TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102009
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219155
出願日
2023-12-26
発明の名称
積層造形樹脂部品嵌合接合体
出願人
国立大学法人東京科学大学
,
技術研究組合産業用ロボット次世代基礎技術研究機構
,
国立大学法人広島大学
代理人
個人
主分類
B29C
65/56 20060101AFI20250701BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】曲げ荷重に強く大型化可能な積層造形樹脂部品嵌合接合体を提供する。
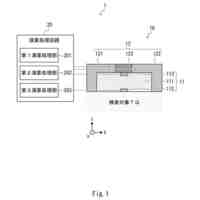
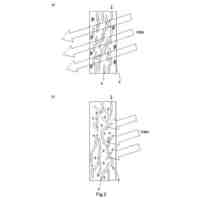
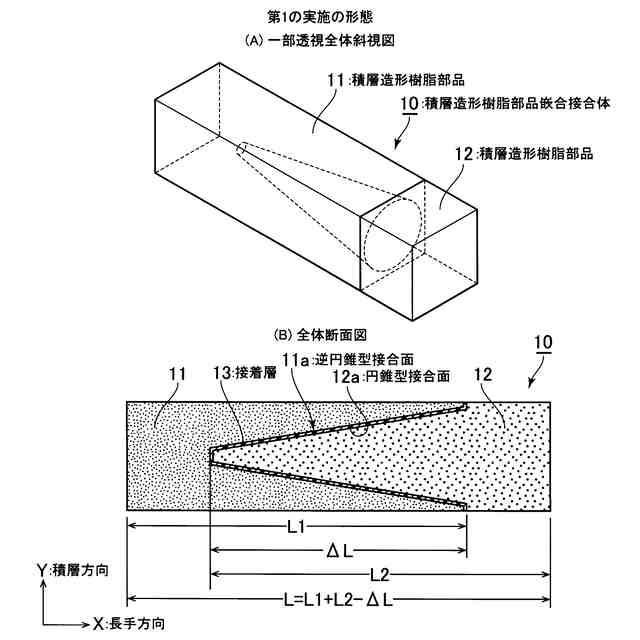
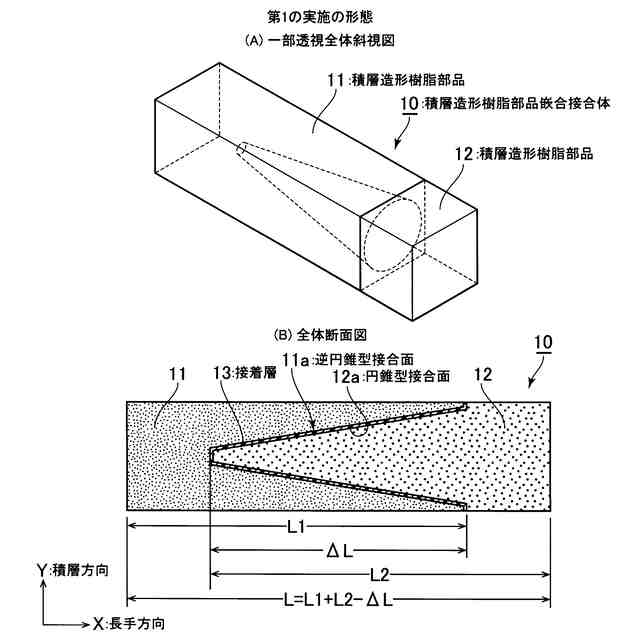
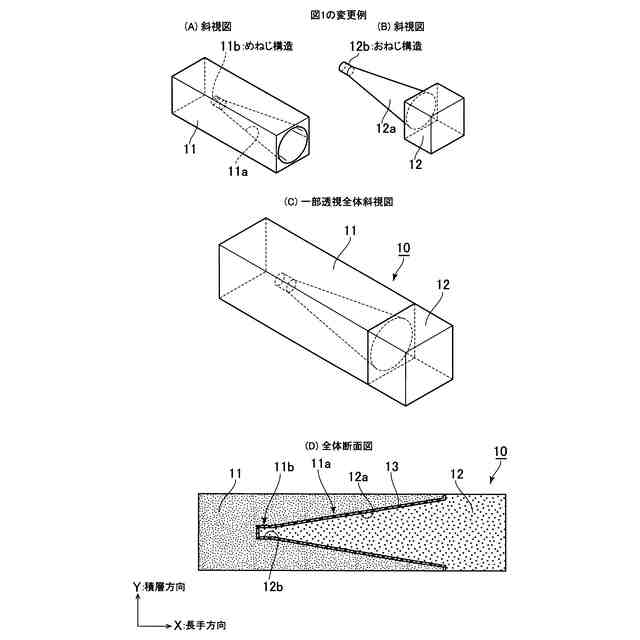
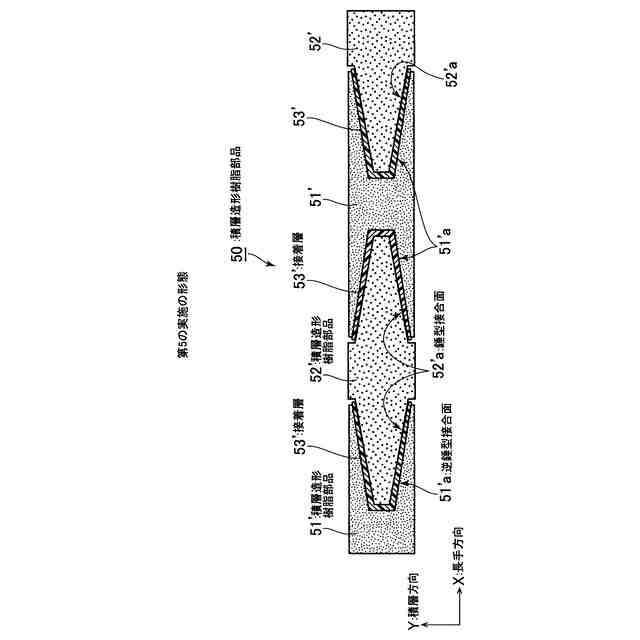
【解決手段】積層造形樹脂部品嵌合接合体10は、端面が正方形の直方体であって、逆円錐型接合面11aを有する積層造形樹脂部品11と、円錐型接合面12aを有する積層造形樹脂部品12と、積層造形樹脂部品11の逆円錐型接合面11aと積層造形樹脂部品12の円錐型接合面12aとを嵌合接合させる接着層13とによって構成されている。積層造形樹脂部品11の積層方向Yに垂直な長手方向Xと、積層造形樹脂部品12の積層方向Yに垂直な長手方向Xとは連続するようにする。
【選択図】 図1
特許請求の範囲
【請求項1】
錐型接合面を有する第1の積層造形樹脂部品と、
逆錐型接合面を有する第2の積層造形樹脂部品と、
前記第1の積層造形樹脂部品の錐型接合面と前記第2の積層造形樹脂部品の逆錐型接合面とを嵌合接合させる嵌合接合手段と
を具備する積層造形樹脂部品嵌合接合体。
続きを表示(約 810 文字)
【請求項2】
前記第1の積層造形樹脂部品の積層方向に垂直な長手方向と前記第2の積層造形樹脂部品の積層方向に垂直な長手方向とを連続するようにした請求項1に記載の積層造形樹脂部品嵌合接合体。
【請求項3】
前記嵌合接合手段は接着層である請求項1に記載の積層造形樹脂部品嵌合接合体。
【請求項4】
前記嵌合接合手段は前記第1の積層造形樹脂部品の錐型接合面と前記第2の積層造形樹脂部品の逆錐型接合面との溶融接合部である請求項1に記載の積層造形樹脂部品嵌合接合体。
【請求項5】
前記錐型接合面は円錐型接合面であり、
前記逆錐型接合面は逆円錐型接合面である請求項1に記載の積層造形樹脂部品嵌合接合体。
【請求項6】
前記円錐型接合面の先端部はめねじ構造又はおねじ構造を有し、
前記逆円錐型接合面の先端部は前記めねじ構造又は前記おねじ構造に嵌合するおねじ構造又はめねじ構造を有する請求項5に記載の積層造形樹脂部品嵌合接合体。
【請求項7】
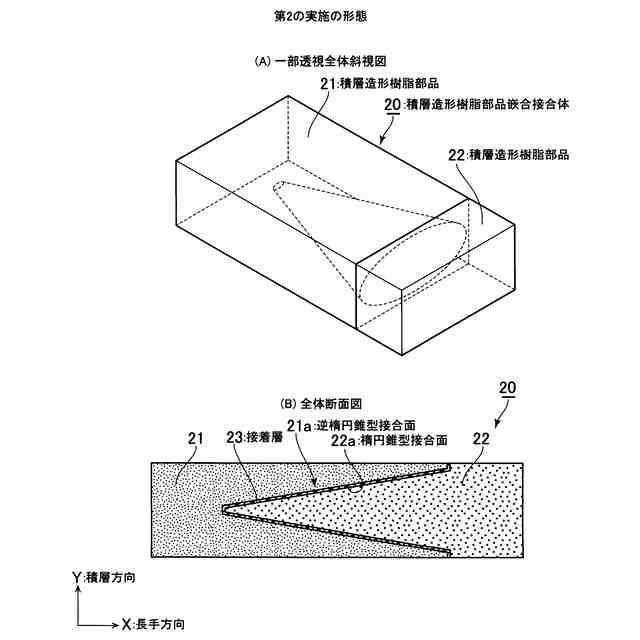
前記錐型接合面は楕円錐型接合面であり、
前記逆錐型接合面は逆楕円錐型接合面である請求項1に記載の積層造形樹脂部品嵌合接合体。
【請求項8】
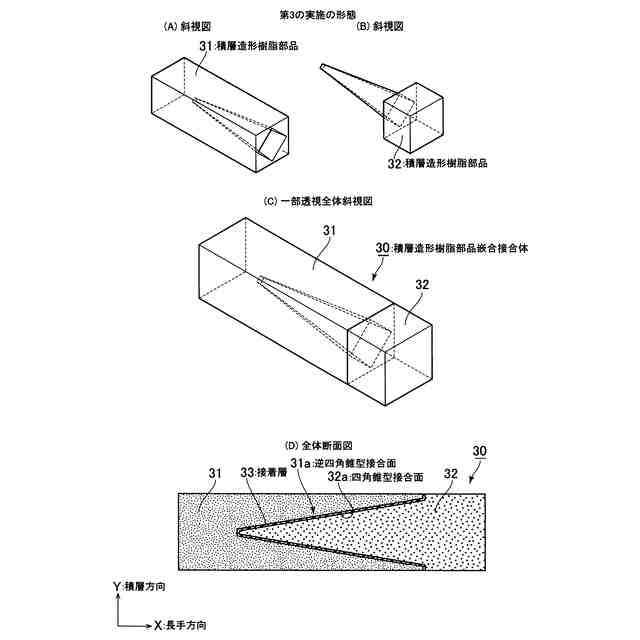
前記錐型接合面は多角錐型接合面であり、
前記逆錐型接合面は逆多角錐型接合面である請求項1に記載の積層造形樹脂部品嵌合接合体。
【請求項9】
前記多角錐型接合面は四角錐接合面であり、
前記逆多角錐型接合面は逆四角錐接合面である請求項8に記載の積層造形樹脂部品嵌合接合体。
【請求項10】
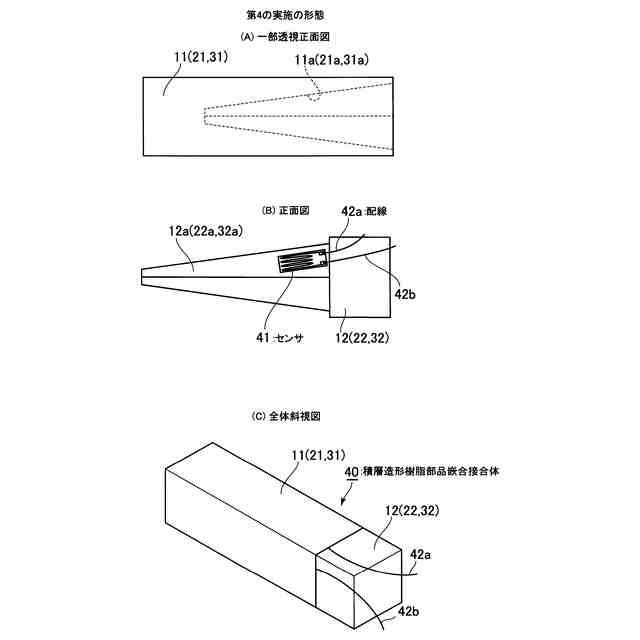
前記錐型接合面と前記逆錐型接合面との間又は前記錐型接合面及び/あるいは前記逆錐型接合面にセンサを具備する請求項1に記載の積層造形樹脂部品嵌合接合体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は積層造形樹脂部品嵌合接合体に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
過酷事故後の原子力発電所において溶融した核燃料の観察をするためのカメラ駆動装置として、多関節マニピュレータ(ロボットアーム)が必要である。
【0003】
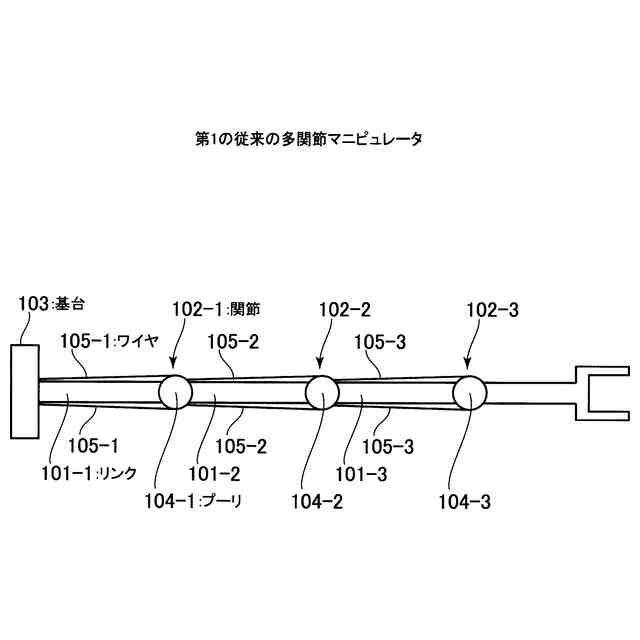
たとえば、図9に示す第1の従来の多関節マニピュレータにおいては、多数のリンク101-1、101-2、…(3つのみ図示)は基台103から導かれて水平方向の関節102-1、102-2、…によってシリアルに連結されている。各関節102-1、102-2、…にはプーリ104-1、104-2、…が固定的に軸着されている。各リンク101-1、101-2、…はプーリ104-1、104-2、…に巻き架けたワイヤ105-1、105-2、…を基台103及び各関節102-1、102-2、…内に設けられたアクチュエータ(モータ)(図示せず)を駆動することによって駆動される(参照:非特許文献1のFig.1(a))。
【0004】
また、図10に示す多関節マニピュレータは、多数のリンク201-1、201-2、…(3つのみ図示)は基台203から導かれて水平方向の関節202-1、202-2、…によってシリアルに連結されている。各関節202-1、202-2、…にはプーリ(図示せず)が固定的に軸着されている。各リンク201-1、201-2、…はこれらプーリに巻き架けたワイヤ(図示せず)を関節202-1、202-2、…内に設けられたアクチュエータ(モータ)(図示せず)によって駆動される。多数のリンク201-1、201-2、…の自重を補償するために、各関節202-1、202-2、…に自重補償用プーリ204-1、204-2、…を摺動自在に軸着し、1本の自重補償用ワイヤ205を先端のリンクに固定し各自重補償用プーリ204-1、204-2、…に1回転して巻き架け、その自重補償用ワイヤ205の端部をカウンタウェイト206で引っ張ることにより自重トルクを相殺している(参照:非特許文献2)。
【0005】
図9、図10の多関節マニピュレータ(ロボットアーム)のリンクの軽量化、高性能化のために、材料としてフィラメント溶解法(FFF)を用いた熱溶解積層方式3Dプリンタによって積層造形された樹脂部品が注目されている。特に、炭素繊維強化樹脂(CFRP)は比剛性、比強度、大型化の点で金属に比較して優れている。しかし、3Dプリンタによる積層造形樹脂部品は熱溶解積層方式3Dプリンタのプリントヘッド(造形ステージ)で定められたサイズの制限より大きくできず、また、プリントヘッド(造形ステージ)が大きくなると、得られた積層造形樹脂部品は熱収縮による造形の不安定を招く。他方、多関節マニピュレータ(ロボットアーム)のリンクはプリントヘッド(造形ステージ)より大きいことが多い。この場合、2つ以上の積層造形樹脂部品を積層方向に垂直な長手方向に接合することが提案される。
【0006】
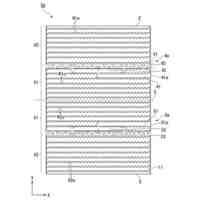
図11は通常提案される第1の積層造形樹脂部品嵌合接合体を示し、(A)は一部透視全体斜視図、(B)は全体断面図である。
【0007】
図11において、積層造形樹脂部品嵌合接合体300は積層方向Yに平行に沿った垂直接合面301a、302aを有した長手方向Xの長さL1、L2の積層造形樹脂部品301、302を積層方向Yに平行な接着層303によって接合する。この結果、積層造形樹脂部品嵌合接合体300の長手方向Xの長さLは
L=L1+L2
と大きくできる。
【0008】
しかしながら、図11の積層造形樹脂部品嵌合接合体300においては、接着層303の垂直接合面301a、302aの面積が小さいので、曲げ荷重に弱い。また、垂直の接着層303にはき裂が入り易く、また、き裂が入ると、き裂は曲げ荷重によって垂直に伸展し易いので、剥離損壊し易い。
【0009】
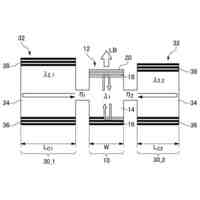
図12は通常提案される第2の積層造形樹脂部品嵌合接合体を示し、(A)は一部透視全体斜視図、(B)は全体断面図である。
【0010】
図12において、積層造形樹脂部品嵌合接合体400は積層方向Yに斜めの斜め接合面401a、402aを有した長手方向Xの長さL1、L2の積層造形樹脂部品401、402を積層方向Yに斜めの接着層403によって接合する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
国立大学法人東京科学大学
通信装置
1か月前
国立大学法人東京科学大学
バラン回路
1か月前
国立大学法人東京科学大学
半導体装置
2か月前
国立大学法人東京科学大学
非線形回路
1か月前
国立大学法人東京科学大学
制御システム
2か月前
国立大学法人東京科学大学
チューニング装置
1か月前
国立大学法人東京科学大学
光化学センサ装置
2か月前
国立大学法人東京科学大学
引張試験装置、及び試験片
1か月前
NTT株式会社
光デバイス
2か月前
国立大学法人東京科学大学
情報処理方法及びプログラム
1か月前
国立大学法人東京科学大学
複合酸化物パターンの形成方法
2か月前
国立大学法人東京科学大学
受光装置および光給電システム
1か月前
国立大学法人東京科学大学
押込試験装置、及び押込試験方法
1か月前
国立大学法人東京科学大学
燃料デブリの固化方法および固化体
1か月前
国立大学法人東京科学大学
振動センサ及び振動数検出システム
1か月前
トヨタ自動車株式会社
フッ化物イオン電池
1か月前
学校法人早稲田大学
太陽光発電モジュール
1か月前
国立大学法人東京科学大学
計測装置、計測方法、及び、制御プログラム
10日前
国立大学法人東京科学大学
ガラスアクチュエータ素子及びその製造方法
2か月前
国立大学法人東京科学大学
ジアセチル計測方法及びジアセチル計測装置
10日前
株式会社フジタ
二酸化炭素分離回収供給装置
2か月前
AGC株式会社
調光デバイスおよび調光方法
23日前
株式会社フジタ
二酸化炭素分離回収供給装置
2か月前
株式会社フジタ
被覆シートおよび二酸化炭素供給方法
2か月前
日清紡ホールディングス株式会社
燃料電池用電解質膜
1か月前
日清紡ホールディングス株式会社
燃料電池用バインダー
1か月前
株式会社Synspective
パッシブアンテナパネル
2か月前
鉄建建設株式会社
ガス化方法及び半炭化燃料材の製造方法
2日前
住友化学株式会社
磁気トンネル接合素子及び磁気デバイス
29日前
国立大学法人東京科学大学
面発光レーザ
1か月前
国立大学法人東京科学大学
修飾ヘテロ核酸
1か月前
国立大学法人東京科学大学
積層体、積層体の製造方法、及び超伝導転移温度を上昇させる方法
1か月前
三菱マテリアル株式会社
光機能材料、および、光機能材料付き基板
2か月前
NTT株式会社
通信品質予測装置、通信品質予測方法、及びプログラム
1か月前
パナソニックインダストリー株式会社
コンデンサ及びコンデンサの製造方法
1か月前
つばめBHB株式会社
触媒成形体及び該触媒を用いるアンモニアの合成方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ