TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152397
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024054269
出願日
2024-03-28
発明の名称
検査方法、検査装置、及び部材の補修方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
27/90 20210101AFI20251002BHJP(測定;試験)
要約
【課題】検査対象部材から不良部を精度よく検出可能な検査方法及び検査装置を提供すること。
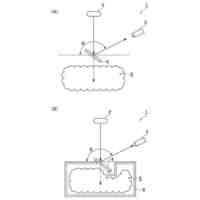
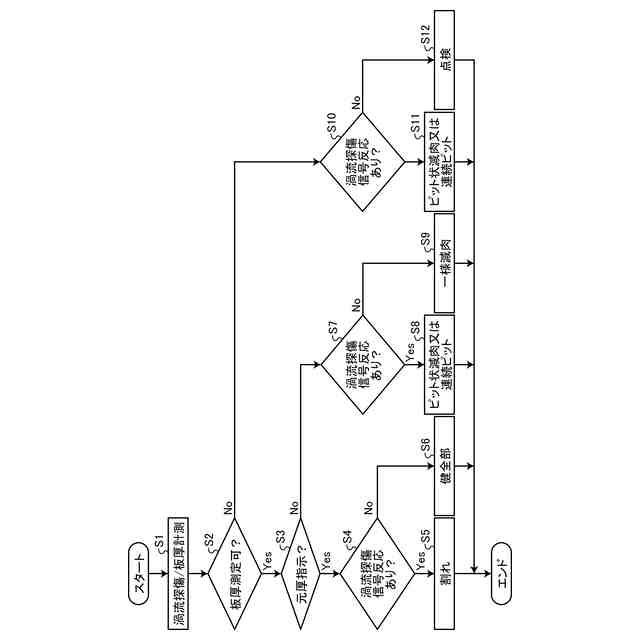
【解決手段】本発明に係る検査方法は、検査対象部材から不良部を検出する検査方法であって、検査対象部材の表面の検査領域から渦流探傷器を用いて第1信号を検出する第1検出ステップと、検査領域から超音波板厚計を用いて第2信号を検出する第2検出ステップと、第1信号及び第2信号の少なくとも一方が異常値を示す場合、検査領域に不良部があると判定する判定ステップと、を含む。
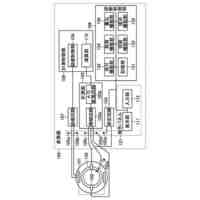
【選択図】図3
特許請求の範囲
【請求項1】
検査対象部材から不良部を検出する検査方法であって、
前記検査対象部材の表面の検査領域から渦流探傷器を用いて第1信号を検出する第1検出ステップと、
前記検査領域から超音波板厚計を用いて第2信号を検出する第2検出ステップと、
前記第1信号及び前記第2信号の少なくとも一方が異常値を示す場合、前記検査領域に不良部があると判定する判定ステップと、
を含む、検査方法。
続きを表示(約 520 文字)
【請求項2】
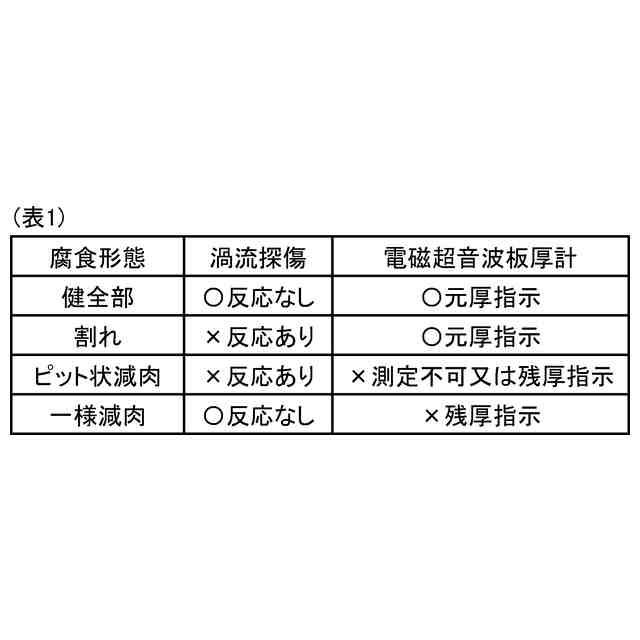
前記判定ステップは、前記第1信号が異常値を示し、前記第2信号が正常値を示す場合、前記検査領域に割れがあると判定し、前記第1信号及び前記第2信号が共に異常値を示す場合、前記検査領域にピット状減肉があると判定し、前記第1信号が正常値を示し、前記第2信号が異常値を示す場合、前記検査領域に一様減肉があると判定するステップを含む、請求項1に記載の検査方法。
【請求項3】
請求項1又は2に記載の検査方法を用いて検出された部材の不良部を補修又は交換する補修ステップを含む、部材の補修方法。
【請求項4】
検査対象部材から不良部を検出する検査装置であって、
前記検査対象部材の表面の検査領域から第1信号を検出する渦流探傷器と、
前記検査領域から第2信号を検出する超音波板厚計と、
前記第1信号及び前記第2信号の少なくとも一方が異常値を示す場合、前記検査領域に不良部があると判定する情報処理装置と、
を備える、検査装置。
【請求項5】
前記検査対象部材の表面上で前記渦流探傷器と前記超音波板厚計を移動させる移動部を備える、請求項4に記載の検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、検査対象部材から腐食部や割れ等の不良部を検出する検査方法、検査装置、及び部材の補修方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
配管やタンク等の中空部材をはじめとする検査対象部材が腐食したり、損傷したりすると、内容物の漏洩等の問題が発生する。このため、検査対象部材から腐食部や割れ等の不良部を検出する検査方法が種々提案されている。例えば特許文献1には、超音波板厚計を利用して配管の欠陥を検出する方法が記載されている。また、特許文献2には、渦流探傷器を利用して配管の亀裂や腐食減肉等を検出する方法が記載されている。また、特許文献3には、渦流探傷器を利用して検査対象部材の減肉や亀裂等の疵を検出する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開昭62-124458号公報
特開2008-32508号公報
特許第7205642号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の方法は、点計測技術であるために、検査対象部材の全面を計測しなければ局所的な腐食部を検出することができない。また、通常、超音波板厚計は、平行な二面間で生じる超音波の多重反射を検知し、その時間間隔が往復の超音波伝搬時間であるとして、超音波伝搬時間に検査対象部材の素材毎に既知の音速を掛けて厚みを算出する。このため、腐食等によって表面に凹凸があったり、対象面が平行でなかったりした場合、多重反射を検知できず、厚み計測ができない。これにより、特許文献1に記載の方法によれば、腐食部を見逃す可能性がある。この結果、肉厚検査においては、検査範囲の肉厚を計測する必要があるが、健全部の肉厚を計測できたとしても腐食減肉部では肉厚を計測できないことがあり、腐食減肉部を検知できない可能性がある。
【0005】
一方、渦流探傷器は検査対象部材の厚みの変化を検知する装置であるために、特許文献2や特許文献3に記載の方法では検査対象部材の厚みの絶対値を計測することができない。また、渦流探傷器が検知する信号の強度は検査対象部材の厚みの変化量に依存するために、特許文献2や特許文献3に記載の方法では一様に減肉している箇所のような厚みの変化量が小さい腐食部を検知することは困難である。
【0006】
本発明は、上記課題を解決すべくなされたものであり、その目的は、検査対象部材から不良部を精度よく検出可能な検査方法及び検査装置を提供することにある。また、本発明の他の目的は、部材の不良部に起因するトラブルが発生することを抑制可能な部材の補修方法を提供することにある。
【課題を解決するための手段】
【0007】
[1]本発明に係る検査方法は、検査対象部材から不良部を検出する検査方法であって、前記検査対象部材の表面の検査領域から渦流探傷器を用いて第1信号を検出する第1検出ステップと、前記検査領域から超音波板厚計を用いて第2信号を検出する第2検出ステップと、前記第1信号及び前記第2信号の少なくとも一方が異常値を示す場合、前記検査領域に不良部があると判定する判定ステップと、を含む。
【0008】
[2]本発明に係る検査方法は、上記[1]の検査方法において、前記判定ステップは、前記第1信号が異常値を示し、前記第2信号が正常値を示す場合、前記検査領域に割れがあると判定し、前記第1信号及び前記第2信号が共に異常値を示す場合、前記検査領域にピット状減肉があると判定し、前記第1信号が正常値を示し、前記第2信号が異常値を示す場合、前記検査領域に一様減肉があると判定するステップを含む。
【0009】
[3]本発明に係る部材の補修方法は、上記[1]又は[2]の検査方法を用いて検出された部材の不良部を補修又は交換する補修ステップを含む。
【0010】
[4]本発明に係る検査装置は、検査対象部材から不良部を検出する検査装置であって、前記検査対象部材の表面の検査領域から第1信号を検出する渦流探傷器と、前記検査領域から第2信号を検出する超音波板厚計と、前記第1信号及び前記第2信号の少なくとも一方が異常値を示す場合、前記検査領域に不良部があると判定する情報処理装置と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
採尿及び採便具
6日前
日本精機株式会社
検出装置
今日
個人
高精度同時多点測定装置
21日前
個人
アクセサリー型テスター
22日前
株式会社ミツトヨ
測定器
12日前
甲神電機株式会社
電流検出装置
今日
アズビル株式会社
電磁流量計
15日前
ダイキン工業株式会社
監視装置
26日前
トヨタ自動車株式会社
監視装置
27日前
愛知時計電機株式会社
ガスメータ
12日前
双庸電子株式会社
誤配線検査装置
1日前
大和製衡株式会社
組合せ計量装置
9日前
個人
システム、装置及び実験方法
15日前
ローム株式会社
半導体装置
20日前
ローム株式会社
半導体装置
20日前
長崎県
形状計測方法
22日前
大和製衡株式会社
組合せ計量装置
9日前
愛知電機株式会社
軸部材の外観検査装置
9日前
TDK株式会社
磁気センサ
27日前
日本特殊陶業株式会社
センサ
26日前
ダイハツ工業株式会社
移動支援装置
27日前
日本特殊陶業株式会社
センサ
26日前
トヨタ自動車株式会社
測定システム
19日前
日本特殊陶業株式会社
センサ
26日前
日本特殊陶業株式会社
センサ
26日前
日東精工株式会社
振動波形検査装置
1日前
日本特殊陶業株式会社
センサ
12日前
中国電力株式会社
電柱管理システム
26日前
日本特殊陶業株式会社
センサ
26日前
三恵技研工業株式会社
融雪レドーム
27日前
多摩川精機株式会社
冗長エンコーダ
27日前
株式会社デンソー
電流センサ
20日前
コイト電工株式会社
座席濡れ検知装置
26日前
株式会社電巧社
試験装置及び試験方法
1日前
アンリツ株式会社
X線検査装置
12日前
株式会社トプコン
測定装置
26日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ