TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025108664
公報種別
公開特許公報(A)
公開日
2025-07-23
出願番号
2025069445,2024506124
出願日
2025-04-21,2023-03-02
発明の名称
炭化珪素系ハニカムフィルタを構成するハニカムセグメント用のハニカム成形体を製造する押出成形金型、及びそれを用いたハニカム成形体の製造方法
出願人
株式会社プロテリアル
代理人
個人
,
個人
主分類
B28B
3/26 20060101AFI20250715BHJP(セメント,粘土,または石材の加工)
要約
【課題】圧力損失を増大させずに、局部的な発熱や排気ガスの急激な温度変化などによる熱衝撃によりハニカムフィルタに生じるクラックや溶損の発生を抑える金型、及びハニカム成形体を製造する方法を提供する。
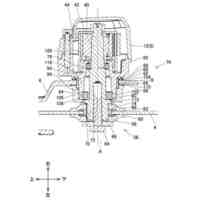
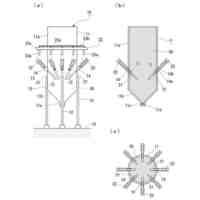
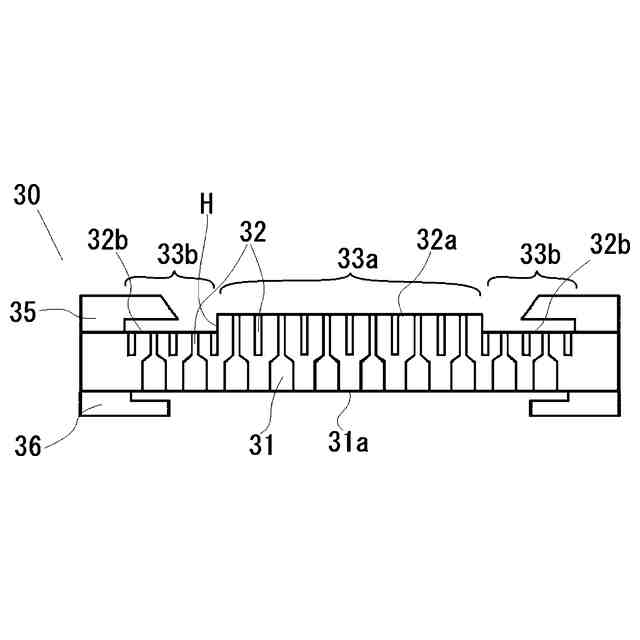
【解決手段】外周壁が隔壁より厚いハニカムセグメント用のハニカム成形体を押出成形する金型であって、金型本体と、金型本体の外周側に取り付けられたガイドリングとを備え、金型本体は、坏土供給穴が開口する第一の面と、第一の面の反対側にあって坏土供給穴と連通する格子状のスリットが開口する第二の面と、第一の面の反対側で第二の面の外周に位置する第三の面とを有し、第二の面はハニカム成形体の格子状隔壁を形成する領域を構成し、第三の面は外周壁を形成する外周領域を構成し、第二の面は第三の面より段部Hの分だけ高く、ガイドリングは第三の面との間に隙間を有するとともに、外周領域の外周側部分を覆うサイズの開口部を有する金型。
【選択図】図7(b)
特許請求の範囲
【請求項1】
両端面間に軸線方向に延在する複数の流路を画成するセルを形成する格子状隔壁と外周壁とを有し、前記外周壁が前記隔壁より厚いハニカムセグメント用のハニカム成形体を押出成形する金型であって、
金型本体と、前記金型本体の外周側に取り付けられたガイドリングとを備えており、
前記金型本体は、坏土供給穴が開口する第一の面と、前記第一の面の反対側にあって前記坏土供給穴と連通する格子状のスリットが開口する第二の面と、前記第一の面の反対側で前記第二の面の外周に位置し、前記坏土供給穴と連通する格子状のスリットが開口する第三の面とを有し、
前記第二の面は前記ハニカム成形体の格子状隔壁を形成する領域を構成し、
前記第三の面は前記外周壁を形成する外周領域を構成し、
前記第二の面は前記第三の面より段部Hの分だけ高く、
前記ガイドリングは前記第三の面との間に隙間を有するとともに、前記外周領域の外周側部分を覆うサイズの開口部を有することを特徴とする金型。
続きを表示(約 700 文字)
【請求項2】
請求項1に記載の押出成形用金型において、前記第二の面の輪郭が正方形であることを特徴とする押出成形用金型。
【請求項3】
請求項1に記載の押出成形用金型において、前記第一の面の外周側にマスクが固定されており、前記マスクは前記第一の面との間に隙間を有するとともに前記第一の面の外周側部分を覆う構造を有することを特徴とする押出成形用金型。
【請求項4】
請求項1に記載の押出成形用金型において、前記第二の面が前記ガイドリングの開口部より高い位置にあることを特徴とする押出成形用金型。
【請求項5】
請求項1に記載の押出成形用金型において、前記第二の面の四つの隅部が前記外周領域と同じ高さであり、かつ前記ガイドリングの開口部が正方形であるとともに四隅に三角形状の閉塞部を備えていることを特徴とする押出成形用金型。
【請求項6】
請求項1に記載の押出成形用金型を用いて、両端面間に軸線方向に延在する複数の流路を画成するセルを形成する格子状隔壁と外周壁とを有し、前記外周壁が前記隔壁より厚いハニカムセグメント用のハニカム成形体を製造する方法であって、
前記押出成形用金型の前記坏土供給穴に流入した前記坏土を前記スリットから流出させる際に、前記外周領域から流出する前記坏土の流動方向を前記ガイドリングにより前記隔壁形成領域の方向に変化させ、次いで前記段部Hにより押出方向に変化させ、もって前記外周領域から流れてくる前記坏土による前記隔壁の変形を防止しつつ、外周壁の厚いハニカム成形体を製造することを特徴とする方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ディーゼルエンジン等の内燃機関から排出される排気ガス中の粒子状物質[Particulate Matter(PM)]等を除去し、排気ガスを浄化する炭化珪素系ハニカムフィルタを構成するハニカムセグメント用のハニカム成形体を製造する押出成形金型、及びそれを用いたハニカム成形体の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
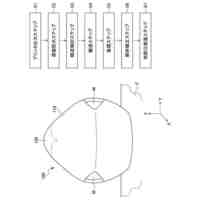
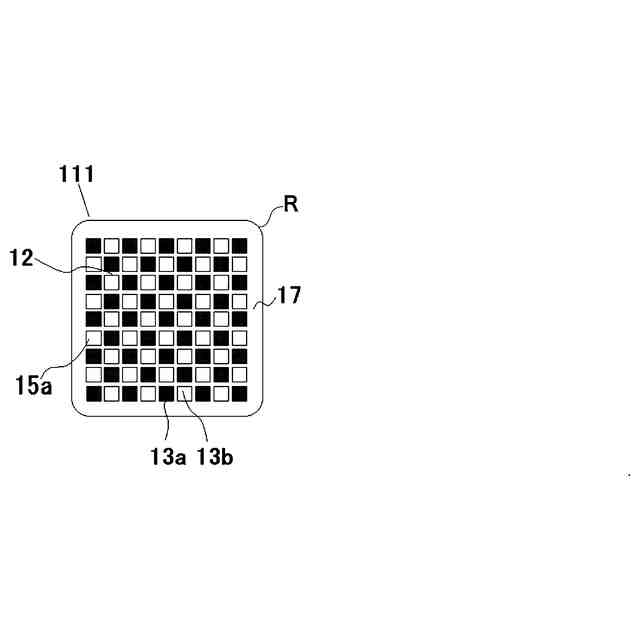
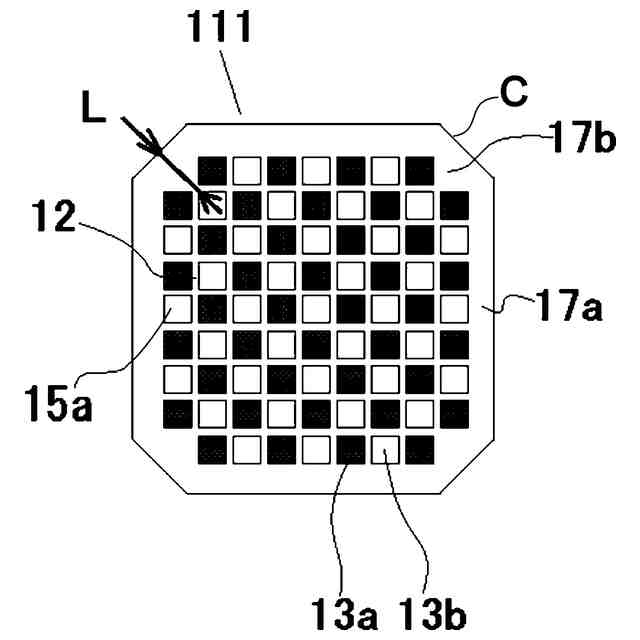
ディーゼルエンジンの排気ガス中に含まれるNOxやPMが大気中に放出されると人体や環境に悪影響を与えるおそれがあるため、ディーゼルエンジンの排気管の途中に、NOx触媒を担持したハニカム構造体と、PMを捕集するためのセラミックハニカムフィルタとを装着することが従来から行われている。排気ガス中のPMを捕集するためのセラミックハニカムフィルタの一例を図10(a) 及び図10(b) に示す。セラミックハニカムフィルタ500は、多数の流路53a、53bを形成する多孔質の隔壁52と外周壁51とからなるセラミックハニカム構造体510と、流路53a、53bの排気ガス流入側端面55a及び流出側端面55bを市松模様に交互に封止する流入側目封止部56a及び流出側目封止部56bとからなる。排気ガスは、図10(b) に点線の矢印で示すように、排気ガス流入側端面55aに開口している流出側封止流路53bから流入し、隔壁52の表面及び内部に存在する連通孔を通過して隣接する流入側封止流路53aに流入し、排気ガス流出側端面55bから流出する。隔壁52の表面及び内部に存在する連通孔を通過する際に、排気ガス中のPMは捕集され、排気ガスの浄化が行われる。捕集されたPMは所定の堆積量に達すると燃焼され、セラミックハニカム構造体は再生される。このようなセラミックハニカム構造体の使用環境は過酷になってきており、その構成材料として、耐熱衝撃性に優れた炭化珪素(SiC)のような耐火性セラミックスが使用されるようになってきた。
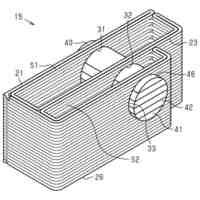
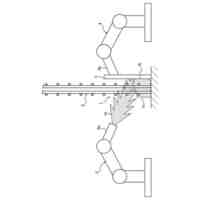
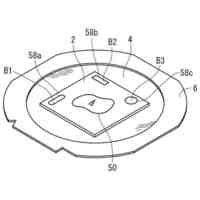
【0003】
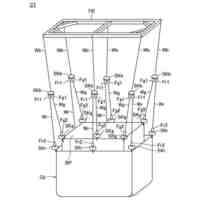
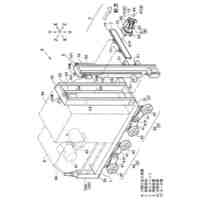
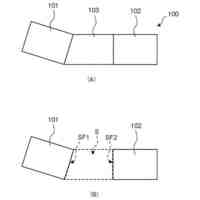
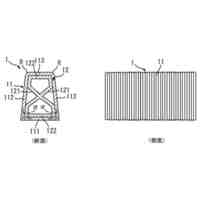
再生時のPMの不均一な燃焼や排気ガスの急激な温度変化などによる熱衝撃により、セラミックハニカム構造体内部に不均一な温度分布による熱応力が作用し、クラック、破壊、溶損等が発生する問題があった。このような問題に対して、図9に示すような複数の外形四角形状のハニカムセグメント411を図8に示すように貼合せ材層49を介して一体的に接合することにより、熱応力を分散緩和させる機能を持たせたセラミックハニカムフィルタ400が提案されている。
【0004】
捕集されたPMを燃焼することにより再生する際にクラックの発生を抑制したハニカムフィルタとして、特許文献1は、複数の柱状ハニカムセグメントが接合材層を介して接合された柱状のハニカムフィルタであって、各ハニカムセグメントが一方の端面から他方の端面まで延在する複数のセルを形成する隔壁を有し、少なくとも1つのハニカムセグメントが中心部と外周部とで構成されており、前記外周部における隔壁の厚さが前記中心部における隔壁の平均厚さの101~150%であり、セルの延伸方向に垂直な断面において、前記外周部における隔壁の総面積がハニカムセグメントの隔壁の総面積の5~35%であるハニカムフィルタを開示している。
【0005】
特許文献1のハニカムフィルタでは、PMが捕集された際の圧力損失の抑制や、再生が開始されるまでのPM捕集量を増大させるため、隔壁が薄くされている。しかし、PMの堆積状態によっては再生時に不均一な加熱や異常燃焼により局部的な発熱が生じることがあるが、特許文献1のハニカムフィルタは、このような発熱によるクラックや溶損を抑えることができない。
【0006】
特許文献2は、格子状に配列した複数個の角柱状のハニカムセグメントと、ハニカムセグメントの側面同士を互いに接合する接合材層と、ハニカムセグメントを囲むように配設された外周壁とを備えたハニカム構造体であって、各ハニカムセグメントは、流入端面から流出端面まで軸方向に延びる複数のセルを取り囲む多孔質の隔壁と、隔壁を取り囲む外壁とを有しており、セルは流入端面側又は流出端面側のいずれか一方の端部が目封止部によって目封止されており、格子状の接合材層の交点部分の一部又は全てに軸方向に延びる有底中空の空隙部が形成されており、ハニカムセグメントの軸方向長さに対する空隙部の軸方向深さの比率が5%以上であり、接合材層の厚さに対する空隙部の開口径の比率が10~140%であるハニカム構造体を開示している。特許文献2は、この構造により接合材層に発生したクラックの伸展を抑制できると記載している。
【0007】
特許文献2の実施例では、ハニカムセグメントの長さに対する空隙部の深さの比率が5~20%と小さい場合には空隙部は交点部分の全てに設けられているが、空隙部の深さの比率が50~80%と大きい場合には空隙部は交点部分の一部にしか設けられていない。このように、交点部分の全てに深い空隙部が設けられている例はない。
【0008】
また、特許文献2に記載の空隙部の断面形状は円形だけで、実施例では円筒形の木材を用いて空隙部が形成されている。ハニカムセグメント間の格子状隙間の交点部分に円筒形の木材を配置する場合、円筒形の木材の直径の上限は接合材層の厚さの√2倍であるので、ほぼ140%である。しかし、ハニカムセグメントの側面には公差があるので、接合材層の厚さの√2倍の直径の円筒形の木材を格子状隙間の交点部分に配置するのは事実上不可能で、円筒形の木材の直径の上限は140%より相当小さくならざるを得ない。その上、仮に円筒形の木材の直径が接合材層の厚さの140%であるとしても、円筒形の木材により形成される空隙部の断面積はクラックを十分に抑制するのに小さすぎる。
【0009】
以上の構造上の問題点から、特許文献2のハニカム構造体では熱応力の分散及び緩和の機能が不十分であり、クラックを十分に抑制することができないことが分った。
【先行技術文献】
【特許文献】
【0010】
特開2021-133283号公報
特開2019-171238号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
10か月前
峰岸株式会社
ドリルビット
6か月前
株式会社丸高工業
湿式穿孔工具
5か月前
株式会社大林組
形成方法
7か月前
株式会社大林組
構造物形成方法
10か月前
太平洋マテリアル株式会社
モルタル調製方法
10か月前
ジャパンライフ株式会社
段差形成治具
9か月前
株式会社大林組
形成方法及び形成装置
6か月前
株式会社コンセック
ワイヤーソー装置
8か月前
株式会社シブヤ
穿孔装置
28日前
株式会社大林組
構造体の製造方法
2か月前
株式会社大林組
構造体の製造方法
2か月前
モリ技巧株式会社
コンクリートスラリー処理装置
8か月前
セレンディクス株式会社
建築物の製造方法
3日前
株式会社エアテックジャパン
粗面加工工具
9か月前
株式会社奥村組
積層コンクリート集合体の養生方法
3か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
10か月前
株式会社マキタ
作業機
7か月前
芝浦メカトロニクス株式会社
基板分離装置
3か月前
株式会社Polyuse
造形物の製造方法
6か月前
シンクス株式会社
室内ボード面の穴開け加工装置
9か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
2か月前
株式会社Polyuse
構造物の製造方法
6か月前
株式会社ミヤナガ
拡径部削成装置
11か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
10か月前
本多産業株式会社
コンクリート離型剤
25日前
鹿島建設株式会社
フレッシュコンクリートの製造方法
3か月前
株式会社エンプラス
流体取扱装置
8か月前
カヤバ株式会社
ミキサドラム制御装置
7か月前
株式会社ディスコ
板状物の加工方法
10か月前
株式会社ディスコ
板状物の加工方法
10か月前
日本碍子株式会社
分類方法
10か月前
カヤバ株式会社
ミキサドラムの制御装置
4か月前
三井住友建設株式会社
繊維篩い出し装置
12か月前
株式会社大林組
構造物形成方法及び構造物形成システム
2か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ