TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139220
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024038035
出願日
2024-03-12
発明の名称
光造形装置
出願人
株式会社JVCケンウッド
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
64/393 20170101AFI20250918BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】精度の高い造形と、造形に要する時間の短縮化との両立を図った光造形装置を提供する。
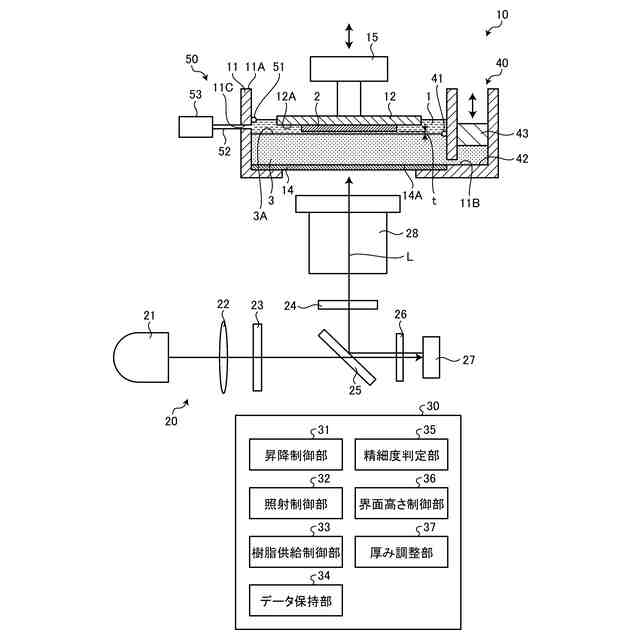
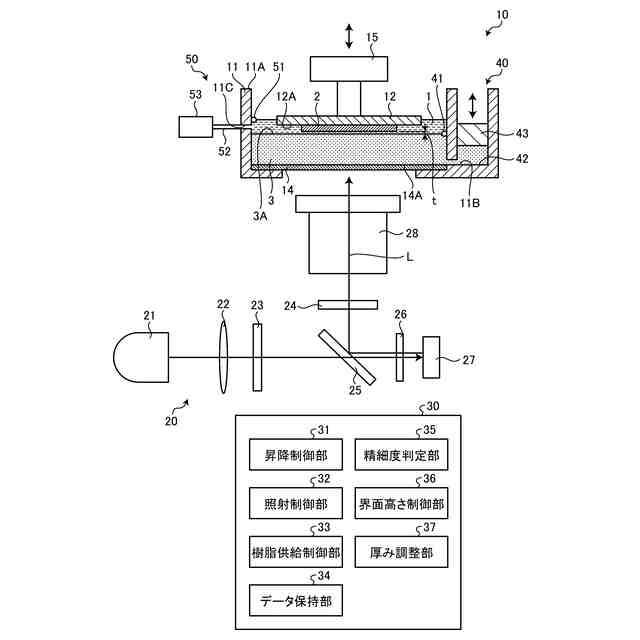
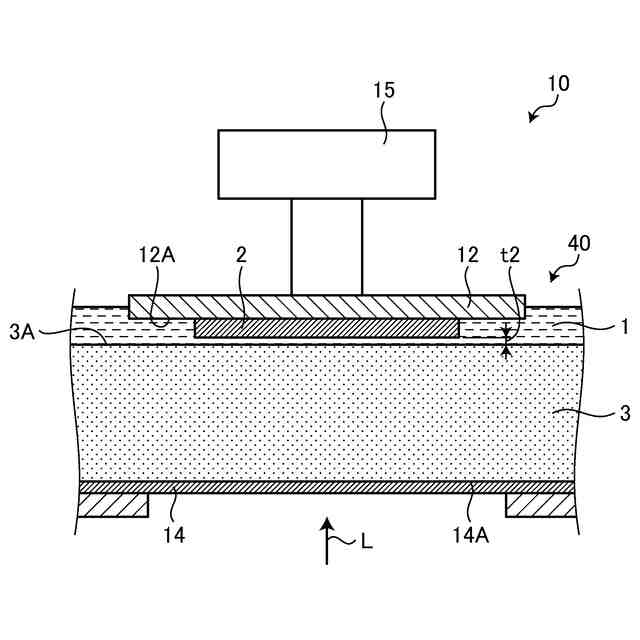
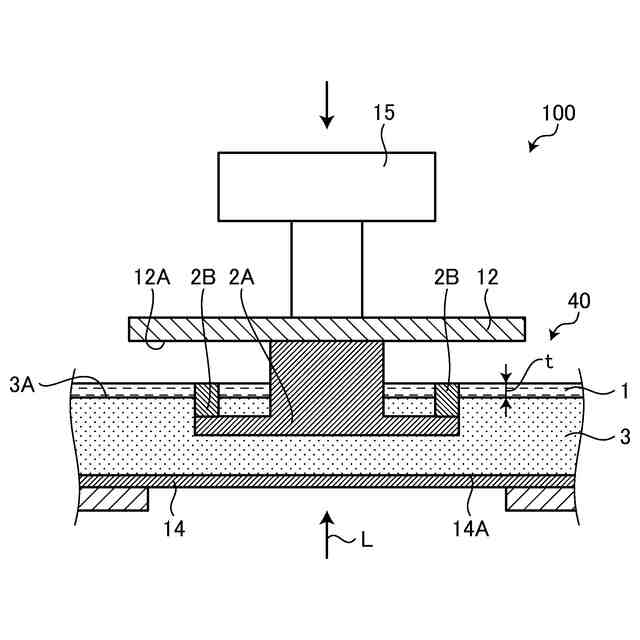
【解決手段】底面に光透過プレート14を有し、光硬化性樹脂1および光硬化性樹脂1よりも比重が大きく、かつ光硬化性樹脂1と相分離する液状の離型材料3を貯留する造形槽11と、光透過プレート14を通じて、所定厚みに調整された光硬化性樹脂1を硬化させる光を照射する光照射部20と、離型材料3と光硬化性樹脂1との界面3Aに対向し、この界面3Aに対して昇降可能なプラットホーム12と、造形槽11における離型材料3の貯留量の変動により界面3Aの高さ位置を調整する界面高さ位置調整機構40とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
底面に光透過部を有し、光硬化性樹脂および前記光硬化性樹脂よりも比重が大きく、かつ前記光硬化性樹脂と相分離する液状の離型材料を貯留する造形槽と、
前記光透過部を通じて、所定厚みに調整された前記光硬化性樹脂を硬化させる光を照射する光照射部と、
前記離型材料と前記光硬化性樹脂との界面に対向し、この界面に対して昇降可能なプラットホームと、
前記造形槽における前記離型材料の貯留量の変動により前記界面の高さ位置を調整する界面高さ位置調整機構と、
を備える光造形装置。
続きを表示(約 560 文字)
【請求項2】
前記光透過部は、前記離型材料と対向する側が所定の光学的作用を有する曲面状に形成されている請求項1に記載の光造形装置。
【請求項3】
前記離型材料は、前記界面の高さ位置に応じて、該離型材料に対する前記光の光透過量が変動する性質を有し、
前記光の照射により造形される造形物の所定の高さ位置ごとの断面形状を規定した設計画像データに基づき、造形対象となる高さ位置における断面形状の精細度を判定する制御装置を備え、
前記界面高さ位置調整機構は、判定された精細度に応じて、前記界面の高さ位置を調整する請求項1または2に記載の光造形装置。
【請求項4】
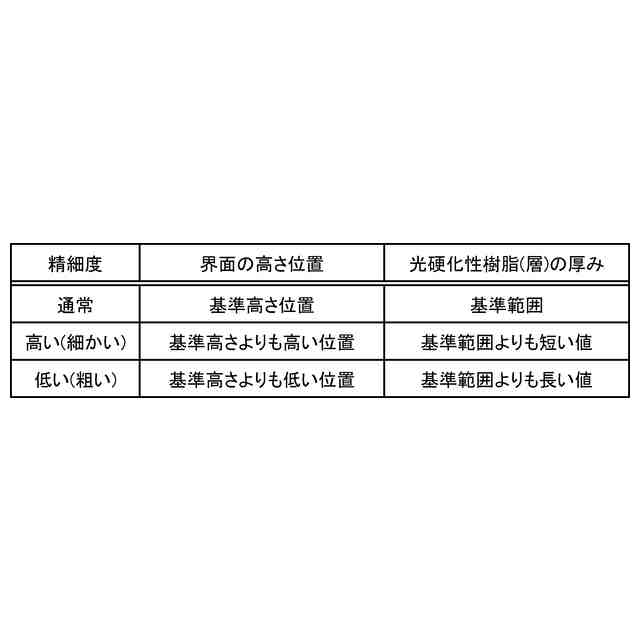
界面高さ位置調整機構は、前記精細度が高いと判定された場合、前記界面の高さ位置を所定の基準高さよりも高い位置に調整し、前記精細度が低いと判定された場合、前記界面の高さ位置を前記基準高さよりも低い位置に調整する、請求項3に記載の光造形装置。
【請求項5】
前記プラットホームは、前記精細度が高いと判定された場合、前記光硬化性樹脂の厚みを所定の基準範囲よりも薄い値となるように調整し、前記精細度が低いと判定された場合、前記厚みを前記基準範囲よりも厚い値となるように調整する、請求項3に記載の光造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光造形装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般に、液状の光硬化性樹脂に、例えば紫外線などの光を照射して、硬化した樹脂からなる三次元の造形物を形成する光造形技術が知られている。特許文献1には、光硬化性樹脂を貯留した液槽の底面に設けた光透過窓(光透過部)を通じて、この光透過窓に対向配置された基台に向けて造形物の所定の高さ位置における断面形状に対応する光を照射し、この基台の下面に所定断面と同形状に樹脂が硬化した硬化層を造形する工程と、基台を液槽に対して、所定高さだけ上方へ引き上げる工程とを繰り返すことで、硬化層を積層して所望の造形物を形成する光造形技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-62841号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来の構成では、光硬化性樹脂を硬化させた硬化層は、液槽の光透過窓と密着して造形されるため、基台を液槽に対して上方へ引き上げる工程の前に、その都度、硬化層を光透過窓から剥離させる動作が必要となる。このため、光造形に要する時間が長くことに加えて剥離時に造形物が損傷するおそれがあり、精度の高い造形を行う点で改善の余地がある。
【0005】
本発明は、上記に鑑みてなされたものであって、精度の高い造形と、造形に要する時間の短縮化との両立を図った光造形装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明にかかる光造形装置は、底面に光透過部を有し、光硬化性樹脂および光硬化性樹脂よりも比重が大きく、かつ光硬化性樹脂と相分離する液状の離型材料を貯留する造形槽と、光透過部を通じて、所定厚みに調整された光硬化性樹脂を硬化させる光を照射する光照射部と、離型材料と光硬化性樹脂との界面に対向し、この界面に対して昇降可能なプラットホームと、造形槽における離型材料の貯留量の変動により界面の高さ位置を調整する界面高さ位置調整機構と、を備える。
【発明の効果】
【0007】
本発明によれば、精度の高い造形と、造形に要する時間の短縮化との両立を実現できる、という効果を奏する。
【図面の簡単な説明】
【0008】
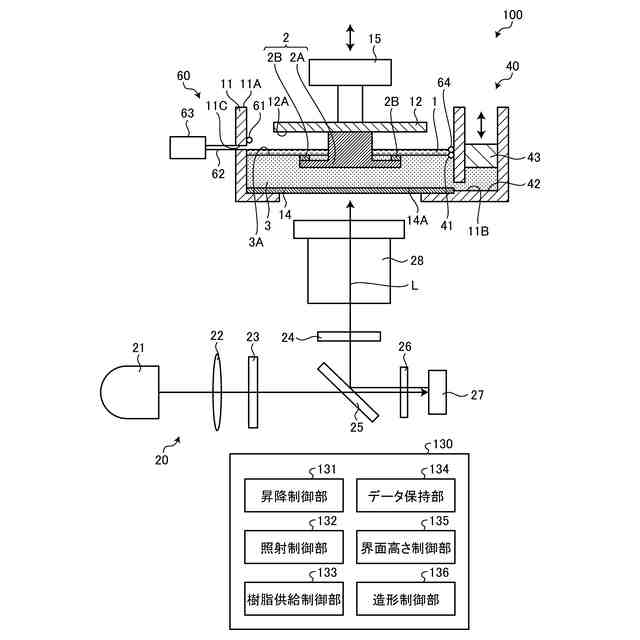
図1は、第一実施形態にかかる光造形装置の基本構成を示す模式図である。
図2は、判定された精細度、界面の高さ位置およびプラットホームと界面との距離の関係を規定した表である。
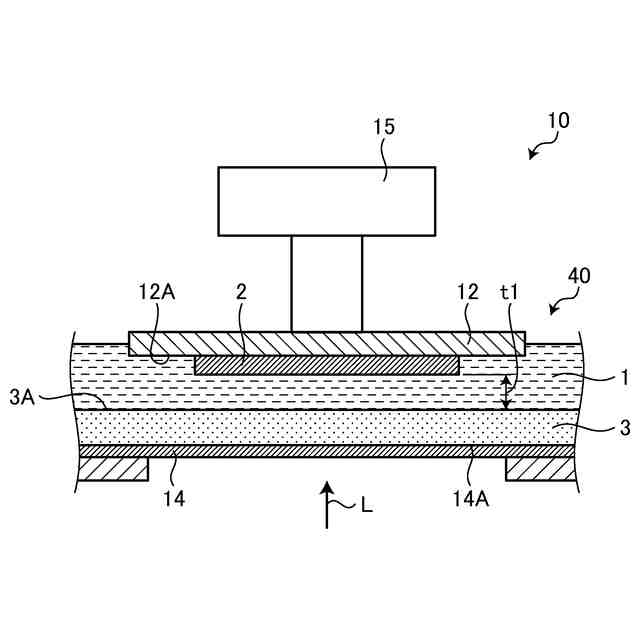
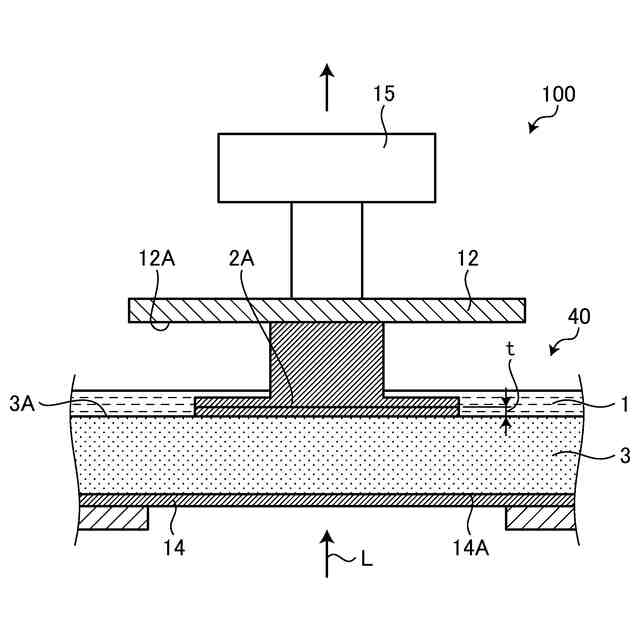
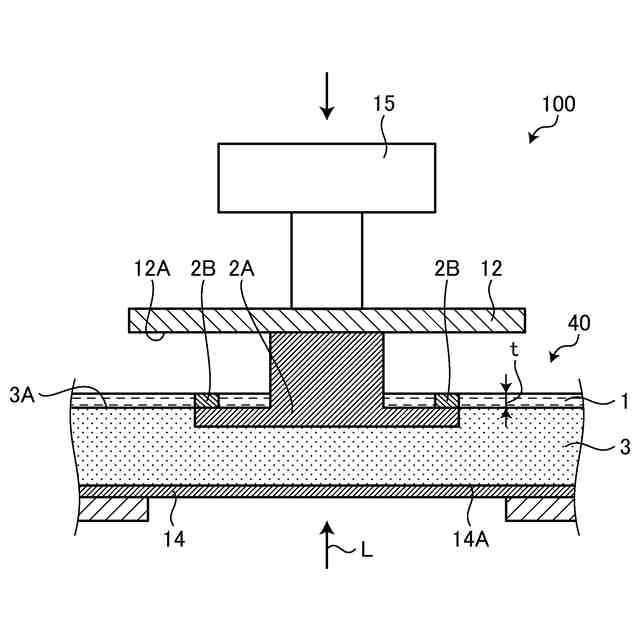
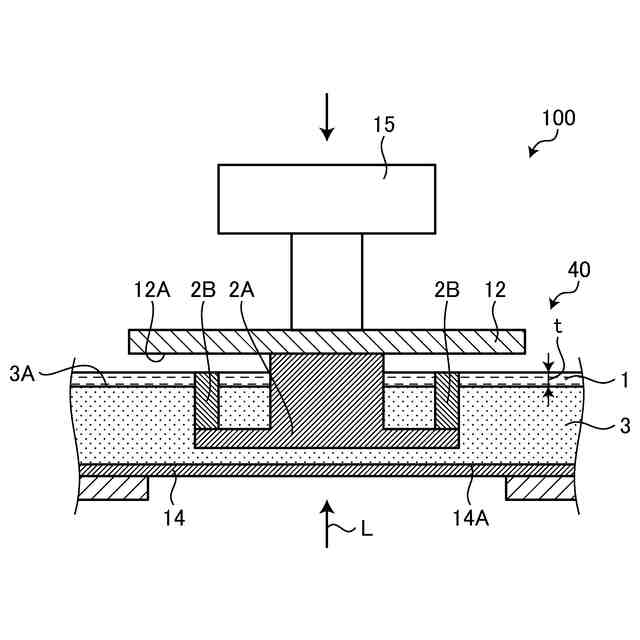
図3は、離型材料の界面を低くし、プラットホームと界面との距離を短くした光造形装置の模式図である。
図4は、離型材料の界面を高くし、プラットホームと界面との距離を長くした光造形装置の模式図である。
図5は、第二実施形態にかかる光造形装置の基本構成を示す模式図である。
図6は、第二実施形態にかかる造形物の製造方法の手順を説明するための図である。
図7は、第二実施形態にかかる造形物の製造方法の手順を説明するための図である。
図8は、第二実施形態にかかる造形物の製造方法の手順を説明するための図である。
図9は、第二実施形態にかかる造形物の製造方法の手順を説明するための図である。
図10は、変形例にかかる造形物の製造方法の手順を説明するための図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本発明にかかる実施形態を詳細に説明する。なお、この実施形態により本発明が限定されるものではなく、また、実施形態が複数ある場合には、各実施形態を組み合わせて構成するものも含む。また、以下の実施形態において、同一の部位には同一の符号を付することにより重複する説明を省略する。
【0010】
また、以下の実施形態の説明において、特段のただし書きがない限り、硬化していない(未硬化の)液状の光硬化性樹脂を単に光硬化性樹脂という。また、後述するプラットホームまたは該プラットホームに保持される造形物と離型材料との間に設けられ、光照射によりこれから硬化される所定厚みの光硬化性樹脂の層を、光硬化性樹脂層あるいは単に樹脂層という。また、液状の光硬化性樹脂を硬化させて形成した光造形物を、三次元造形物あるいは単に造形物という。この三次元造形物は、形成する複数の硬化層をすべて積層した完成品に限るものではなく、途中の硬化層まで積層した段階の未完成品も含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
7日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
株式会社日本製鋼所
押出機
12か月前
個人
射出ミキシングノズル
11か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
6か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社FTS
ロッド
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
株式会社カワタ
計量混合装置
4か月前
株式会社FTS
成形装置
9か月前
NOK株式会社
樹脂ゴム複合体
28日前
株式会社シロハチ
真空チャンバ
11か月前
トヨタ自動車株式会社
射出装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
6か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社リコー
画像形成システム
9か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
4か月前
東レ株式会社
溶融押出装置および押出方法
8か月前
日産自動車株式会社
成形装置
2か月前
株式会社ニフコ
樹脂製品の製造方法
11か月前
三和合板株式会社
化粧板の製造装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































