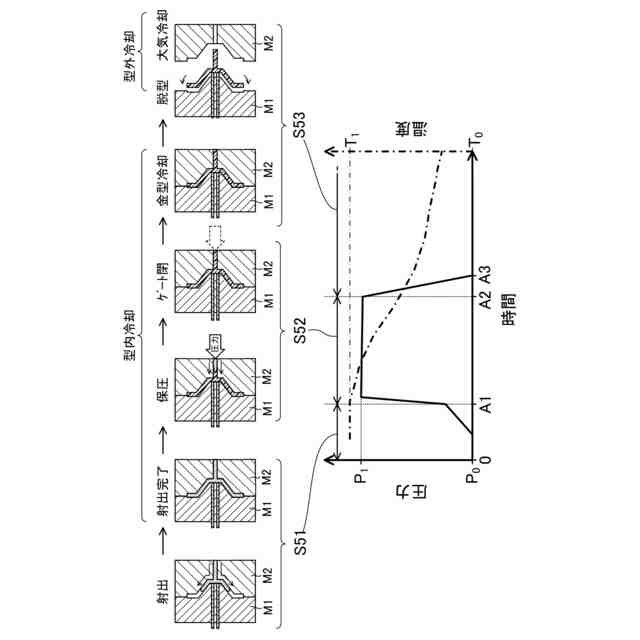
従来、樹脂成形品における製品設計等の精度向上、効率化及び低コスト化等を目的として、金型内の樹脂の挙動、最終的に得られる製品の反り変形等をCAE(Computer-Aided-Engineering)を用いて解析することが行われている。
【0003】
例えば射出成形における樹脂の流動解析及び構造解析を行う場合、予測精度向上のためには、樹脂材料の固化収縮を精度よく再現する必要がある。そのためには、圧力-比容積-温度(PVT)特性から求まる等方性の体積収縮率を、板厚方向(ND)、面内における流動方向(MD)及び面内における直角方向(TD)の3軸方向の異方性を考慮して分配する必要がある。
【0004】
例えば、非特許文献1には、体積膨張率は3軸方向の線膨張係数の和で表されることが記載されている。このことは、体積収縮率を各方向の線膨張係数の比で分配することにより3軸方向の線収縮率が得られることを意味する。
【0005】
また、特許文献1、2には、有限要素法により定式化された基礎式により金型内における溶融樹脂の充填、保圧、冷却の各過程の挙動を予測するとともに、前記各過程の予測中に求めた体積収縮率に基づき、板厚、面内方向の収縮率を予測する射出成形品の変形量予測方法が開示されている。これらの文献では、板厚方向の収縮率εZ及び面内方向の収縮率εPを、εZ=A+B・eV及びεP=(eV-εZ)/2(但し、eV:体積収縮率、A,B:収縮係数)の各計算式で表すことが開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平07-186228号公報
特開平08-230008号公報
【非特許文献】
【0007】
瀬戸雅宏他、成形加工、第15巻、第2号、2003年、p148-154
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、非特許文献1に記載された関係については、本願発明者らの検証では、少なくとも結晶性樹脂を含む樹脂材料を対象とする場合には実現象との整合性が乏しく、樹脂材料の固化収縮を精度よく再現できないという問題があった。
【0009】
また、特許文献1、2に記載の上記各計算式については、特許文献1にはその導出方法の詳細について記載がない。一方で、特許文献2には、ポリカーボネート樹脂を用いて実際に射出成形を行い、金型寸法と実成形品の寸法とに基づいて前記計算式を導出したことが記載されている。
【0010】
しかしながら、特許文献2で使用されたポリカーボネート樹脂は非晶性樹脂であり、成形工程における収縮率が比較的小さい。例えば成形工程における収縮率が比較的大きい結晶性樹脂を含む樹脂材料を対象とする場合には、上記計算式は各方向の線収縮率を精度よく再現しておらず、予測精度が低下するという問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マツダ株式会社
回転電機
13日前
マツダ株式会社
車両の下部構造
6日前
マツダ株式会社
車両の下部構造
15日前
マツダ株式会社
車両の下部構造
13日前
マツダ株式会社
車両の下部構造
13日前
マツダ株式会社
車両の下部構造
15日前
マツダ株式会社
車両の前部構造
14日前
マツダ株式会社
車両の前部構造
14日前
マツダ株式会社
バッテリユニット
1か月前
マツダ株式会社
バッテリ冷却構造
21日前
マツダ株式会社
バッテリ冷却構造
21日前
マツダ株式会社
車両用フレーム部材
14日前
マツダ株式会社
車両用フレーム部材
14日前
マツダ株式会社
車両の車体骨格構造
6日前
マツダ株式会社
運転者の覚醒維持装置
14日前
マツダ株式会社
車両の状態量検出装置
8日前
マツダ株式会社
塗布方法及び塗布装置
21日前
マツダ株式会社
認知運動能力評価装置
6日前
マツダ株式会社
車両用フレーム部材および車体前部構造
21日前
マツダ株式会社
車両用フレーム部材および車体前部構造
21日前
マツダ株式会社
車両の構造設計方法及び構造設計プログラム
15日前
マツダ株式会社
バッテリユニット及びバッテリユニットの製造方法。
1か月前
マツダ株式会社
リサーキュレーションパイプの支持構造および支持方法
6日前
マツダ株式会社
車両用空調装置の冷媒取り出し方法及び車両用空調装置
13日前
マツダ株式会社
データ変換方法、データ変換装置、データ変換プログラム、および、該データ変換プログラムを記憶したコンピュータ読取可能な記憶媒体
6日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
東レ株式会社
フィルムの製造方法
8か月前
株式会社 型善
射出成形型
22日前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社エフピコ
賦形シート
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ