TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127853
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024797
出願日
2024-02-21
発明の名称
樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
45/76 20060101AFI20250826BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体において、実現象における熱伝達係数の変化を考慮することにより、解析精度を向上させる。
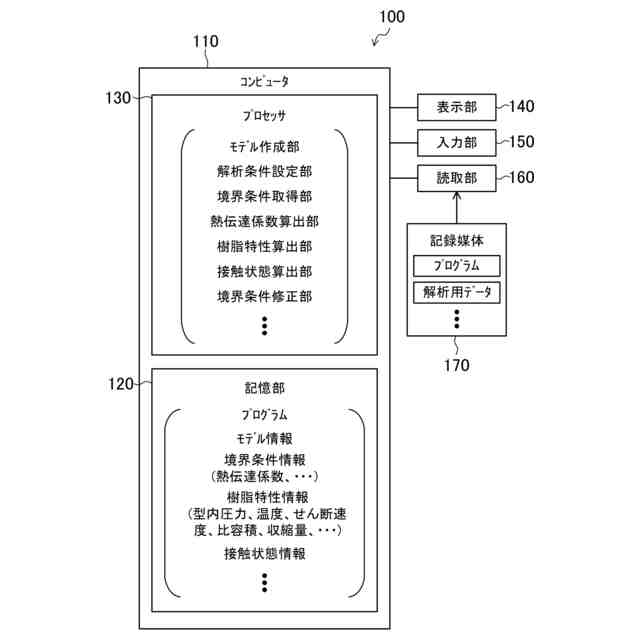
【解決手段】コンピュータシミュレーションにより樹脂成形品の解析を行う方法であって、鋳型の型内圧力を考慮して、キャビティ表面と樹脂との界面における熱伝達係数を算出する熱伝達係数算出工程を備える。熱伝達係数算出工程で、型内圧力がゼロより大きいときに、下記式(1)に基づいて、熱伝達係数を算出する。
h=A+B×ln(C×p+1) ・・・(1)
(但し、式(1)中、hは熱伝達係数、pは型内圧力、A,B及びCは係数である。)
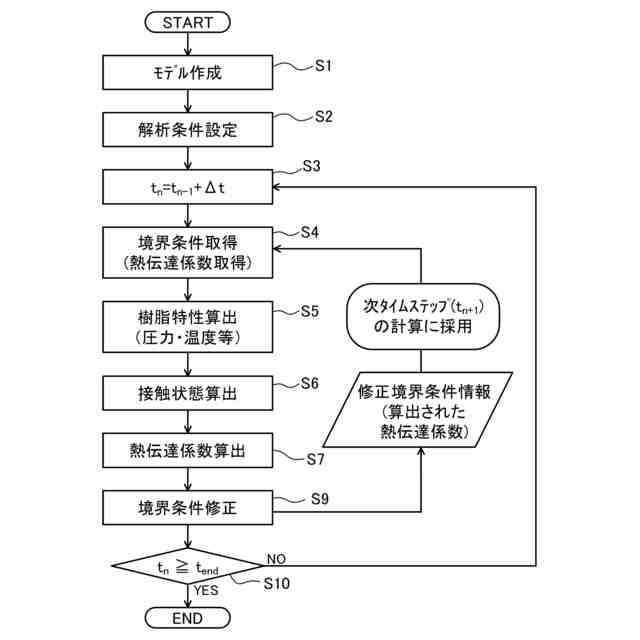
【選択図】図3
特許請求の範囲
【請求項1】
コンピュータシミュレーションにより樹脂成形品の解析を行う方法であって、
鋳型の型内圧力を考慮して、該鋳型のキャビティ表面と該キャビティ内の樹脂との界面における熱伝達係数を算出する熱伝達係数算出工程を備え、
前記熱伝達係数算出工程で、前記型内圧力がゼロより大きいときに、下記式(1)に基づいて、前記熱伝達係数を算出する
h=A+B×ln(C×p+1) ・・・(1)
(但し、式(1)中、hは熱伝達係数、pは型内圧力、A,B及びCは係数である。)
ことを特徴とする樹脂成形品の解析方法。
続きを表示(約 1,600 文字)
【請求項2】
請求項1において、
前記熱伝達係数算出工程で、前記型内圧力がゼロのときに、下記式(2)に基づいて、前記熱伝達係数を算出する
h=A×e
D×s
・・・(2)
(但し、式(2)中、sは前記キャビティ表面と前記樹脂との間の間隙量、Dは係数である。)
ことを特徴とする樹脂成形品の解析方法。
【請求項3】
請求項1において、
前記熱伝達係数算出工程の前に、前記鋳型のキャビティ表面と前記樹脂との接触状態を算出する接触状態算出工程を備え、
前記接触状態算出工程で、前記接触状態が、前記キャビティ表面に前記樹脂が接触した後に前記樹脂が収縮して当該キャビティ表面から樹脂が離れることにより非接触となった状態と算出されたときに、前記熱伝達係数算出工程で、下記式(2)に基づいて、前記熱伝達係数を算出する
h=A×e
D×s
・・・(2)
(但し、式(2)中、sは前記キャビティ表面と前記樹脂との間の間隙量、Dは係数である。)
ことを特徴とする樹脂成形品の解析方法。
【請求項4】
請求項2又は請求項3において、
前記間隙量は、前記キャビティ表面を基準とする法線方向における該キャビティ表面から前記樹脂の表面までの距離で表される
ことを特徴とする樹脂成形品の解析方法。
【請求項5】
請求項1において、
タイムステップt
n
の計算に使用する、前記熱伝達係数を含む境界条件を取得する境界条件取得工程と、
前記境界条件に基づいて、前記タイムステップt
n
における、前記型内圧力を含む樹脂特性を算出する樹脂特性算出工程と、
少なくとも前記熱伝達係数算出工程で算出された前記熱伝達係数に基づいて、前記タイムステップt
n
の計算に使用した前記境界条件を修正する境界条件修正工程と、を備え、
前記熱伝達係数算出工程は、前記樹脂特性算出工程の後であり且つ前記境界条件修正工程の前に設けられており、
次のタイムステップt
n+1
の前記境界条件取得工程で、前記修正された境界条件を該次のタイムステップt
n+1
の計算に使用する境界条件として取得する
ことを特徴とする樹脂成形品の解析方法。
【請求項6】
コンピュータシミュレーションにより樹脂成形品の解析を行うための装置であって、
鋳型の型内圧力を考慮して、該鋳型のキャビティ表面と該キャビティ内の樹脂との界面における熱伝達係数を算出する熱伝達係数算出部を備え、
前記熱伝達係数算出部は、前記型内圧力がゼロより大きいときに、下記式(1)に基づいて、前記熱伝達係数を算出する
h=A+B×ln(C×p+1) ・・・(1)
(但し、式(1)中、hは熱伝達係数、pは型内圧力、A,B及びCは係数である。)
ことを特徴とする樹脂成形品の解析装置。
【請求項7】
コンピュータシミュレーションにより樹脂成形品の解析を行うためのプログラムであって、
コンピュータに、少なくとも、
鋳型の型内圧力を考慮して、該鋳型のキャビティ表面と該キャビティ内の樹脂との界面における熱伝達係数を算出する手順を実行させるものであり、
前記手順で、前記型内圧力がゼロより大きいときに、下記式(1)に基づいて、前記熱伝達係数を算出する
h=A+B×ln(C×p+1) ・・・(1)
(但し、式(1)中、hは熱伝達係数、pは型内圧力、A,B及びCは係数である。)
ことを特徴とする樹脂成形品の解析用プログラム。
【請求項8】
請求項7に記載された樹脂成形品の解析用プログラムを記録したコンピュータ読み取り可能な記録媒体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、樹脂成形品における製品設計等の精度向上、効率化及び低コスト化等を目的として、金型内の樹脂の挙動、最終的に得られる製品の反り変形等をCAE(Computer-Aided-Engineering)を用いて解析することが行われている。
【0003】
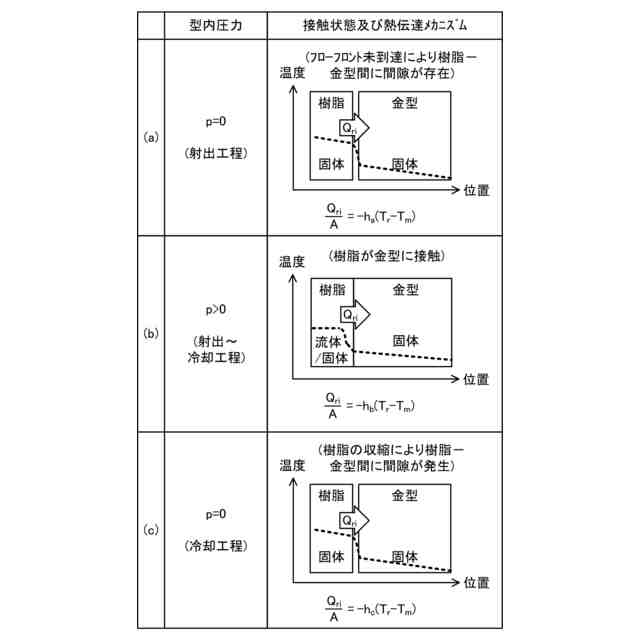
例えば射出成形における樹脂の流動解析及び反り変形解析を行う場合、汎用のCAEソフトウェアでは、金型のキャビティ表面とキャビティ内に射出された樹脂との界面における熱伝達係数は一定値に設定される。しかしながら、実際の射出成形では、射出工程、保圧工程及び冷却工程の各工程において熱伝達係数は変化している。解析精度向上の観点から、そのような熱伝達係数の変化を考慮可能な解析方法が提案されている(例えば特許文献1、2参照。)。
【0004】
特許文献1に開示された樹脂成形シミュレーション方法は、金型と該金型内に射出された樹脂との界面の熱伝達率を金型温度に基づいて演算する工程を含む。特許文献1には、当該方法によれば、熱伝達率を一定値としていた従来に比べて、金型の表面粗さ等により変化する熱伝達率をより正確な値に近づけることができ、この熱伝達率に基づいて予測される成形過程における樹脂の物理的挙動の精度を向上することができると記載されている。
【0005】
特許文献2に開示された流体流動過程の解析方法は、熱伝達率を、キャビティの厚み等を含む関数により決定する構成であり、当該関数として、tanh関数(双曲線正接関数)が例示されている。
【先行技術文献】
【特許文献】
【0006】
特開2000-289076号公報
特開2011-73248号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の技術では、熱伝達率を演算する工程において、金型本体温度と熱伝達率との相関関係マップとして簡単な形状の金型を用いて得られた実測結果を参照し、熱伝達率を計算している。当該方法では、複雑な形状や薄肉成形品の解析では十分な解析精度が得られないという問題があった。
【0008】
また、特許文献2の技術における熱伝達率を決定する関数は、解析精度が向上するように解析結果から遡って設定されたものであって、実現象に基づいて導出されたものではない。従って、解析精度を向上させる上で改善の余地がある。
【0009】
そこで本開示では、樹脂成形品の解析方法、解析装置、解析用プログラム及び記録媒体において、実現象における熱伝達係数の変化を考慮することにより、解析精度を向上させることを課題とする。
【課題を解決するための手段】
【0010】
上記の課題を解決するために、ここに開示する樹脂成形品の解析方法の一態様は、
コンピュータシミュレーションにより樹脂成形品の解析を行う方法であって、
鋳型の型内圧力を考慮して、該鋳型のキャビティ表面と該キャビティ内の樹脂との界面における熱伝達係数を算出する熱伝達係数算出工程を備え、
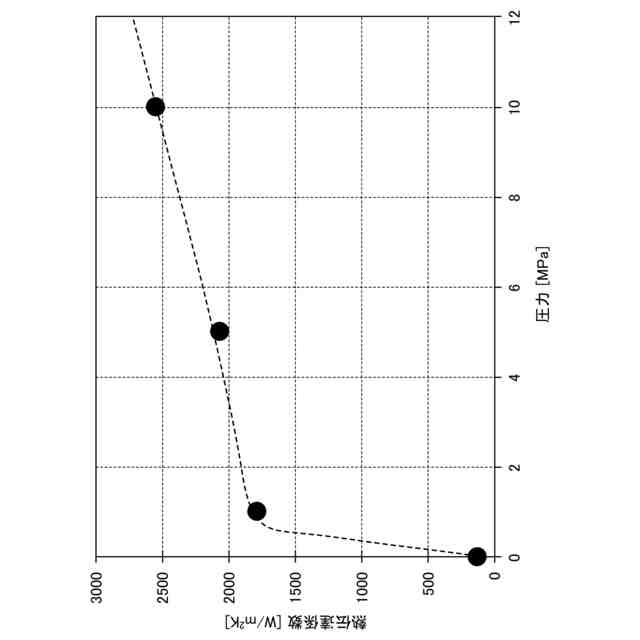
前記熱伝達係数算出工程で、前記型内圧力がゼロより大きいときに、下記式(1)に基づいて、前記熱伝達係数を算出する
h=A+B×ln(C×p+1) ・・・(1)
(但し、式(1)中、hは熱伝達係数、pは型内圧力、A,B及びCは係数である。)
ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
5日前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
株式会社カワタ
計量混合装置
4か月前
株式会社FTS
ロッド
8か月前
日機装株式会社
加圧システム
5か月前
NOK株式会社
樹脂ゴム複合体
26日前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社漆原
シートの成形方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
5か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
6か月前
コイト電工株式会社
フレーム成形品
20日前
日産自動車株式会社
成形装置
2か月前
三和合板株式会社
化粧板の製造装置
1か月前
東レ株式会社
繊維強化プラスチック構造体
1か月前
トヨタ自動車株式会社
真空成形装置
5か月前
個人
ノズルおよび熱風溶接機
8か月前
東レ株式会社
溶融押出装置および押出方法
8か月前
東レ株式会社
一体化成形品及びその製造方法
1か月前
株式会社日本製鋼所
射出成形機
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ