TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025125653
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2024021718
出願日
2024-02-16
発明の名称
一体化成形品及びその製造方法
出願人
東レ株式会社
代理人
主分類
B29C
41/34 20060101AFI20250821BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
接合部となる樹脂層の厚みを容易に制御し得る、繊維強化樹脂部材を含む一体化成形品、及びその製造方法を提供する。
【解決手段】
表面にスペーサーを備えた繊維強化樹脂からなる第1部材(A)と、前記スペーサーによって支持された第2部材(B)とが樹脂層を介して接合されてなる一体化成形品であって、前記スペーサーは、高さ50~5000μm、最小幅0.05~10mmの複数の柱状体から構成されており、前記第1部材(A)と前記第2部材(B)の接合面に占める前記柱状体の投影面積が5~50%である一体化成形品。
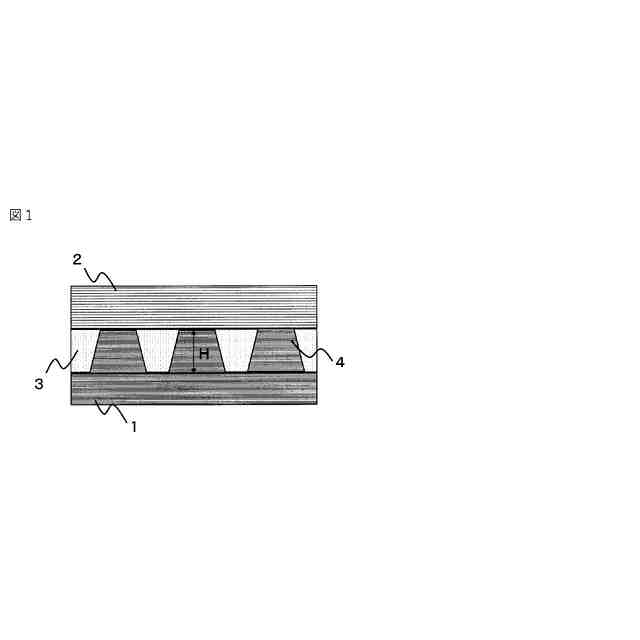
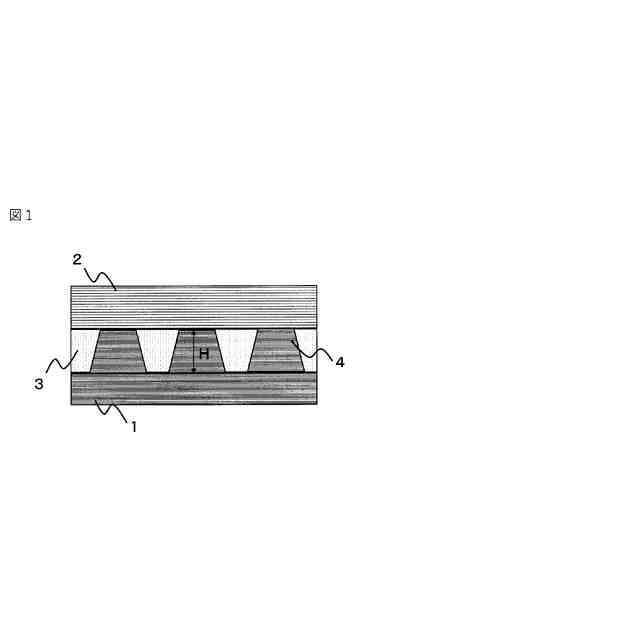
【選択図】図1
特許請求の範囲
【請求項1】
表面にスペーサーを備えた繊維強化樹脂からなる第1部材(A)と、前記スペーサーによって支持された第2部材(B)とが樹脂層を介して接合されてなる一体化成形品であって、前記スペーサーは、高さ50~5000μm、最小幅0.05~10mmの複数の柱状体から構成されており、前記第1部材(A)と前記第2部材(B)の接合面に占める前記柱状体の投影面積が5~50%である一体化成形品。
続きを表示(約 650 文字)
【請求項2】
前記柱状体が前記第1部材(A)の表面に周期的に配置されてなる、請求項1に記載の一体化成形品。
【請求項3】
前記柱状体が最大幅50~5000mmの筋状である、請求項2に記載の一体化成形品。
【請求項4】
前記柱状体が最大幅50mm未満のドット状である、請求項2に記載の一体化成形品。
【請求項5】
前記柱状体側面の傾斜角が45~90°である、請求項1~4のいずれかに記載の一体化成形品。
【請求項6】
前記樹脂層の空隙率が0.1~10%以下である、請求項1~4のいずれかに記載の一体化成形品。
【請求項7】
前記樹脂層が熱可塑性樹脂からなる、請求項1~4のいずれかに記載の一体化成形品。
【請求項8】
前記第1部材(A)及び/又は前記第2部材(B)が連続強化繊維と熱硬化性樹脂からなる、請求項7に記載の一体化成形品。
【請求項9】
前記第1部材(A)と前記第2部材(B)が熱溶着で接合されてなる、請求項7に記載の一体化成形品。
【請求項10】
前記第2部材(B)が熱可塑性樹脂からなり、前記樹脂層の熱可塑性樹脂が結晶性樹脂の場合にはその融点、前記樹脂層の熱可塑性樹脂が非結晶性樹脂の場合にはそのガラス転移温度より、前記第2部材(B)の熱可塑性樹脂の荷重たわみ温度が高い、請求項9に記載の一体化成形品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化樹脂からなる第1部材と、第2部材を接合してなる一体化成形品及びその製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
熱硬化性樹脂又は熱可塑性樹脂をマトリックスとして用い、炭素繊維やガラス繊維などの強化繊維と組み合わせた繊維強化樹脂材料は、軽量でありながら、強度や剛性などの力学特性や耐熱性、また耐食性に優れているため、航空・宇宙、自動車、鉄道車両、船舶、土木建築及びスポーツ用品などの数多くの分野に応用されてきた。
【0003】
しかしながら、繊維強化樹脂材料は、複雑な形状を有する部品や構造体を単一の成形工程で製造するには不向きであり、上記用途においては、繊維強化樹脂材料からなる部材を作製し、次いで、同種又は異種の部材と一体化することが必要となる。繊維強化樹脂材料を同種又は異種の部材と一体化する一般的な手法としては、熱可塑性樹脂をマトリックスとすることで熱溶着により接合する方法や、接着剤で接合する方法などが知られている。また、特許文献1には、熱硬化性の繊維強化樹脂材料の表面に熱可塑性樹脂層が存在することにより、他の部材と熱溶着が可能な繊維強化樹脂材料が記載されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2004/060658号
【発明の概要】
【発明が解決しようとする課題】
【0005】
溶着や接着剤を用いた接着によって繊維強化樹脂からなる部材を他の部材と接合する場合に、接合部となる樹脂層の厚みが一体化成形品の寸法精度や接合特性に影響を与えるため、その制御が重要となる。しかし、特殊な冶具や装置を使用しなければ、部材の配置や加圧のムラなどにより片当たりが発生し、樹脂層の厚みを制御することは困難であった。本発明の目的は、接合部となる樹脂層の厚みを容易に制御し得る、繊維強化樹脂部材を含む一体化成形品及びその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するための本発明は、表面にスペーサーを備えた繊維強化樹脂からなる第1部材(A)と、前記スペーサーによって支持された第2部材(B)とが樹脂層を介して接合されてなる一体化成形品であって、前記スペーサーは、高さ50~5000μm、最小幅0.05~10mmの複数の柱状体から構成されており、前記第1部材(A)と前記第2部材(B)の接合面に占める前記柱状体の投影面積が5~50%である一体化成形品である。
【発明の効果】
【0007】
本発明の構成を採ることにより、接合部となる樹脂層の厚みのばらつきを小さくすることができ、寸法精度や接合特性に優れた一体化成形品が得られる。
【図面の簡単な説明】
【0008】
一体化成形品の一実施形態の断面模式図である。
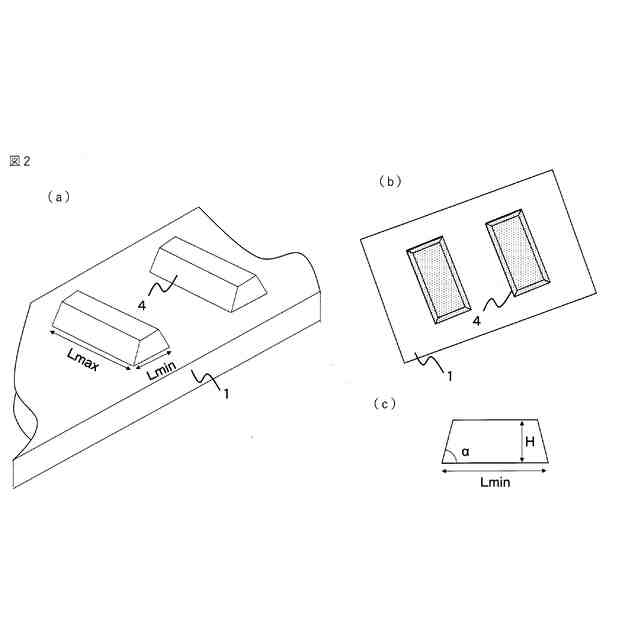
四角錐台形状の柱状体を有する第1部材(A)の、斜視模式図(a)、真上からみた模式図(b)、及びその柱状体のみを取り出して見た断面模式図(c)である。
様々な柱状体の断面形状を示す断面模式図である。
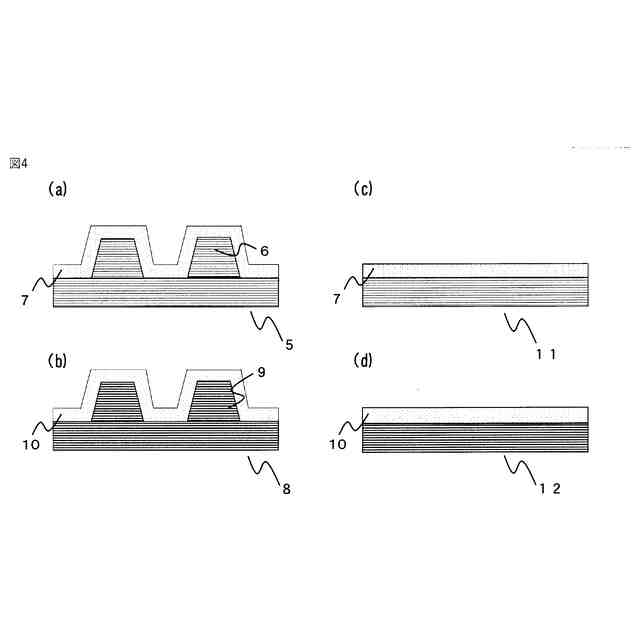
第1の実施形態における第1部材(A)及び第2部材(B)の好ましい形態を示す断面模式図である。
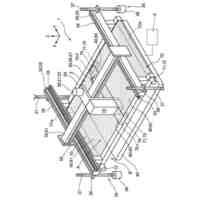
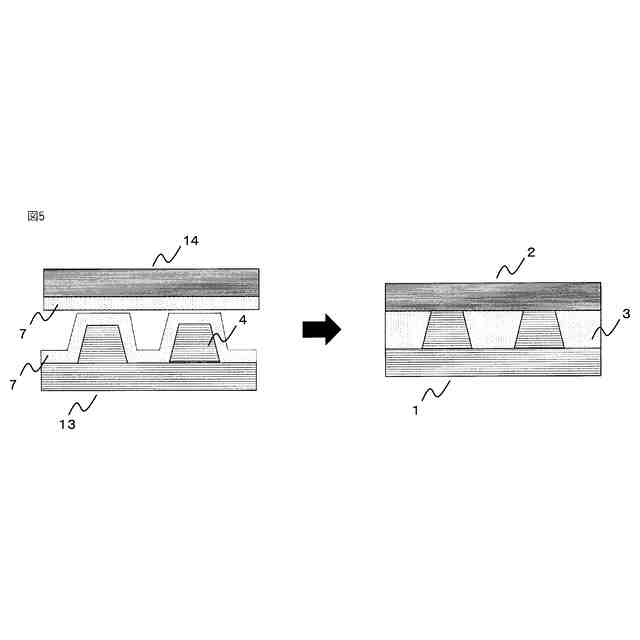
第1の実施形態における第1部材(A)及び第2部材(B)の接合方法を示す模式図である。
第2の実施形態における第1部材(A)及び第2部材(B)の接合方法を示す模式図である。
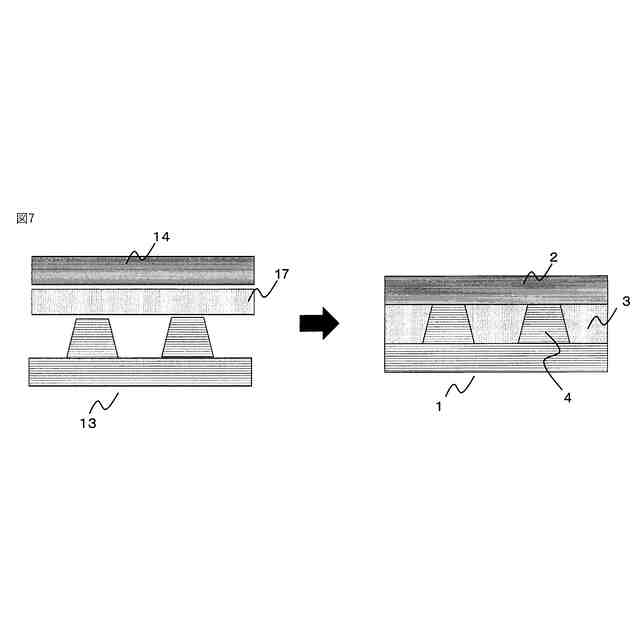
第3の実施形態における第1部材(A)及び第2部材(B)の接合方法を示す模式図である。
ドット状に配置された柱状体を有する第1部材(A)を真上から見た模式図(a)、及びその柱状体のみを取り出して見た断面模式図(b)(c)である。
筋状に配置された柱状体を有する第1部材(A)を真上から見た模式図(a)、及びその柱状体のみを取り出して見た断面模式図(b)である。
第1部材(A)が第2部材(B)に埋入した一体化成形品を示す模式図である。
【発明を実施するための形態】
【0009】
以下に本発明での一体化成形品について詳しく説明する。なお、本明細書においては、原則として、一体化成形品となった後の第1部材、第2部材を、それぞれ第1部材(A)、第2部材(B)と標記する。そして、接合前のまだ一体化されていない状態の第1部材、第2部材を特に表現したい場合に、それぞれ第1部材(A’)、第2部材(B’)という表記を用いる場合がある。ただし、接合前、接合後に共通する事項を説明する場合などは、それらを厳密に区別せずに、第1部材(A)、第2部材(B)という表記を用いるものとする。なお、これらの符号は文章の理解を促進するために参考として付したものであり、仮にこれらの符号がなくとも文脈によって第1部材、第2部材が指す概念は明確である。従って、これらの符号は何ら本発明を限定する意味を持たない。
【0010】
本発明の一体化成形品は、繊維強化樹脂からなる第1部材(A)と、第2部材(B)とが接合されてなるものである。そして、第1部材(A)は表面に複数の柱状体から構成されたスペーサーを有し、第2部材(B)は当該スペーサーによって支持されるよう第1部材(A)に接合されている。ここで、柱状体とは、第1部材(A)の表面から突出するよう形成された構造体である。そして、当該スペーサーによって規定された第1部材(A)と第2部材(B)の隙間を埋めるように樹脂層が形成されており、両部材は当該樹脂層を介して接合されている。つまり、第1部材(A)と第2部材(B)の隙間において、柱状体が存在する部分は「樹脂層」には該当せず、仮に「樹脂層」のみを取り出して見た場合には穴(あるいは凹陥部)が多数存在することになるが、一体化成形品全体を見た場合には略一様の層として認識し得ることから、本明細書においてはこうした両部材を接合する樹脂が占める部分を「樹脂層」と呼ぶものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
シーメット株式会社
光造形装置
11か月前
CKD株式会社
型用台車
11か月前
株式会社 型善
射出成形型
18日前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
12か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社エフピコ
賦形シート
1か月前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
株式会社日本製鋼所
監視システム
9日前
株式会社FTS
セパレータ
10か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
株式会社リコー
画像形成システム
12か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
三和合板株式会社
化粧板の製造装置
3か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
株式会社バルカー
シートガスケット
2か月前
コイト電工株式会社
フレーム成形品
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ