TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025108881
公報種別
公開特許公報(A)
公開日
2025-07-24
出願番号
2024002376
出願日
2024-01-11
発明の名称
樹脂成形装置、及び、樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
個人
,
個人
主分類
B29C
45/64 20060101AFI20250716BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】下プラテンと上プラテンの間隔を細かく調整することが可能な樹脂成形装置を提供する。
【解決手段】上型が固定される上プラテンと、下型が固定される下プラテンと、前記上プラテン及び前記下プラテンを接続する複数のタイバーと、前記下プラテンを上下に移動させる型締め機構と、前記タイバーに対する前記上プラテンの位置を、前記タイバーごとに調整可能な位置調整機構と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
上型が固定される上プラテンと、
下型が固定される下プラテンと、
前記上プラテン及び前記下プラテンを接続する複数のタイバーと、
前記下プラテンを上下に移動させる型締め機構と、
前記タイバーに対する前記上プラテンの位置を、前記タイバーごとに調整可能な位置調整機構と、
を備える樹脂成形装置。
続きを表示(約 890 文字)
【請求項2】
前記位置調整機構は、
複数の前記タイバーにそれぞれ設けられ、前記タイバーに対する前記上プラテンの位置を調整可能な複数の個別調整機構を備える、
請求項1に記載の樹脂成形装置。
【請求項3】
前記個別調整機構は、
前記上プラテンに対して上方に向かって力を付与する付与部材と、
前記上プラテンの上方への移動を規制する規制部材と、
前記規制部材の上下位置を変更する変更機構と、
を備える、
請求項2に記載の樹脂成形装置。
【請求項4】
前記変更機構は、
駆動源と、
前記駆動源の動力を前記規制部材に伝達する伝達部と、
を備える、
請求項3に記載の樹脂成形装置。
【請求項5】
前記駆動源は、
サーボモータにより構成されている、
請求項4に記載の樹脂成形装置。
【請求項6】
前記伝達部は、
前記駆動源の動力を減速して伝達可能な減速機構を備えている、
請求項4又は請求項5に記載の樹脂成形装置。
【請求項7】
前記型締め機構は、
トグルリンク方式又は直動軸方式により構成されている、
請求項1から請求項6までのいずれか一項に記載の樹脂成形装置。
【請求項8】
複数の前記タイバーにそれぞれ設けられ、前記タイバーのひずみを検出可能なひずみゲージを備える、
請求項1から請求項7までのいずれか一項に記載の樹脂成形装置。
【請求項9】
請求項1から請求項8までのいずれか一項に記載の樹脂成形装置を用いた樹脂成形品の製造方法であって、
前記タイバーに対する前記上プラテンの位置を調整する調整工程と、
前記調整工程の後、前記上プラテンに対して前記下プラテンを移動させて型締めを行う型締め工程と、
前記型締め工程の後、成形対象物を樹脂成形する樹脂成形行程と、
を含む、樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置、及び、樹脂成形品の製造方法の技術に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
型締め機構を用いた樹脂成形装置では、例えば成形型が交換されて型厚が変化する場合などには、可動プラテンと固定プラテンの間隔の調整が必要となる。特許文献1には、射出成形装置の型圧調整装置が開示されている。この型圧調整装置は、4本のタイバーにそれぞれ設けられたナットを1つの駆動源(油圧モータ)で同期させて回転させることで、固定プラテン(エンドハウジング)の位置を左右に調整することができる。
【先行技術文献】
【特許文献】
【0003】
実公昭61-7060号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば半導体製造に用いられる樹脂成形装置では高い精度の製品が求められるため、可動プラテンと固定プラテンの間隔を、より細かく調整することが可能な技術が求められている。
【0005】
本発明は以上の如き状況に鑑みてなされたものであり、その解決しようとする課題は、下プラテンと上プラテンの間隔を細かく調整することが可能な樹脂成形装置、及び、樹脂成形品の製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明の解決しようとする課題は以上の如くであり、この課題を解決するため、本発明に係る樹脂成形装置は、上型が固定される上プラテンと、下型が固定される下プラテンと、前記上プラテン及び前記下プラテンを接続する複数のタイバーと、前記下プラテンを上下に移動させる型締め機構と、前記タイバーに対する前記上プラテンの位置を、前記タイバーごとに調整可能な位置調整機構と、を備えるものである。
【0007】
また、本発明に係る樹脂成形品の製造方法は、前記樹脂成形装置を用いた樹脂成形品の製造方法であって、前記タイバーに対する前記上プラテンの位置を調整する調整工程と、前記調整工程の後、前記上プラテンに対して前記下プラテンを移動させて型締めを行う型締め工程と、前記型締め工程の後、成形対象物を樹脂成形する樹脂成形行程と、含むものである。
【発明の効果】
【0008】
本発明によれば、下プラテンと上プラテンの間隔を細かく調整することができる。
【図面の簡単な説明】
【0009】
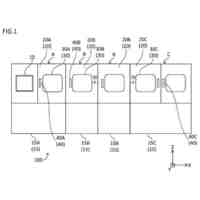
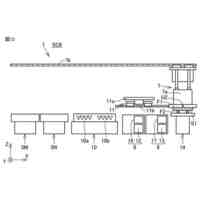
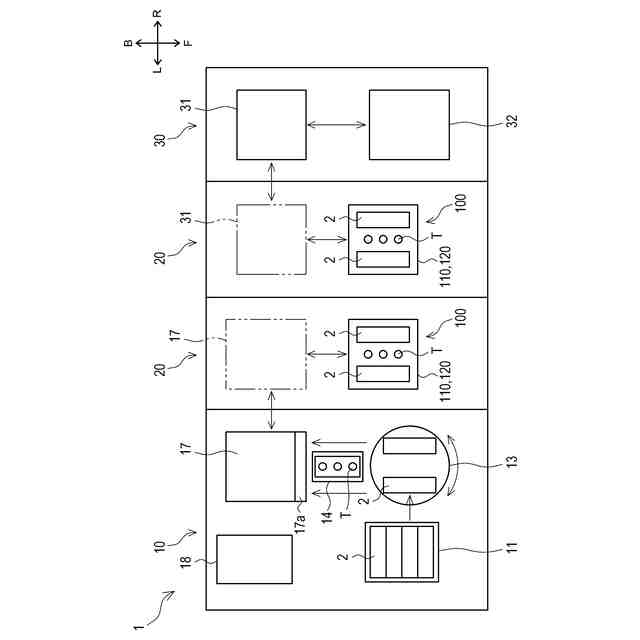
一実施形態に係る樹脂成形装置の全体的な構成を示した平面模式図。
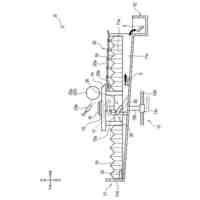
成形機構の構成を示した正面模式図。
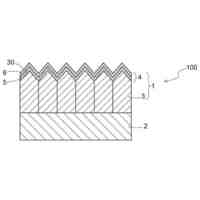
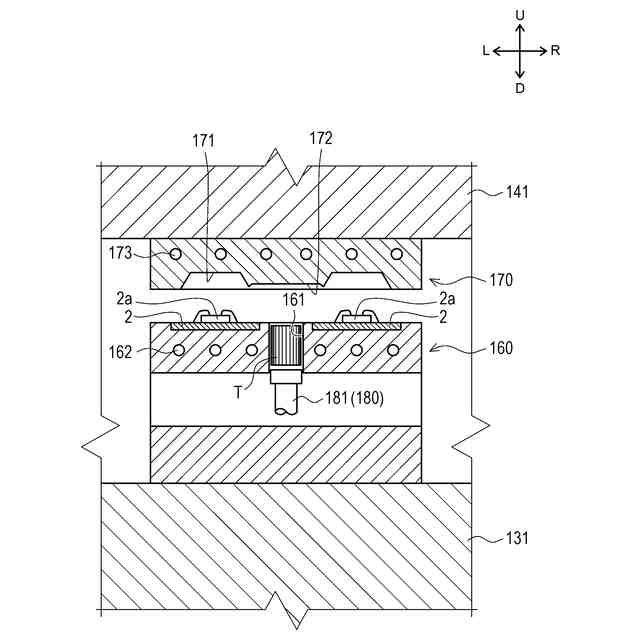
成形型を示した正面断面模式図。
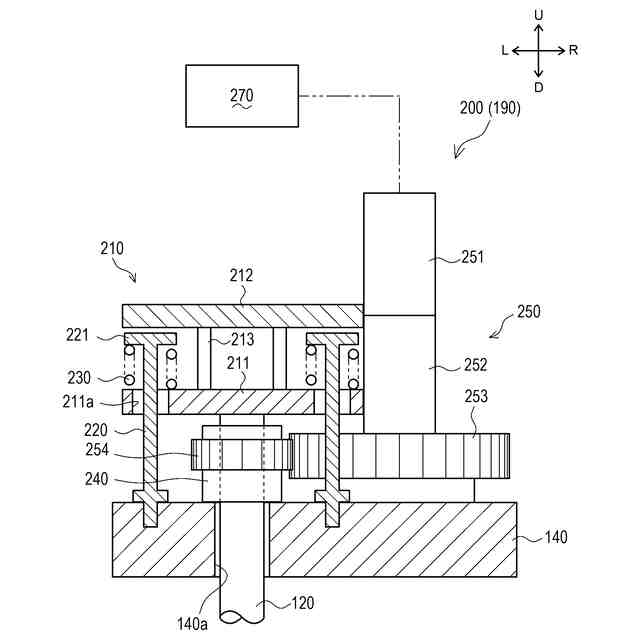
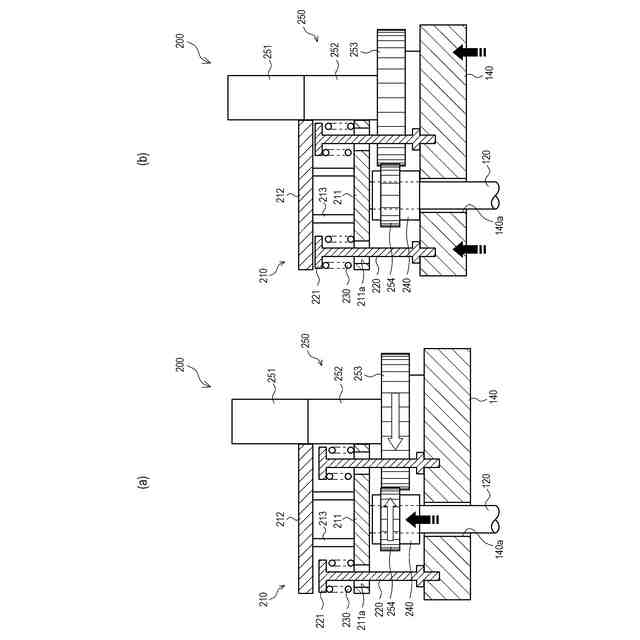
位置調整機構(個別調整機構)の構成を示した正面断面模式図。
(a)サーボモータを駆動させる様子を示した図。(b)固定プラテンが上方に移動する様子を示した図。
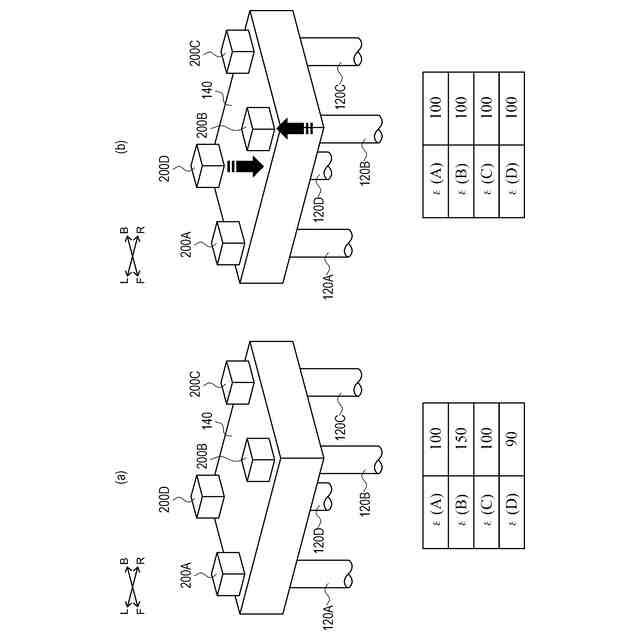
(a)型締めした際の各タイバーのひずみの一例を示した図。(b)固定プラテンの位置を調整する様子を示した図。
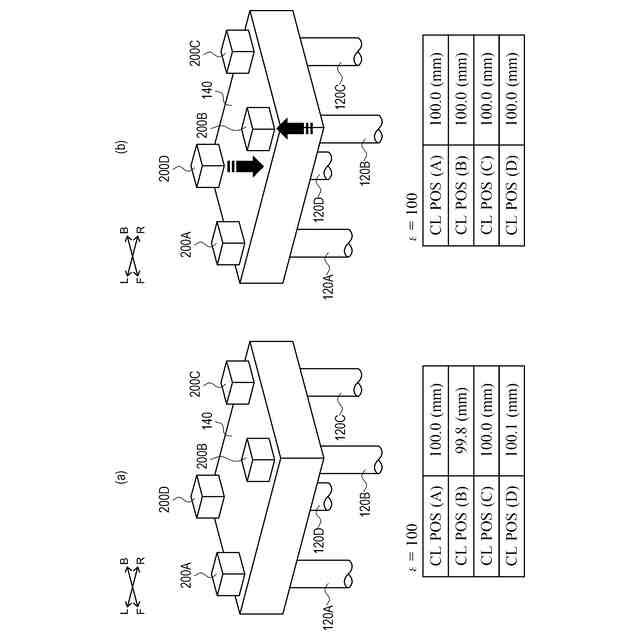
(a)各タイバーに所定のひずみが生じる際のクランプ位置の一例を示した図。(b)固定プラテンの位置を調整する様子を示した図。
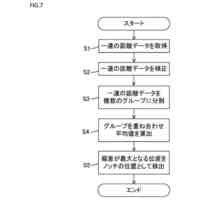
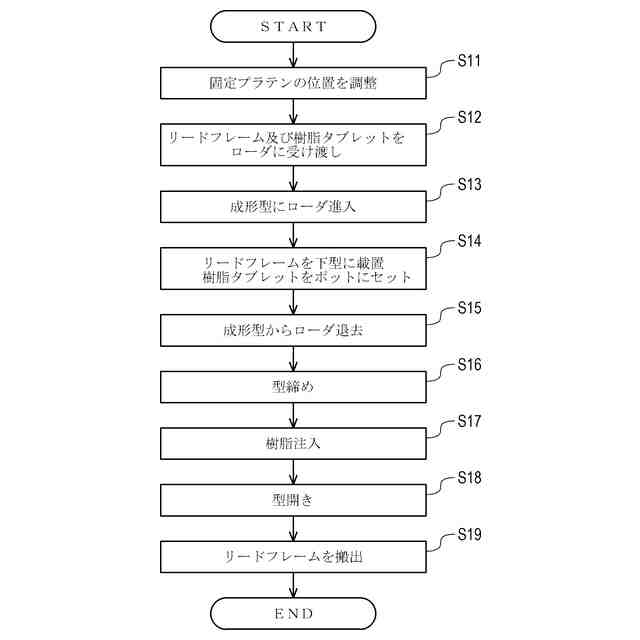
一実施形態に係る樹脂成形品の製造方法を示したフローチャート。
【発明を実施するための形態】
【0010】
以下では、図中に示した矢印U、矢印D、矢印L、矢印R、矢印F及び矢印Bで示した方向を、それぞれ上方向、下方向、左方向、右方向、前方向及び後方向と定義して説明を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
TOWA株式会社
製造装置
1か月前
TOWA株式会社
切断装置及び切断品の製造方法
21日前
TOWA株式会社
切断装置、および切断品の製造方法
10日前
TOWA株式会社
撥水体、撥水部品及び撥水体の製造方法
2か月前
TOWA株式会社
樹脂成形装置、及び、樹脂成形品の製造方法
1か月前
TOWA株式会社
ノッチ検出装置、樹脂成形装置、樹脂成形品の製造方法、及びノッチ検出方法
1か月前
TOWA株式会社
樹脂供給装置、樹脂成形品の製造装置、樹脂成形品の製造方法、および、樹脂供給方法
1か月前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
12か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
8か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社シロハチ
真空チャンバ
10か月前
NOK株式会社
樹脂ゴム複合体
12日前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
5か月前
株式会社日本製鋼所
押出成形装置
12か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
19日前
株式会社FTS
セパレータ
7か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ