TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025146049
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046625
出願日
2024-03-22
発明の名称
締結方法及び締結装置
出願人
川崎重工業株式会社
代理人
弁理士法人勇智国際特許事務所
主分類
B29C
65/56 20060101AFI20250926BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複数のワークの締結強度を向上可能な技術を提供する。
【解決手段】各々が貫通孔を有する複数のワークを締結する締結方法が提供される。締結方法では、複数のワークにおける各貫通孔が第1方向に連通した連通孔であって、第1開口と第1方向における第1開口とは反対側の第2開口とを有する連通孔が形成されるように、複数のワークを重ねた締結対象群を用意し、強化繊維と熱可塑性樹脂とを含むロッドを締結対象群の外で加熱し、加熱されたロッドを第2開口から連通孔に挿入して締結対象群を締結する。
【選択図】図4
特許請求の範囲
【請求項1】
各々が貫通孔を有する複数のワークを締結する締結方法であって、
前記複数のワークにおける各貫通孔が第1方向に連通した連通孔であって、第1開口と前記第1方向における前記第1開口とは反対側の第2開口とを有する連通孔が形成されるように、前記複数のワークを重ねた締結対象群を用意し、
強化繊維と熱可塑性樹脂とを含むロッドを前記締結対象群の外で加熱し、
加熱された前記ロッドを前記第2開口から前記連通孔に挿入して前記締結対象群を締結する、
締結方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の締結方法であって、
前記強化繊維は、所定方向に配向されている、締結方法。
【請求項3】
請求項1に記載の締結方法であって、
前記強化繊維は、連続繊維である、締結方法。
【請求項4】
請求項1に記載の締結方法であって、
第1成形型を、前記第1開口を覆うように前記締結対象群に当接させて配置し、
加熱された前記ロッドを前記第2開口から前記連通孔に挿入して前記第1成形型まで到達させ、前記第1成形型によって締結状態における前記ロッドの第1端部を形成する、締結方法。
【請求項5】
請求項4に記載の締結方法であって、
前記第1成形型は、前記締結対象群に当接された状態で前記連通孔と連通する凹部を有し、
加熱された前記ロッドを前記第2開口から前記連通孔に挿入して前記凹部まで到達させ、前記第1成形型によって前記第1端部を形成する、締結方法。
【請求項6】
請求項5に記載の締結方法であって、
前記第1成形型は、前記凹部の中央に突出部を有し、
加熱された前記ロッドを前記第2開口から前記連通孔に挿入して前記突出部まで到達させることで前記凹部内に広げ、前記第1成形型によって前記第1端部を形成する、締結方法。
【請求項7】
請求項1に記載の締結方法であって、
前記第1方向に貫通する成形貫通孔を有する第2成形型を、前記第2開口を覆うように前記締結対象群に当接させて配置し、
加熱された前記ロッドを前記成形貫通孔を介して前記第2開口から前記連通孔に挿入して、前記第2成形型によって締結状態における前記ロッドの第2端部を形成する、締結方法。
【請求項8】
請求項1に記載の締結方法であって、
前記締結対象群の外に設けられた保持具によって前記ロッドを保持し、
前記保持具を介して前記ロッドを加熱する、締結方法。
【請求項9】
請求項1に記載の締結方法であって、
前記強化繊維は、前記ロッドの長手方向に繊維配向された連続繊維であり、
前記連通孔の外で前記ロッドを加熱し、
前記長手方向と前記第1方向とが一致するように、加熱された前記ロッドを前記第2開口に対して配置して前記第2開口から前記連通孔へ挿入し、前記締結対象群を締結する、締結方法。
【請求項10】
請求項1に記載の締結方法であって、
前記ロッドを前記連通孔の外で前記熱可塑性樹脂の軟化点以上に加熱した後、前記第2開口から前記連通孔へ挿入する、締結方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、複数のワークを締結する締結方法及び締結装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
挿通孔が設けられた複数のワークを締結する技術として、例えば、特許文献1には、第1頭部と軸部とからなる繊維強化樹脂製の中間具を用意し、中間具の軸部を各ワークの挿通孔に挿通させつつ軸部を加熱及び加圧して、中間具によって各ワークを締結する締結方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第6840410号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1記載の技術では、各ワークの挿通孔において中間具を加熱するため、各ワークに熱的ダメージが加わる虞がある。また、挿通孔において中間具を加熱するため、中間具のヘッド部と軸部との間で欠陥が生じる可能性がある。中間具の加熱が不均一になり、その結果、締結強度が低下する虞がある。そのため、複数のワークを締結する技術において、締結強度を向上可能な技術が求められる。
【課題を解決するための手段】
【0005】
本開示は、上述の課題の少なくとも一部を解決するためになされたものであり、例えば、以下の態様として実現することができる。
【0006】
本開示の第1の形態によれば、各々が貫通孔を有する複数のワークを締結する締結方法が提供される。前記締結方法は、前記複数のワークにおける各貫通孔が第1方向に連通した連通孔が形成されるように、前記複数のワークを重ねた締結対象群を用意する工程を含む。前記連通孔は、第1開口と前記第1方向における前記第1開口とは反対側の第2開口とを有する。前記締結方法は、強化繊維と熱可塑性樹脂とを含むロッドを前記締結対象群の外で加熱する工程を含む。前記締結方法は、加熱された前記ロッドを前記第2開口から前記連通孔に挿入して前記締結対象群を締結する工程を含む。
【0007】
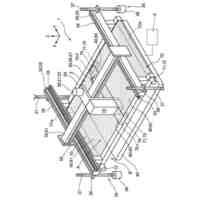
本開示の第2の形態によれば、第1方向に連通孔を有する締結対象群を締結する締結装置が提供される。前記締結装置は、第1成形型と、保持具と、加熱装置と、挿入治具とを含む。前記保持具は、前記第1方向において前記第1成形型と離間して対向する。前記保持具は、前記第1方向に貫通する保持貫通孔を有する。前記加熱装置は、前記保持貫通孔内を加熱する。前記挿入治具は、前記第1方向における前記保持具から前記第1成形型に向かう方向に挿入される。
【図面の簡単な説明】
【0008】
締結装置の概略断面図である。
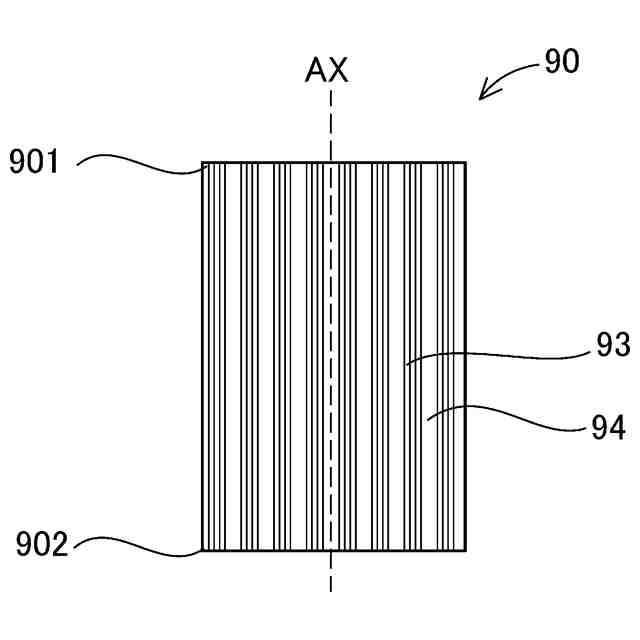
ロッドの外観を示す図である。
ロッドの断面図である。
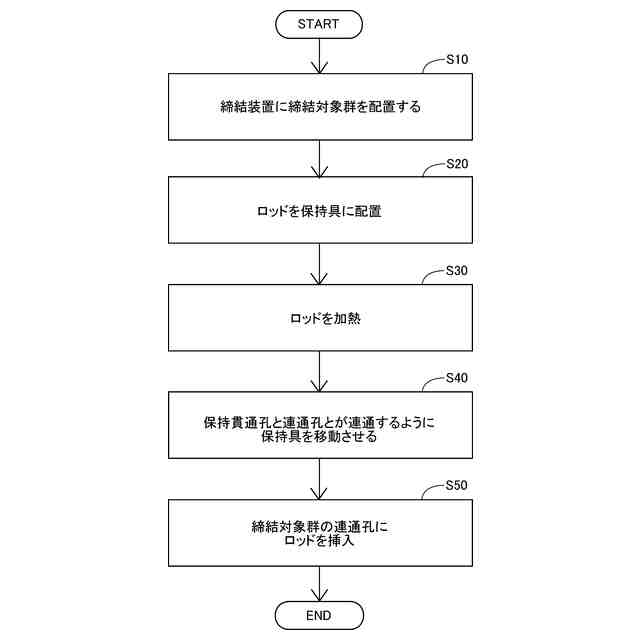
締結方法のフローチャートである。
締結方法におけるステップS10を示す図である。
締結方法におけるステップS20を示す図である。
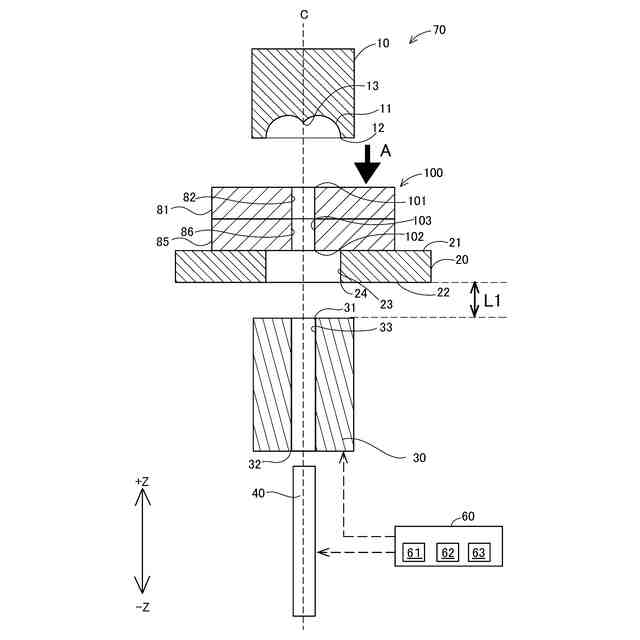
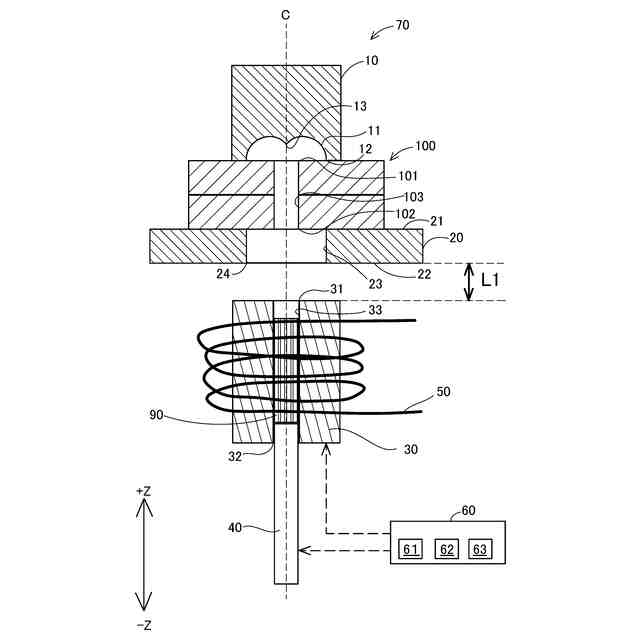
締結方法におけるステップS30を示す図であり、締結対象群から離してロッドが加熱される様子を示す図である。
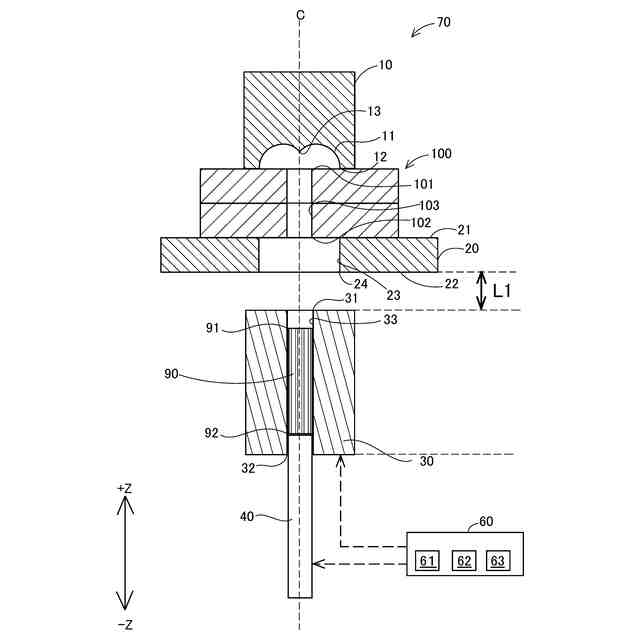
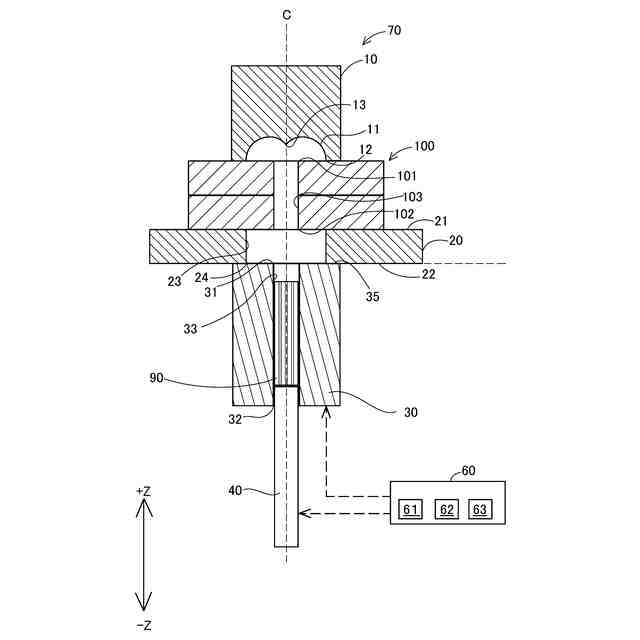
締結方法におけるステップS40を示す図である。
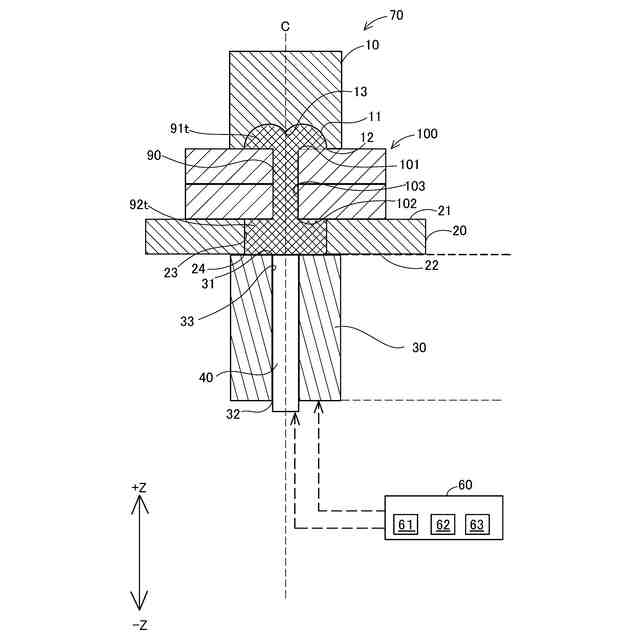
締結方法におけるステップS50を示す図である。
締結構造体の断面模式図である。
締結構造体を+Z軸方向に見た図である。
第2実施形態における締結装置の一部の断面模式図である。
第2実施形態の第1成形型を-Z軸方向に見た図である。
第2実施形態における締結装置によって形成される締結構造体の断面模式図である。
第2実施形態の締結構造体を+Z軸方向に見た図である。
第3実施形態における締結装置の一部の断面模式図である。
第3実施形態における締結装置によって形成される締結構造体の断面模式図である。
第4実施形態における締結装置の一部の断面模式図である。
第4実施形態における締結装置によって形成される締結構造体の断面模式図である。
第5実施形態における締結装置の一部の断面模式図である。
第5実施形態における締結装置によって形成される締結構造体の断面模式図である。
第6実施形態における締結装置の一部の断面模式図である。
第6実施形態における締結装置によって形成される締結構造体の断面模式図である。
第7実施形態における締結装置の断面模式図である。
第7実施形態におけるステップS50を示す図である。
第7実施形態における締結構造体の断面模式図である。
他の実施形態における締結装置の断面模式図である。
【発明を実施するための形態】
【0009】
<第1実施形態>
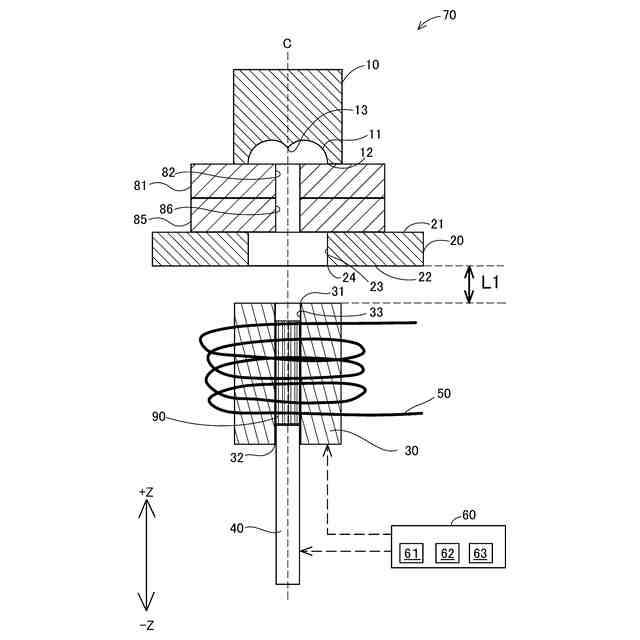
図1は、第1実施形態における締結装置70と、締結装置70に配置されたワーク81、85及びロッド90とを示す概略断面図である。締結装置70は、強化繊維と熱可塑性樹脂とを含むロッド90を用いて、貫通孔82、86を備える複数のワーク81、85を締結する。
【0010】
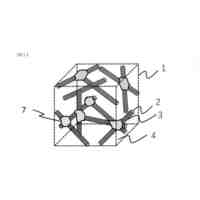
まず、ロッド90及び複数のワーク81、85について説明する。図2には、ロッド90の外観が示されている。本実施形態では、ロッド90は、円柱状である。図3は、ロッド90の長手方向に延在する中心軸AXを含む縦断面図である。図2及び図3に示すように、ロッド90は、複数の強化繊維93と熱可塑性樹脂94とを含む繊維強化型熱可塑性樹脂(Fiber Reinforced thermoplastic:FRTP)である。強化繊維93は、所定方向に配向されている。また、強化繊維93は、連続繊維である。本実施形態において、所定方向は、ロッド90の軸AX方向である。強化繊維93は、軸AX方向に連続している。本実施形態では、強化繊維93は、ロッド90の一方の端部901から他方の端部902まで連続している。言い換えると、強化繊維93の長さは、ロッド90の一方の端部901から他方の端部902までの距離と略同じである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
20日前
株式会社エフピコ
賦形シート
1か月前
株式会社FTS
ロッド
10か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
個人
樹脂可塑化方法及び装置
10か月前
日機装株式会社
加圧システム
7か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
トヨタ自動車株式会社
射出装置
9か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
3か月前
株式会社日本製鋼所
監視システム
11日前
株式会社不二越
射出成形機
8か月前
株式会社FTS
セパレータ
10か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
トヨタ自動車株式会社
真空成形装置
7か月前
コイト電工株式会社
フレーム成形品
3か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
三和合板株式会社
化粧板の製造装置
3か月前
足立建設工業株式会社
製管機
25日前
日産自動車株式会社
成形装置
5か月前
株式会社バルカー
シートガスケット
2か月前
東海興業株式会社
ウェザーストリップ
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ