TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025098461
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214600
出願日
2023-12-20
発明の名称
熱間鍛造方法及び熱間鍛造用金型
出願人
日軽金ALMO株式会社
代理人
弁理士法人磯野国際特許商標事務所
主分類
B21J
5/02 20060101AFI20250625BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】平板状のベース部の一面に複数の凸部が形成された鍛造品を、1度の熱間鍛造において寸法精度よく成形する熱間鍛造方法及び熱間鍛造用金型を提供する。
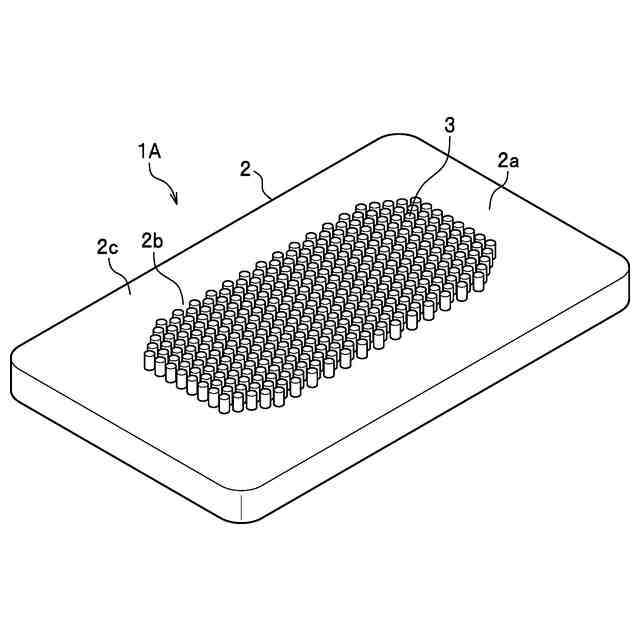
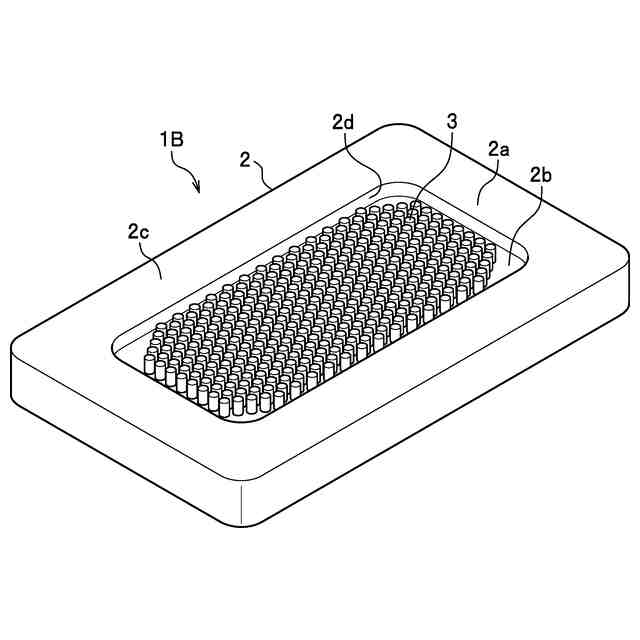
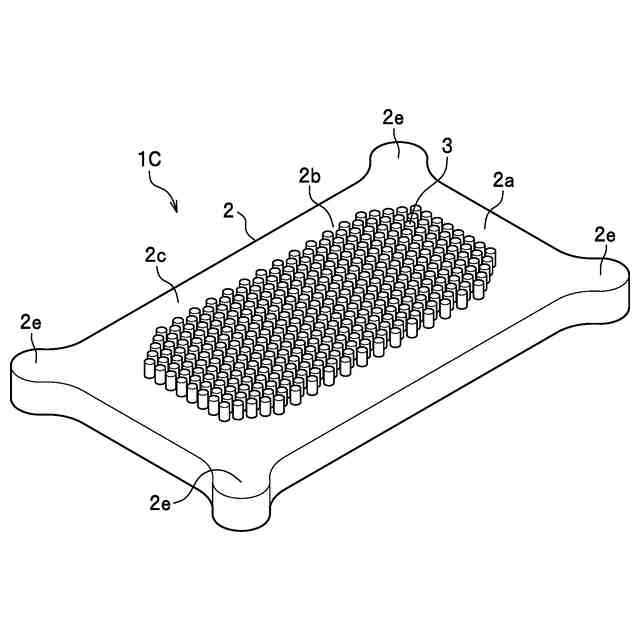
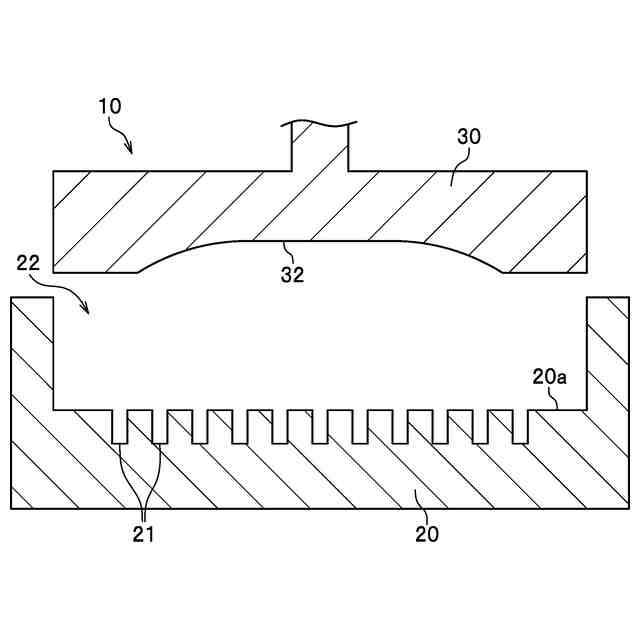
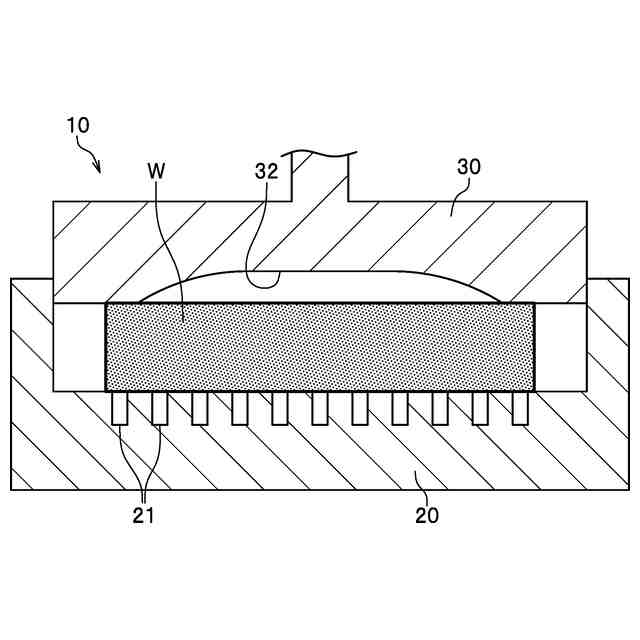
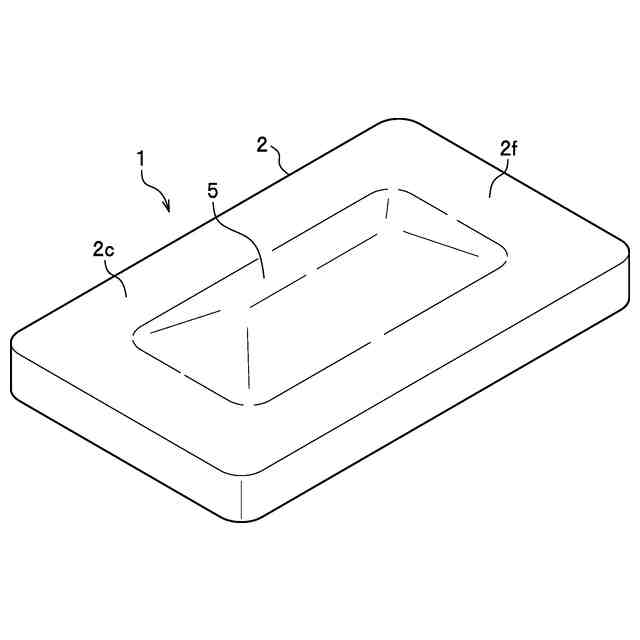
【解決手段】熱間鍛造方法は、ベース部2と、ベース部2の一面2aに突出する複数の凸部3とを備え、ベース部2の周囲部分2cが、複数の凸部3が形成される中央部2bよりも側方に張り出している鍛造品1を1度の熱間鍛造により成形する。複数の凸部3を形成するための複数の穴部21が形成された下型20と、複数の穴部21に対向する湾曲凹状の凹状部32が形成された上型30との間に、予熱した平板状の鍛造素材Wを配置し、下型20及び上型30の成形面に沿った形状に鍛造素材Wを押圧する。
【選択図】図5
特許請求の範囲
【請求項1】
ベース部と、前記ベース部の一面に突出する複数の凸部とを備え、前記ベース部の周囲部分が、複数の前記凸部が形成される中央部よりも側方に張り出している鍛造品を1度の熱間鍛造により成形する熱間鍛造方法であって、
複数の前記凸部を形成するための複数の穴部が形成された下型と、複数の前記穴部に対向する湾曲凹状の凹状部が形成された上型との間に、予熱した平板状の鍛造素材を配置し、前記下型及び前記上型の成形面に沿った形状に前記鍛造素材を押圧することを特徴とする熱間鍛造方法。
続きを表示(約 210 文字)
【請求項2】
ベース部と、前記ベース部の一面に突出する複数の凸部とを備え、前記ベース部の周囲部分が、複数の前記凸部が形成される中央部よりも側方に張り出している鍛造品を1度の熱間鍛造により成形するための熱間鍛造用金型であって、
複数の前記凸部を形成するための複数の穴部が形成された下型と、
複数の前記穴部に対向する湾曲凹状の凹状部が形成された上型と、を備えていることを特徴とする熱間鍛造用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間鍛造方法及び熱間鍛造用金型に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、平板状のベース部の一面に複数の凸部が形成されたヒートシンクを一体成形する方法として、熱間鍛造法が知られている(特許文献1参照)。特許文献1の熱間鍛造法によれば、1度の熱間鍛造によりヒートシンクを製造できる。
【先行技術文献】
【特許文献】
【0003】
特開2017-217655号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、パワーモジュール等の電子機器の高性能化や小型化により、従来よりも冷却能力の高いヒートシンクが要求されるようになってきており、冷却能力を高めるために、ベース部に形成する凸部の本数を増やすことが検討されている。
【0005】
例えば、複数の凸部を有するヒートシンクを、1度の熱間鍛造により製造するためには、鍛造素材であるアルミニウム材を鍛造する過程で、凸部を形成するための複数の穴部に対して均一に鍛造素材を流入させる必要がある。
しかしながら、複数の穴部のうち金型の中央部に配置される穴部には鍛造素材が流入し易い一方で、金型の中央部から離れた周囲部分の穴部には鍛造素材が流入し難く、周囲部分の凸部に形状不良(高さ不足、角度不良等)が生じ易いという課題があった。
【0006】
本発明は、前記した課題を解決し、平板状のベース部の一面に複数の凸部が形成された鍛造製品を、1度の熱間鍛造において寸法精度よく成形できる熱間鍛造方法及び熱間鍛造用金型を提供することを課題とする。
【課題を解決するための手段】
【0007】
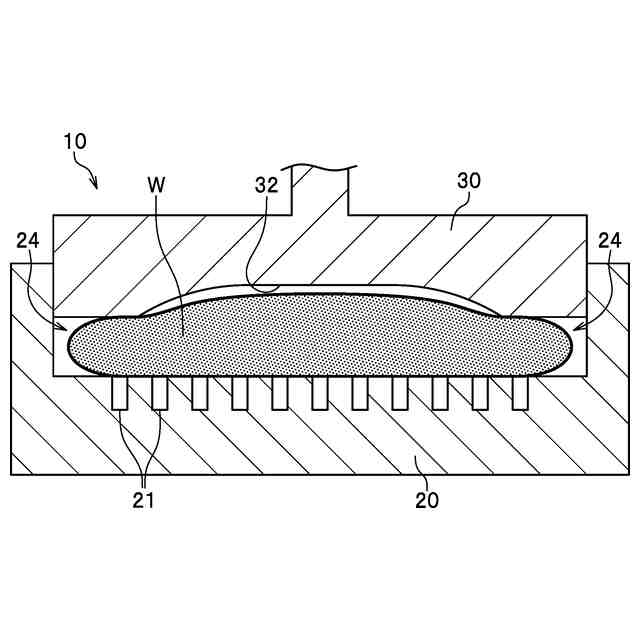
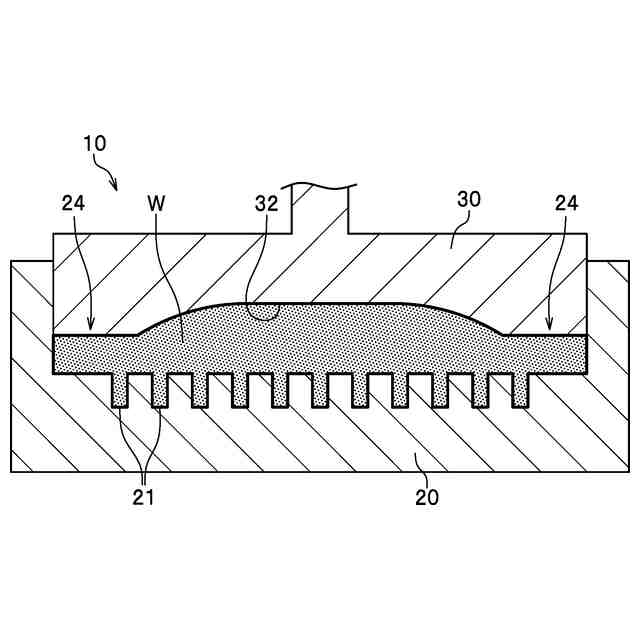
本発明者らは、上記の課題を解決すべく、鋭意研究を行った結果、鍛造初期にはベース部の周囲部分まで鍛造素材を先に流入させつつ複数の穴部に対しては鍛造素材が流入しないように鍛造素材の塑性流動を制御し、その後に複数の穴部に対して鍛造素材が流入するように鍛造素材の塑性流動を制御することで、複数の穴部に対して均一に鍛造素材を流入させることができることを見出した。
【0008】
前記課題を解決するための本発明の熱間鍛造方法は、ベース部と、前記ベース部の一面に突出する複数の凸部とを備え、前記ベース部の周囲部分が、複数の前記凸部が形成される中央部よりも側方に張り出している鍛造品を1度の熱間鍛造により成形する熱間鍛造方法である。熱間鍛造方法は、複数の前記凸部を形成するための複数の穴部が形成された下型と、複数の前記穴部に対向する湾曲凹状の凹状部が形成された上型との間に、予熱した平板状の鍛造素材を配置し、前記下型及び前記上型の成形面に沿った形状に前記鍛造素材を押圧することを特徴とする。
【0009】
また、前記課題を解決するための本発明の熱間鍛造用金型は、ベース部と、前記ベース部の一面に突出する複数の凸部とを備え、前記ベース部の周囲部分が、複数の前記凸部が形成される中央部よりも側方に張り出している鍛造品を1度の熱間鍛造により成形するためのものである。熱間鍛造用金型は、複数の前記凸部を形成するための複数の穴部が形成された下型と、複数の前記穴部に対向する湾曲凹状の凹状部が形成された上型とを備えている。
【0010】
本発明の熱間鍛造方法及び熱間鍛造用金型では、下型に向けて上型が打ち込まれて鍛造素材が押圧されると、鍛造素材が塑性流動して、下型の周囲部分(ベース部の周囲部分)と上型の凹状部とに鍛造素材が流入する。これにより、鍛造初期において、上型の凹状部への鍛造素材の流動と下型の周囲部分への鍛造素材の流動という二つの大きな鍛造素材の流動を起こすことができる。上型の凹状部と下型の周囲部分との体積は、下型の複数の穴部の体積より大きいため、複数の穴部への鍛造素材の流動は起こり難くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
3日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
17日前
日伸工業株式会社
プレス加工装置
17日前
東栄工業株式会社
ダブルデッキヘミング金型
13日前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
工機ホールディングス株式会社
ニブラ
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
27日前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
2か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
25日前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
11日前
トヨタ自動車株式会社
電磁鋼板の成形方法
12日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
20日前
株式会社エナテック
製品分離システム
3か月前
株式会社TMEIC
制御システム
18日前
日本製鉄株式会社
圧延装置
4か月前
トックス プレソテクニック株式会社
接合装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
日本製鉄株式会社
圧延装置
4か月前
トヨタ紡織株式会社
パンチ及びプレス金型
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































