TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121124
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016366
出願日
2024-02-06
発明の名称
ドリル
出願人
株式会社不二越
代理人
弁理士法人酒井国際特許事務所
,
個人
主分類
B23B
51/00 20060101AFI20250812BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、例えば硬さ50HRC以上の高硬度材に対する高精度の穴あけ加工を実現できるドリルを提供することを課題とする。
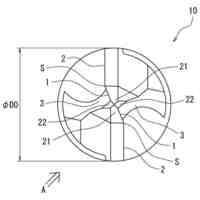
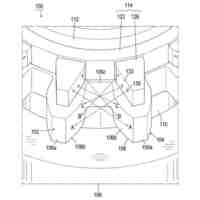
【解決手段】本発明のドリル10は、中心部のシンニング面3に隣接する第1切れ刃1およびこの第1切れ刃1に連続して外方に向けて形成される第2切れ刃2を備えて、第1切れ刃1が形成する第1先端角を80°以上100°以下の範囲、第2切れ刃2が形成する第2先端角を130°以上150°以下の範囲とする。また、ドリル10の先端視において、ドリル10の回転軸を中心として第1切れ刃1と第2切れ刃2の接続点Sまでを取り囲む仮想円の直径をドリル10の直径D0の30%以上40%以下の範囲とする。
【選択図】図1
特許請求の範囲
【請求項1】
中心部にシンニング面を備えて、前記シンニング面に隣接する第1切れ刃と、前記第1切れ刃から外方に向けて連続して形成される第2切れ刃と、を有するドリルにおいて、前記第1切れ刃を起点にして前記ドリルの回転方向の後方側に第1逃げ面が形成されており、前記第1逃げ面を起点にして前記ドリルの回転方向の前方側、かつ前記シンニング面に隣接する位置に第2逃げ面が形成されていることを特徴とするドリル。
続きを表示(約 330 文字)
【請求項2】
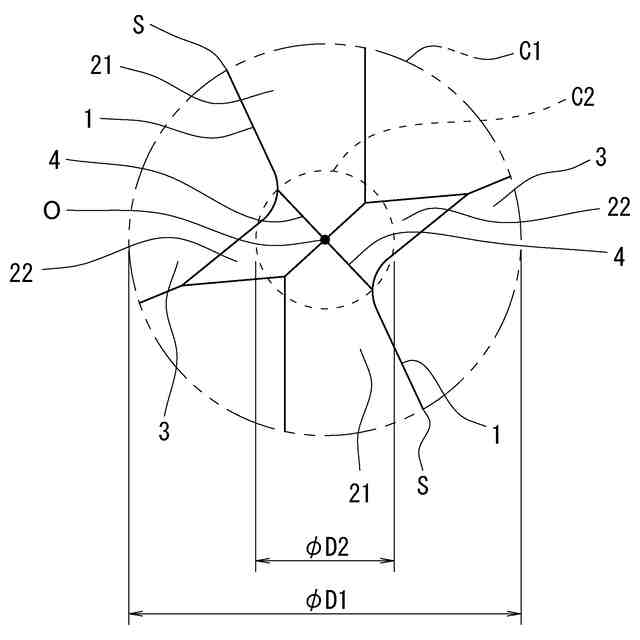
前記第1切れ刃が形成する第1先端角(θ1)は80°以上100°以下の範囲であり、前記第2切れ刃が形成する第2先端角(θ2)は130°以上150°以下の範囲であり、前記ドリルの先端視において、前記ドリルの回転軸を中心として前記第1切れ刃と第2切れ刃の接続点までを取り囲む仮想円(C1)の直径(D1)は、前記ドリルの直径の30%以上40%以下の範囲であることを特徴とする請求項1に記載のドリル。
【請求項3】
前記ドリルの先端視において、前記ドリルの回転軸を中心としてチゼルエッジの端部までを取り囲む仮想円(C2)の直径(D2)は、前記ドリルの直径の8%以上10%以下の範囲であることを特徴とする請求項2に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイス鋼など高硬度の金属材料に対して穴あけ加工を行うドリルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、2枚刃(2枚の切れ刃)のドリルを用いて穴あけ加工を行う場合、とりわけ金型鋼に代表される高硬度材に対して穴あけ加工を行う場合には、例えば特許文献1に開示されているようにドリルの先端には先端角が異なる複数の切れ刃やドリル中心部分にシンニング加工が設けられている。
【先行技術文献】
【特許文献】
【0003】
特開2012-0719号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ドリルの先端角の大きさやシンニング形状によっては、例えば硬さ50HRC以上の高硬度材に対して穴加工を行うと、ドリルの先端部に刃欠けや異状摩耗が発生し、加工穴の面精度が確保できないという問題があった。
【0005】
そこで、本発明は高硬度材(例えば、硬さ50HRC以上のダイス鋼)に対する高精度の穴あけ加工を実現できるドリルを提供することを課題とする。
【課題を解決するための手段】
【0006】
前述した課題を解決するために、本発明のドリルは中心部にシンニング面を備えて、当該シンニング面に隣接する第1切れ刃および当該第1切れ刃から外方に向けて連続して形成される第2切れ刃を有して、第1切れ刃を起点にしてドリルの回転方向の後方側に第1逃げ面を形成して、第1逃げ面を起点にしてドリルの回転方向の前方側、かつシンニング面に隣接する位置に第2逃げ面を形成する。当該第1切れ刃が形成する第1先端角を80°以上100°以下の範囲、当該第2切れ刃が形成する第2先端角を130°以上150°以下の範囲とすることもできる。
【0007】
また、ドリルの先端視にて回転軸を中心として第1切れ刃と第2切れ刃の接続点までを取り囲む仮想円C1の直径D1をドリル径D0の30%以上40%以下の範囲とする。さらに、ドリルの先端視にて、ドリルの回転軸を中心とした先端心厚の仮想円C2の直径D2をドリル径D0の8%以上10%以下の範囲とすることもできる。
【発明の効果】
【0008】
本発明のドリルは、高硬度材(例えば、硬さ50HRC以上のダイス鋼)に対する穴あけ加工においても、加工穴の精度を確保できる(穴径の拡大量を最小限に抑える)という効果を奏する。
【図面の簡単な説明】
【0009】
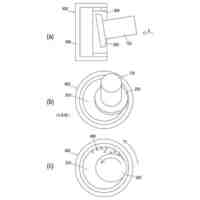
本発明のドリル10の平面図である。
本発明のドリル10の正面図である。
図1に示すドリル10のA矢視図である。
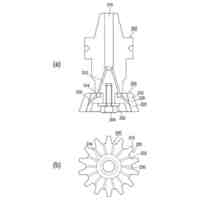
図1に示すドリル10の中心部分の拡大図である。
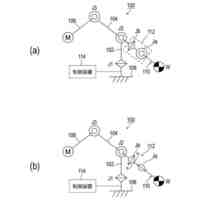
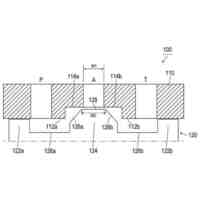
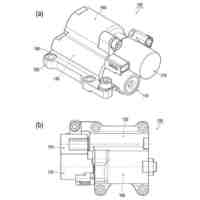
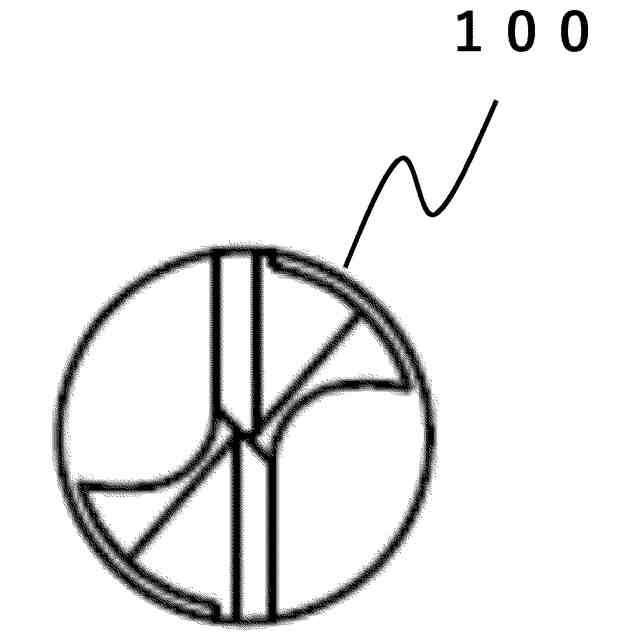
実施例の切削加工試験で用いた従来のドリル100の正面図である。
実施例の切削加工試験で用いた従来のドリル100の左側面である。
【発明を実施するための形態】
【0010】
本発明のドリル10の一実施形態について、図面を用いて説明する。本発明の一実施形態であるドリル10の平面図を図1、正面図を図2、図1に示すドリル10のA矢視図を図3、図1に示すドリル10の中心部分の拡大図を図4にそれぞれ示す。本実施形態のドリル10は、図1ないし図4に示すように2枚の切れ刃(いわゆる2枚刃)のドリルであり、ドリル10の中心部にはシンニング面3,3を備えている。各切れ刃は、図1および図2に示す様にこのシンニング面3に隣接する第1切れ刃1およびこの第1切れ刃1に連続して外方側に形成される第2切れ刃2を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ドリル
2か月前
株式会社不二越
硬質材料
1か月前
株式会社不二越
ロボット
1か月前
株式会社不二越
エンドミル
9日前
株式会社不二越
ブローチ盤
3か月前
株式会社不二越
転がり軸受
3か月前
株式会社不二越
電磁切替弁
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
ブローチ盤
1か月前
株式会社不二越
歯車加工装置
4日前
株式会社不二越
歯車加工装置
4日前
株式会社不二越
X線測定装置
9日前
株式会社不二越
駆動伝達装置
2か月前
株式会社不二越
歯車加工装置
4日前
株式会社不二越
保持器付き軸受
2か月前
株式会社不二越
アクチュエータ
2か月前
株式会社不二越
熱処理システム
2か月前
株式会社不二越
ノンリーク三方弁
1か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
噛み込み検知装置
17日前
株式会社不二越
油圧駆動システム
2か月前
株式会社不二越
ロボットシステム
2か月前
株式会社不二越
ロボット操作装置
2か月前
株式会社不二越
ロボットシステム
2か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
ロボットシステム
3か月前
株式会社不二越
ロボットシステム
2か月前
株式会社不二越
エッジ仕上げ装置
1か月前
株式会社不二越
複合アクチュエータ
1か月前
株式会社不二越
スカイビング加工機
2か月前
株式会社不二越
スカイビング加工機
2か月前
株式会社不二越
垂直多関節ロボット
1か月前
株式会社不二越
斜板式ピストンポンプ
1か月前
株式会社不二越
移動ロボットシステム
1か月前
株式会社不二越
固定構造および固定治具
23日前
株式会社不二越
ロボットに用いる伝送路
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ