TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025171600
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024077111
出願日
2024-05-10
発明の名称
塗布方法及び塗布装置
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B05D
1/02 20060101AFI20251113BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】対象物に対して噴射された塗布材料の跳ね返りを抑制し、塗膜の表面粗さを低減する。
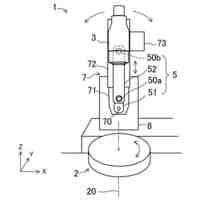
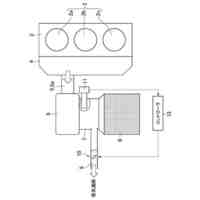
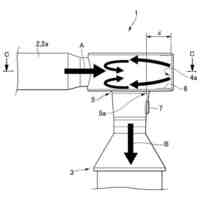
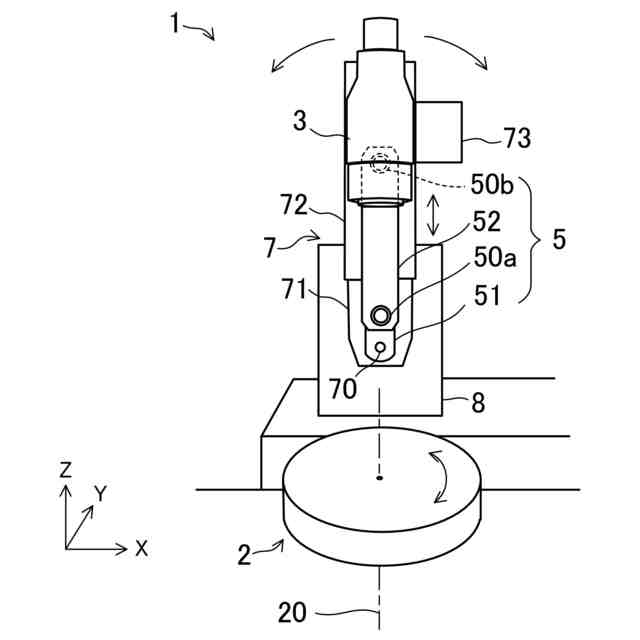
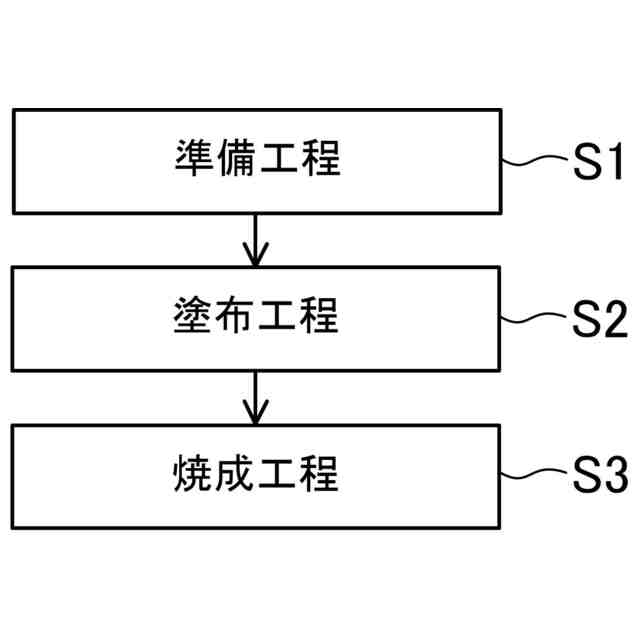
【解決手段】対象物を固定するとともに回転軸を中心に回転する基台と、被塗布面に対して塗布材料を噴射可能なスプレー部と、を準備する準備工程と、基台を回転駆動し、前記回転軸を中心に回転する前記被塗布面に対して、前記スプレー部が、前記回転軸付近から塗布材料の噴射を開始し、前記被塗布面の端部まで相対移動しながら噴射を継続する塗布工程と、を備える。
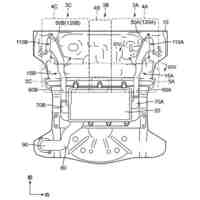
【選択図】図1
特許請求の範囲
【請求項1】
回転する対象物の被塗布面に塗布材料を吹き付けて塗膜を形成する塗布方法であって、
前記対象物を固定するとともに回転軸を中心に回転させる基台と、回転する前記被塗布面に対して塗布材料を噴射可能なスプレー部と、を準備する準備工程と、
前記基台の回転駆動後、前記スプレー部が、前記回転軸付近から塗布材料の噴射を開始し、前記被塗布面の端部まで相対移動しながら噴射を継続する塗布工程と、を備えることを特徴とする塗布方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の塗布方法において、
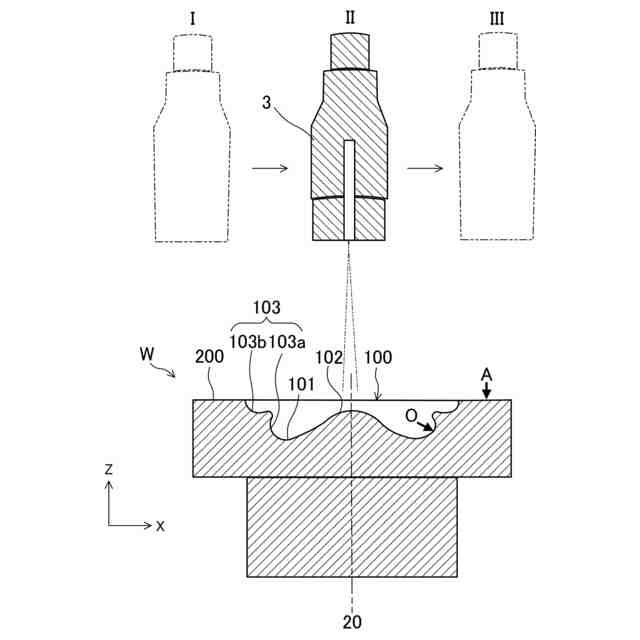
前記被塗布面は、前記回転軸を含む範囲に噴射方向に凹む凹部を有することを特徴とする塗布方法。
【請求項3】
請求項2に記載の塗布方法において、
前記凹部は、底面部と、該底面部から前記回転軸に近づくほど噴射方向に突出する凸部と、該底面部の外周に縦壁部とを有し、
前記スプレー部によって噴射される塗布材料の、前記縦壁部に対する入射角度は、0°以上45°以下である塗布方法。
【請求項4】
請求項2に記載の塗布方法において、
前記被塗布面は、前記凹部の外周に平坦部を有することを特徴とする塗布方法。
【請求項5】
請求項1に記載の塗布方法において、
前記回転軸の回転速度は、1回転/秒以上であることを特徴とする塗布方法。
【請求項6】
請求項4に記載の塗布方法において、
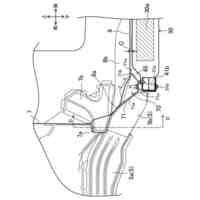
前記対象物は、ディーゼルエンジン用ピストンの頂部であることを特徴とする塗布方法。
【請求項7】
回転する対象物の被塗布面に塗布材料を吹き付けて塗膜を形成する塗布方法であって、
前記対象物を固定するとともに回転軸を中心に回転させる基台と、回転する前記被塗布面に対して塗布材料を噴射可能なスプレー部と、前記被塗布面の前記回転軸を含む範囲に噴射方向に凹む凹部を有する前記対象物と、を準備する準備工程と、
前記基台の回転駆動後、前記スプレー部が、前記凹部の中心部付近から塗布材料の噴射を開始し、前記凹部の外周端部まで相対移動しながら噴射を継続する塗布工程と、を備える塗布方法。
【請求項8】
回転する対象物の被塗布面に塗布材料を吹き付けて塗膜を形成する塗布装置であって、
前記対象物を固定するとともに回転軸を中心に回転させる基台と、
回転する前記被塗布面に対して、前記回転軸付近から塗布材料の噴射を開始し、前記被塗布面の端部まで相対移動しながら噴射を継続するスプレー部と、を備える塗布装置。
【請求項9】
回転する対象物の被塗布面に塗布材料を吹き付けて塗膜を形成する塗布装置であって、
前記対象物を固定するとともに回転軸を中心に回転させる基台と、
回転する前記被塗布面に対して塗布材料を噴射可能なスプレー部と、を備え、
前記対象物は、前記被塗布面の前記回転軸を含む範囲に噴射方向に凹む凹部を有し、
前記スプレー部は、前記凹部の中心部付近から塗布材料の噴射を開始し、前記凹部の外周端部まで相対移動しながら噴射を継続する塗布装置。
発明の詳細な説明
【技術分野】
【0001】
ここに開示された技術は、塗布方法及び塗布装置に関する技術分野に属する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
回転する対象物に対して塗布材料を吹き付ける塗布装置は様々なものが知られている。例えば、特許文献1には、回転している基板の内周側上方から塗布材料を噴霧し、回転による遠心力によって基板の内周側から外周側へ流延させる塗布装置が開示されている。このような構成に加え、特許文献2には、対象物の回転速度を第1の塗布材料の吐出時と第2の塗布材料の吐出時とで相違させる塗布方法が開示されている。また、特許文献3には、対象物が固定されるテーブルをX軸移動及びY軸移動可能とし、塗布材料を吐出するノズルをZ軸方向に移動可能とし、塗布材料によりパターンを形成するパターン膜の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2000-33318号公報
特許第7092508号公報
特開平11-347478号公報
特許第6326880号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このような塗布装置において、対象物に対して塗布材料を噴射した際、跳ね返った塗布材料の微粒子(以下、「塗料噴霧」ともいう。)が付着して塗膜の表面粗さを悪化させるという問題がある。塗膜の表面粗さについては、例えば特許文献4に示すように、塗布材料の粘度を制御することにより低減可能であることは知られている。しかしながら、回転する被塗布面に対する塗布方法において、塗料噴霧の付着による表面粗さの問題は、塗布材料の粘度を制御しても十分に改善できない場合があった。
【0005】
ここに開示された技術は斯かる点に鑑みてなされたものであり、その目的とするところは、対象物に対して噴射された塗布材料の跳ね返りを抑制し、塗膜の表面粗さを低減した塗布装置及び塗布方法を提供することにある。
【課題を解決するための手段】
【0006】
前記課題を解決するために、ここに開示する塗布方法の一態様は、回転する対象物の被塗布面に塗布材料を吹き付けて塗膜を形成する塗布方法であって、前記対象物を固定するとともに回転軸を中心に回転させる基台と、回転する前記被塗布面に対して塗布材料を噴射可能なスプレー部と、を準備する準備工程と、前記基台の回転駆動後、前記スプレー部が、前記回転軸付近から塗布材料の噴射を開始し、前記被塗布面の端部まで相対移動しながら噴射を継続する塗布工程と、を備えることを特徴とする。
【0007】
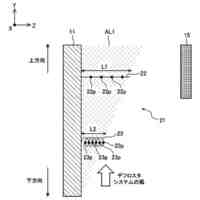
上記の構成によれば、スプレー部は被塗布面の全長に亘って移動するのではなく、回転軸付近から端部までの短い距離を相対移動するため、被塗布面への塗布材料が噴射される噴射時間を短時間化できる。これにより、被塗布面から跳ね返る塗料噴霧を低減し、表面粗さを改善することができる。また、回転する被塗布面は、内周側よりも外周側において単位時間当たりの回転移動距離が大きい。被塗布面の外周端部では、塗布材料が跳ね返って塗料噴霧を生じる際に大きな回転力が加わり、慣性力によって塗料噴霧は回転の接線方向へ高速移動する。塗料噴霧が移動した先は被塗布面の範囲外であるため、外周端部では被塗布面上に留まる塗料噴霧が低減される。そのため、スプレー部を、被塗布面の外側から内側へ相対移動させながら塗料材料を噴射するよりも、内側(回転軸側)から外側(端部側)へ相対移動させながら塗料材料を噴射することで、被塗布面上に付着する塗料噴霧は低減し、表面粗さを改善することができる。また、スプレー部を、内側(回転軸側)から外側(端部側)へ相対移動させながら塗料材料を噴射することで、先に生じた塗料噴霧が付着した箇所の上に塗布できることも、表面粗さの改善に寄与できる。
【0008】
一実施形態では、前記被塗布面は、前記回転軸を含む範囲に噴射方向に凹む凹部を有してもよい。
【0009】
被塗布面が凹部を有する場合、その凹部内において塗料噴霧が溜まりやすい。凹部内に塗料噴霧が長く留まることで、平坦面よりも凹部内の表面粗さが増加することが問題である。本開示の塗布方法によれば、凹部内に溜まる塗料噴霧を低減できるため、被塗布面が平坦面である場合よりも効果的に表面粗さを改善できる。また、被塗布面の内側から外側へ相対移動しながら塗料材料を噴射することでその効果を顕著に奏することができる。
【0010】
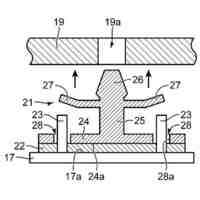
一実施形態では、前記凹部は、底面部と、該底面部から前記回転軸に近づくほど噴射方向に突出する凸部と、該底面部の外周に縦壁部とを有し、前記スプレー部によって噴射される塗布材料の、前記縦壁部に対する入射角度は、0°以上45°以下であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マツダ株式会社
回転電機
14日前
マツダ株式会社
摩擦締結装置
1日前
マツダ株式会社
車体後部構造
1か月前
マツダ株式会社
車両制御装置
1日前
マツダ株式会社
車両の前部構造
15日前
マツダ株式会社
車両の下部構造
14日前
マツダ株式会社
車両の前部構造
15日前
マツダ株式会社
車両の下部構造
7日前
マツダ株式会社
車両の下部構造
16日前
マツダ株式会社
車両の下部構造
14日前
マツダ株式会社
車両の上部構造
1か月前
マツダ株式会社
車両の下部構造
16日前
マツダ株式会社
バッテリ冷却構造
22日前
マツダ株式会社
バッテリユニット
1か月前
マツダ株式会社
バッテリユニット
1か月前
マツダ株式会社
バッテリ冷却構造
22日前
マツダ株式会社
車両用フレーム部材
15日前
マツダ株式会社
車両用フレーム部材
15日前
マツダ株式会社
車室内音響分析方法
1日前
マツダ株式会社
車両の車体骨格構造
7日前
マツダ株式会社
塗布方法及び塗布装置
22日前
マツダ株式会社
車両の状態量検出装置
9日前
マツダ株式会社
運転者の覚醒維持装置
15日前
マツダ株式会社
周辺車両認識システム
1日前
マツダ株式会社
認知運動能力評価装置
7日前
マツダ株式会社
周辺車両認識システム
1日前
マツダ株式会社
周辺車両認識システム
1日前
マツダ株式会社
車両の制御装置及び制御方法
1日前
トヨタ自動車株式会社
エンジン
1日前
マツダ株式会社
車両のドア構造およびその製造方法
1か月前
マツダ株式会社
摩擦締結要素の制御装置及び制御方法
1日前
マツダ株式会社
車両用フレーム部材および車体前部構造
22日前
マツダ株式会社
車両用フレーム部材および車体前部構造
22日前
マツダ株式会社
車両の構造設計方法及び構造設計プログラム
16日前
マツダ株式会社
バッテリユニットを搭載した車両の前部車体構造
1か月前
トヨタ自動車株式会社
内燃機関の排気浄化装置
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ