TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025147271
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024047466
出願日
2024-03-25
発明の名称
延伸フィルムの製造方法
出願人
日本ゼオン株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
55/04 20060101AFI20250930BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】延伸の制御への影響が少ない操作により、ボーイングの低減をも容易に行うことが可能な、延伸フィルムの製造方法を提供する。
【解決手段】長尺の透明樹脂フィルムを、延伸装置により延伸する、延伸フィルムの製造方法であって、前記透明樹脂フィルムをクリップにより把持した状態で軌道に沿って上流から下流へ誘導し、予熱ゾーン、延伸ゾーン及び熱固定ゾーンをこの順に通過させ、前記延伸ゾーンにおいて前記透明樹脂フィルムを延伸する、延伸工程、前記延伸フィルムを前記クリップから解放する、解放工程、前記延伸フィルムの幅方向にわたる配向角の分布を測定し、前記延伸フィルムのボーイングの程度の指標であるボーイング情報を取得する、ボーイング測定工程、及び前記ボーイング情報に基づいて前記熱固定ゾーン内における操作条件を調整することで、前記ボーイングを低減するフィードバック工程を含む、延伸フィルムの製造方法。
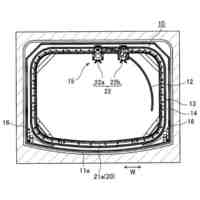
【選択図】図1
特許請求の範囲
【請求項1】
長尺の透明樹脂フィルムを、延伸装置により延伸する、延伸フィルムの製造方法であって、
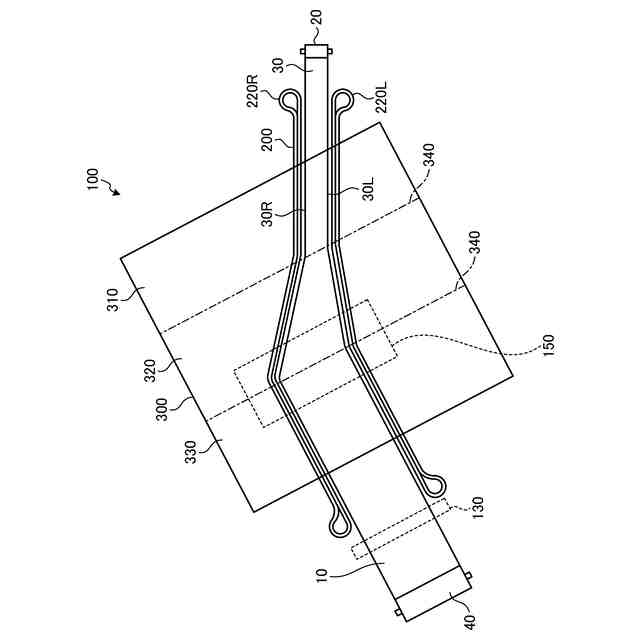
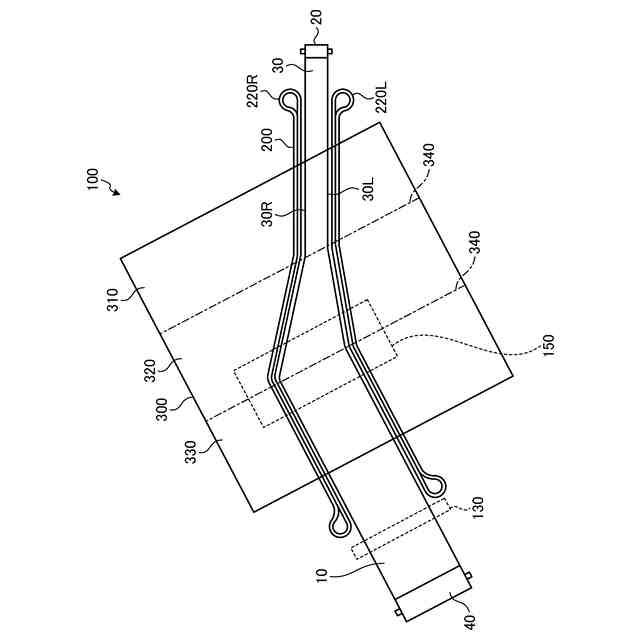
前記延伸装置は、一対の軌道、及び前記軌道に沿って誘導可能に設けられたクリップを備え、
前記製造方法は、
前記透明樹脂フィルムの幅方向の両端を前記クリップにより把持した状態で、前記透明樹脂フィルムを前記軌道に沿って上流から下流へ誘導し、予熱ゾーン、延伸ゾーン及び熱固定ゾーンをこの順に通過させ、前記延伸ゾーンにおいて前記透明樹脂フィルムを延伸し、前記延伸フィルムとする、延伸工程、
前記延伸工程の下流において、前記延伸フィルムを前記クリップから解放する、解放工程、
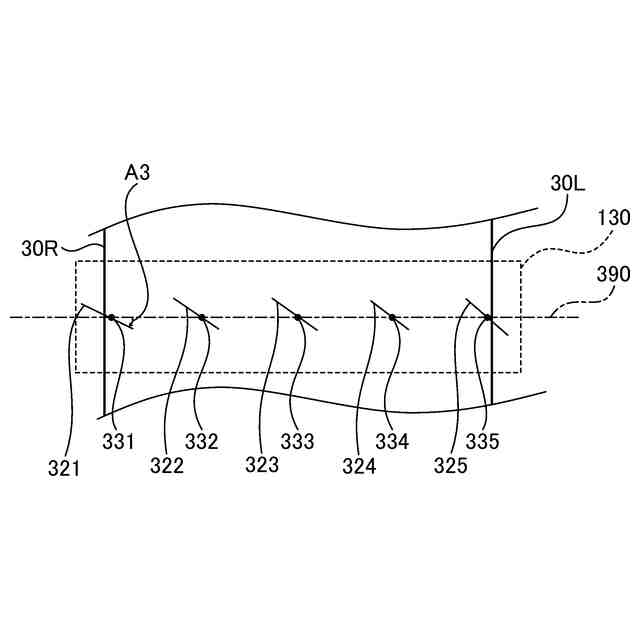
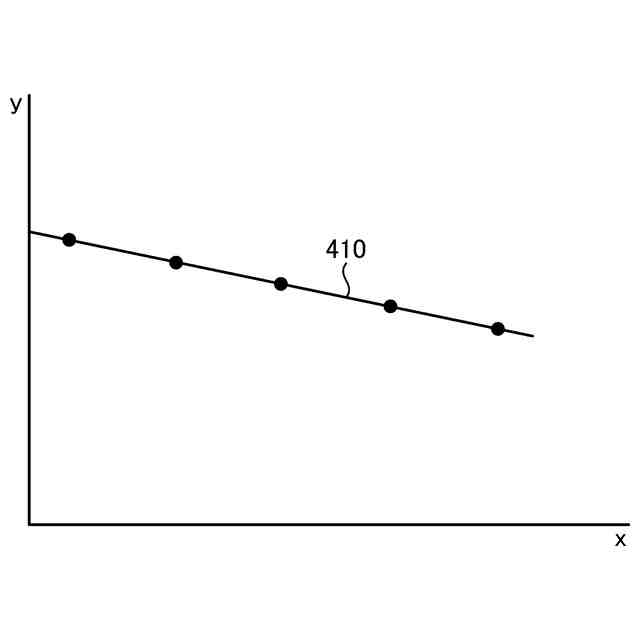
前記解放工程の下流において、前記延伸フィルムの幅方向にわたる配向角の分布を測定し、前記延伸フィルムのボーイングの程度の指標であるボーイング情報を取得する、ボーイング測定工程、及び
前記ボーイング情報に基づいて前記熱固定ゾーン内における操作条件を調整することで、前記ボーイングを低減するフィードバック工程
を含む、延伸フィルムの製造方法。
続きを表示(約 220 文字)
【請求項2】
前記操作条件が、前記熱固定ゾーンにおける熱固定温度を含む、請求項1に記載の延伸フィルムの製造方法。
【請求項3】
前記操作条件が、前記熱固定ゾーンの出口において前記延伸フィルムの搬送方向に賦課される張力の設定値を含む、請求項1に記載の延伸フィルムの製造方法。
【請求項4】
前記操作条件が、前記熱固定ゾーンの入口における前記軌道の間隔を含む、請求項1に記載の延伸フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、延伸フィルムの製造方法に関し、特に、ボーイングが抑制された延伸フィルムの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
長尺の樹脂フィルムを延伸して、延伸フィルムとすることが広く行われている。特に、光学的な用途に供されるフィルムとして、透明な樹脂フィルムを延伸して位相差等の特性を付与した延伸フィルムを製造することが行われている。そのような延伸フィルムは、液晶表示装置及びエレクトロルミネッセンス表示装置等の表示装置において、位相差フィルムとして広く用いられている。
【0003】
一般に、光学フィルムでは、厚さ、レターデーション、遅相軸方向といった種々の特性が、面内で均一であることが求められる。延伸した長尺のフィルムは、理論的にはフィルムの全面にわたって、長手方向又は幅方向に遅相軸を有することが期待されるが、実際には、遅相軸の方向が面内の位置によって不均一であることがある。
【0004】
かかる不均一な遅相軸の分布として典型的なものとしては、いわゆるボーイング及び逆ボーイング、即ち長尺のフィルムの幅方向における中央部における遅相軸と、幅方向端部における遅相軸とが相違する分布が知られている。延伸フィルムの製造にあたりこのようなボーイング及び逆ボーイングが見られる場合、製造のための搬送経路中の、延伸を行う部分の操作条件を適宜調整して、その発生を抑制することが知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0005】
国際公開第2014/073021号
【発明の概要】
【発明が解決しようとする課題】
【0006】
延伸フィルムの製造に際しては、得られる延伸フィルムの特性を所望のものに精密に制御する必要があり、そのため、延伸に際しては、延伸倍率等の諸条件を精密に制御する必要があるところ、特許文献1のように、ボーイングの抑制のために延伸を行う部分の操作条件を調整すると、その他の諸条件の変数が変化してしまうので、ボーイングの抑制と、その他の製造の要求に応える制御とを同時に容易に行うことが困難であった。
【0007】
したがって、本発明の目的は、延伸の制御への影響が少ない操作により、ボーイングの低減をも容易に行うことが可能な、延伸フィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は前記課題を解決するべく検討した。その結果、本発明者は、延伸の操作のうちの、延伸ゾーンによる延伸の操作が終了した後の熱固定ゾーンにおける操作条件を調整することで、延伸への制御への大きな影響を伴わずにボーイングを低減する調整を行うことができることを見出し、本発明を完成した。
すなわち、本発明は、下記の通りである。
【0009】
(1) 長尺の透明樹脂フィルムを、延伸装置により延伸する、延伸フィルムの製造方法であって、
前記延伸装置は、一対の軌道、及び前記軌道に沿って誘導可能に設けられたクリップを備え、
前記製造方法は、
前記透明樹脂フィルムの幅方向の両端を前記クリップにより把持した状態で、前記透明樹脂フィルムを前記軌道に沿って上流から下流へ誘導し、予熱ゾーン、延伸ゾーン及び熱固定ゾーンをこの順に通過させ、前記延伸ゾーンにおいて前記透明樹脂フィルムを延伸し、前記延伸フィルムとする、延伸工程、
前記延伸工程の下流において、前記延伸フィルムを前記クリップから解放する、解放工程、
前記解放工程の下流において、前記延伸フィルムの幅方向にわたる配向角の分布を測定し、前記延伸フィルムのボーイングの程度の指標であるボーイング情報を取得する、ボーイング測定工程、及び
前記ボーイング情報に基づいて前記熱固定ゾーン内における操作条件を調整することで、前記ボーイングを低減するフィードバック工程
を含む、延伸フィルムの製造方法。
(2) 前記操作条件が、前記熱固定ゾーンにおける熱固定温度である、(1)に記載の延伸フィルムの製造方法。
(3) 前記操作条件が、前記熱固定ゾーンの出口において前記延伸フィルムの搬送方向に賦課される張力の設定値である、(1)に記載の延伸フィルムの製造方法。
(4) 前記操作条件が、前記熱固定ゾーンの入口における前記軌道の間隔である、(1)に記載の延伸フィルムの製造方法。
【発明の効果】
【0010】
本発明によれば、延伸の制御への影響が少ない操作により、ボーイングの低減をも容易に行うことが可能な、延伸フィルムの製造方法が提供される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
グンゼ株式会社
ピン
11か月前
株式会社 型善
射出成形型
11日前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
25日前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
個人
樹脂可塑化方法及び装置
10か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
11か月前
株式会社漆原
シートの成形方法
6か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社FTS
セパレータ
10か月前
株式会社日本製鋼所
監視システム
2日前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
8か月前
株式会社リコー
画像形成システム
11か月前
株式会社神戸製鋼所
混練機
9か月前
トヨタ自動車株式会社
3Dプリンタ
12か月前
コイト電工株式会社
フレーム成形品
2か月前
足立建設工業株式会社
製管機
16日前
三和合板株式会社
化粧板の製造装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ