TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153040
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055301
出願日
2024-03-29
発明の名称
超音波探傷方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
29/11 20060101AFI20251002BHJP(測定;試験)
要約
【課題】より精緻かつ安定的にボルトの検査を行うことが可能な超音波探傷方法を提供する。
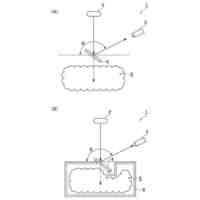
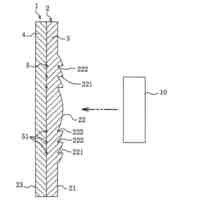
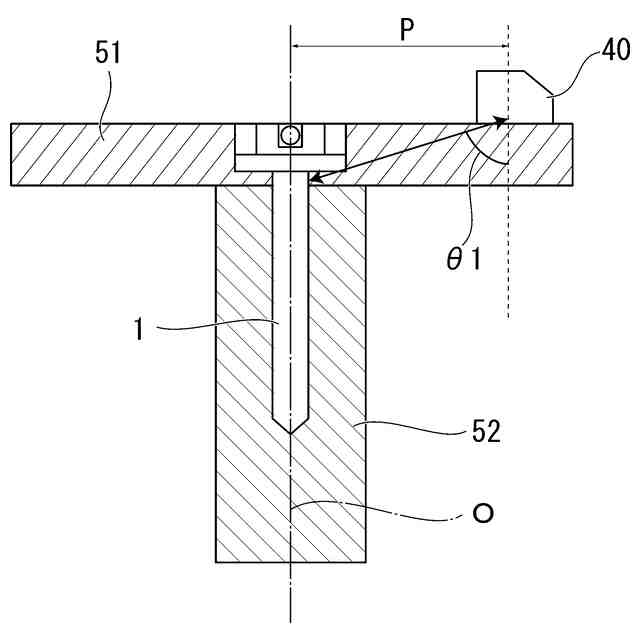
【解決手段】超音波探傷方法は、部材同士を締結固定するボルトの欠陥を検出する超音波探傷方法であって、ボルトは、軸線に沿って延びる棒状の軸部、及び軸部の軸線方向一方側の端部に設けられた頭部を有し、軸線に対する径方向に離間した位置から、頭部と軸部の接続部である首下部における対象領域に向けて超音波を入射するステップと、欠陥によって反射された超音波を受け取るステップと、を含み、入射するステップでは、軸線を含む断面視で、軸線に対して30°から65°の角度範囲で超音波を入射する。
【選択図】図2
特許請求の範囲
【請求項1】
部材同士を締結固定するボルトの欠陥を検出する超音波探傷方法であって、
前記ボルトは、軸線に沿って延びる棒状の軸部、及び該軸部の前記軸線方向一方側の端部に設けられた頭部を有し、
前記軸線に対する径方向に離間した位置から、前記頭部と前記軸部の接続部である首下部における対象領域に向けて超音波を入射するステップと、
前記欠陥によって反射された超音波を受け取るステップと、
を含み、
前記入射するステップでは、前記軸線を含む断面視で、前記軸線に対して30°から65°の角度範囲で前記超音波を入射する超音波探傷方法。
続きを表示(約 450 文字)
【請求項2】
前記入射するステップと、前記受け取るステップでは、同一の探触子が用いられる請求項1に記載の超音波探傷方法。
【請求項3】
前記入射するステップでは前記超音波を入射する入射側探触子が用いられ、前記受け取るステップでは前記反射された超音波を受け取る、前記入射側探触子とは異なる受信側探触子が用いられる請求項1に記載の超音波探傷方法。
【請求項4】
前記軸線方向から見て、前記入射側探触子と前記軸線との間の距離は、前記受信側探触子と前記軸線との間の距離と等しくなるように設定され、
前記入射側探触子及び前記軸線を結ぶ第一直線と、前記入射側探触子及び前記受信側探触子を結ぶ第二直線のなす角度は、10°から20°である請求項3に記載の超音波探傷方法。
【請求項5】
前記入射するステップでは、前記対象領域に向けて、前記角度範囲の中で任意の角度で前記超音波を入射させるフェーズドアレイ方式が用いられる請求項1に記載の超音波探傷方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、超音波探傷方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
原子力発電プラント等では、高温高圧下に曝される種々の部材に生じる欠陥を、超音波によって検出することが一般的に行われている。このうち、ボルトの健全性を確認する上では、下記特許文献1に記載されているように、ボルトの軸線上ではなく、軸線の径方向にわずかに離間した位置から超音波を入射する技術が提唱されている。
【先行技術文献】
【特許文献】
【0003】
特開平8-240570号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記特許文献1では、ボルトとの詳細な相対位置についての検討や開示がなされておらず、作業者ごとに検査結果のばらつきが出ることが課題となっていた。
【0005】
本開示は上記課題を解決するためになされたものであって、より精緻かつ安定的にボルトの検査を行うことが可能な超音波探傷方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本開示に係る超音波探傷方法は、部材同士を締結固定するボルトの欠陥を検出する超音波探傷方法であって、前記ボルトは、軸線に沿って延びる棒状の軸部、及び該軸部の前記軸線方向一方側の端部に設けられた頭部を有し、前記軸線に対する径方向に離間した位置から、前記頭部と前記軸部の接続部である首下部における対象領域に向けて超音波を入射するステップと、前記欠陥によって反射された超音波を受け取るステップと、を含み、前記入射するステップでは、前記軸線を含む断面視で、前記軸線に対して30°から65°の角度範囲で前記超音波を入射する。
【発明の効果】
【0007】
本開示によれば、より精緻かつ安定的にボルトの検査を行うことが可能な超音波探傷方法を提供することができる。
【図面の簡単な説明】
【0008】
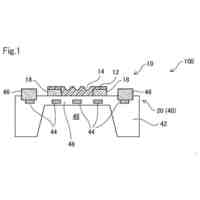
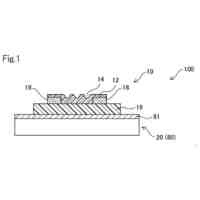
本開示の第一実施形態に係る超音波探傷の対象であるボルトの一例を示す図である。
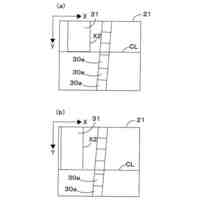
本開示の第一実施形態に係る超音波探傷方法における探触子と対象領域との相対位置を示す説明図であって、ボルトの軸線に対する径方向から見た図である。
本開示の第一実施形態に係る超音波探傷方法の各ステップを示すフローチャートである。
本開示の第二実施形態に係る超音波探傷方法における探触子と対象領域との相対位置を示す説明図であって、ボルトの軸線に対する径方向から見た図である。
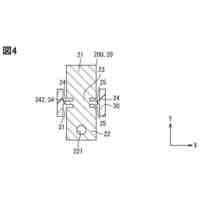
本開示の第二実施形態に係る超音波探傷方法における探触子と対象領域との相対位置を示す説明図であって、ボルトの軸線方向から見た図である。
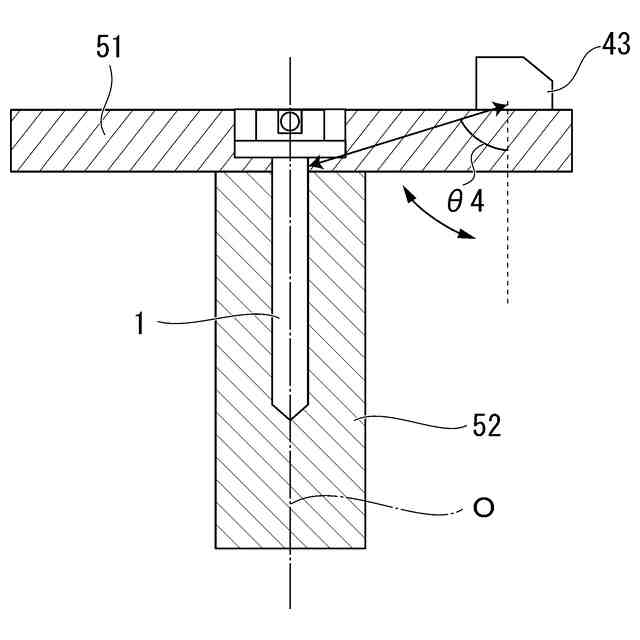
本開示の第三実施形態に係る超音波探傷方法における探触子と対象領域との相対位置を示す説明図であって、ボルトの軸線に対する径方向から見た図である。
【発明を実施するための形態】
【0009】
<第一実施形態>
以下、本開示の第一実施形態に係る超音波探傷方法について、図1から図3を参照して説明する。この超音波探傷方法は、一例として加圧水型軽水炉の炉内構造物に多用されているボルト1の健全性を検査するために用いられる。炉内構造物では、板状の部材の結合に多数のボルト1が使用されている。炉内構造物は、原子力発電のエネルギー源となる燃料集合体に隣接して炉心の境界を形成する重要部材である。従ってこのボルト1は、長期間の供用期間中、締結機能を維持する、即ち、ボルトの健全性を維持する必要がある。
【0010】
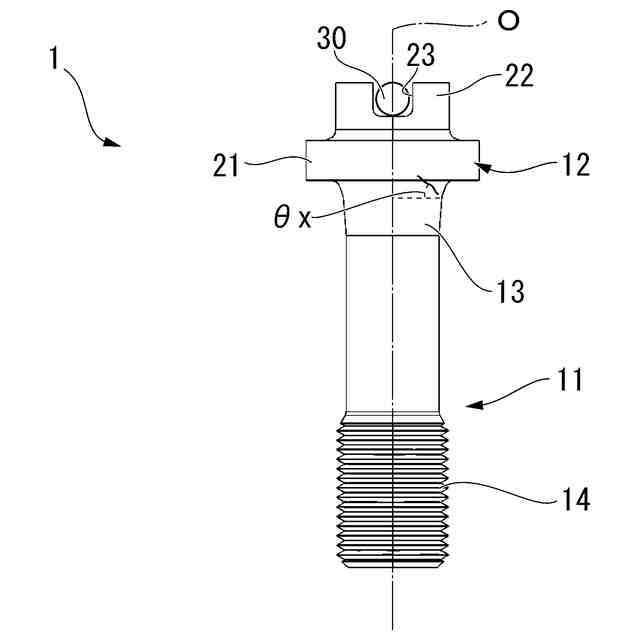
(ボルトの構成)
初めに、超音波探傷方法の対象領域を有するボルト1の形状について、図1を参照して説明する。図1に示すように、ボルト1は、軸部11と、頭部12と、首下部13と、を有する。軸部11は、軸線Oを中心とする円柱状をなし、その軸線O方向一方側の端部における外周面には雄ネジ14が切られている。この雄ネジ14は他の部材に形成された雌ネジに螺合することで、これら部材同士を締結する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精機株式会社
検出装置
1日前
個人
採尿及び採便具
7日前
個人
アクセサリー型テスター
23日前
個人
高精度同時多点測定装置
22日前
甲神電機株式会社
電流検出装置
1日前
株式会社ミツトヨ
測定器
13日前
アズビル株式会社
電磁流量計
16日前
株式会社ヨコオ
ソケット
28日前
ダイキン工業株式会社
監視装置
27日前
トヨタ自動車株式会社
監視装置
28日前
TDK株式会社
磁気センサ
28日前
愛知時計電機株式会社
ガスメータ
13日前
大和製衡株式会社
組合せ計量装置
10日前
大和製衡株式会社
組合せ計量装置
10日前
ローム株式会社
半導体装置
21日前
個人
システム、装置及び実験方法
16日前
長崎県
形状計測方法
23日前
愛知電機株式会社
軸部材の外観検査装置
10日前
ローム株式会社
半導体装置
21日前
双庸電子株式会社
誤配線検査装置
2日前
日本特殊陶業株式会社
センサ
27日前
トヨタ自動車株式会社
測定システム
20日前
日本特殊陶業株式会社
センサ
27日前
多摩川精機株式会社
冗長エンコーダ
28日前
ダイハツ工業株式会社
移動支援装置
28日前
中国電力株式会社
電柱管理システム
27日前
日本特殊陶業株式会社
センサ
27日前
三恵技研工業株式会社
融雪レドーム
28日前
日本特殊陶業株式会社
センサ
27日前
日本特殊陶業株式会社
センサ
13日前
日本特殊陶業株式会社
センサ
27日前
株式会社デンソー
電流センサ
21日前
日東精工株式会社
振動波形検査装置
2日前
株式会社電巧社
試験装置及び試験方法
2日前
アンリツ株式会社
X線検査装置
13日前
コイト電工株式会社
座席濡れ検知装置
27日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ