TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095270
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211175
出願日
2023-12-14
発明の名称
鋼板製造設備の制御方法および鋼板製造設備
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
9/56 20060101AFI20250619BHJP(鉄冶金)
要約
【課題】製造される鋼板について、所望の機械特性を精度良く得ることを可能にする技術を提供すること。
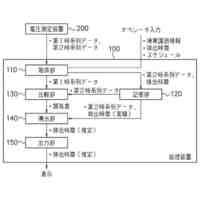
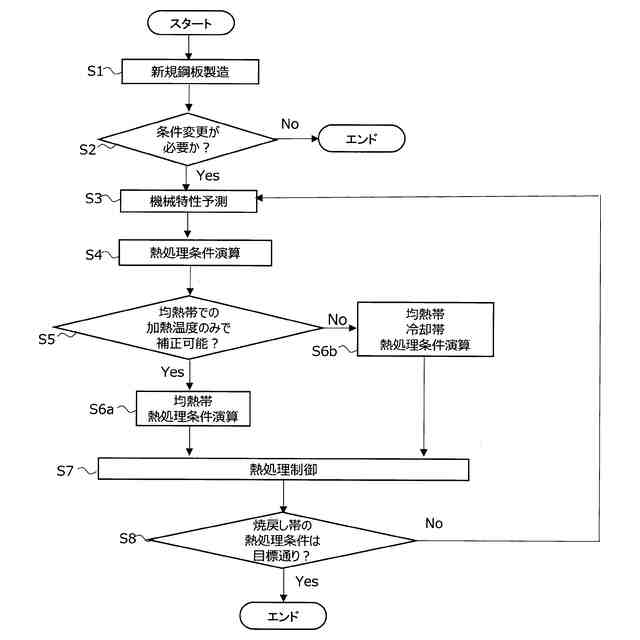
【解決手段】温度測定装置20で測定した焼戻し帯16での鋼板加熱温度に基づいて、鋼板の伸び値および穴広げ率を含む機械特性値を予測する機械特性予測ステップS3と、
機械特性予測ステップS3で予測した機械特性値を鋼板Sの目標機械特性値に補正し、補正された機械特性値に基づいて熱処理条件を決定する熱処理条件演算ステップS4と、
熱処理条件演算ステップS4で決定した熱処理条件に基づいて、連続焼鈍設備のうち、少なくとも均熱帯8での鋼板加熱温度を制御する熱処理条件制御ステップS8と、
を含む、鋼板製造設備の制御方法。
【選択図】図2
特許請求の範囲
【請求項1】
鋼板搬送方向に、加熱帯と、均熱帯と、冷却帯と、をこの順で有する鋼板の連続焼鈍設備と、
前記冷却帯の前記鋼板搬送方向の下流に、少なくとも急速冷却帯と、焼戻し帯と、をこの順で有する焼鈍後熱処理設備と、
少なくとも前記均熱帯と前記焼戻し帯に設置される前記鋼板の温度測定装置と、
を備える鋼板製造設備における前記連続焼鈍設備での鋼板加熱温度の制御方法であって、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度に基づいて、前記鋼板の伸び値および穴広げ率を含む機械特性値を予測する機械特性予測ステップと、
該機械特性予測ステップで予測した前記機械特性値を前記鋼板の目標機械特性値に補正し、補正された前記機械特性値に基づいて熱処理条件を決定する熱処理条件演算ステップと、
該熱処理条件演算ステップで決定した熱処理条件に基づいて、前記連続焼鈍設備のうち、少なくとも前記均熱帯での鋼板加熱温度を制御する熱処理条件制御ステップと、
を含む、鋼板製造設備の制御方法。
続きを表示(約 1,000 文字)
【請求項2】
前記熱処理条件制御ステップにおいて、前記熱処理条件演算ステップで決定した熱処理条件に基づいて、前記均熱帯での鋼板加熱温度と、前記冷却帯での鋼板冷却条件とを制御する、請求項1に記載の鋼板製造設備の制御方法。
【請求項3】
前記鋼板製造設備において、前記鋼板搬送方向に、前記均熱帯出側から前記焼戻し帯出側までのうちの少なくとも1箇所で前記鋼板のオーステナイト分率を測定する変態率測定装置をさらに備え、
前記機械特性予測ステップでは、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度と、前記変態率測定装置で測定したオーステナイト分率とに基づいて、前記鋼板の機械特性値を予測する、請求項1または2に記載の鋼板製造設備の制御方法。
【請求項4】
鋼板搬送方向に、加熱帯と、均熱帯と、冷却帯と、をこの順で有する鋼板の連続焼鈍設備と、
前記冷却帯の前記鋼板搬送方向の下流に、少なくとも急速冷却帯と、焼戻し帯と、をこの順で有する焼鈍後熱処理設備と、
少なくとも前記均熱帯と前記焼戻し帯に設置される前記鋼板の温度測定装置と、
を備える鋼板製造設備であって、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度に基づいて、前記鋼板の伸び値および穴広げ率を含む機械特性値を予測する機械特性予測部と、
該機械特性予測部で予測した前記機械特性値を前記鋼板の目標機械特性値に補正し、補正された前記機械特性値に基づいて熱処理条件を決定する熱処理条件演算部と、
該熱処理条件演算部で決定した熱処理条件に基づいて、前記連続焼鈍設備のうち、少なくとも前記均熱帯での鋼板加熱温度を制御する熱処理条件制御部と、
をさらに備える、鋼板製造設備。
【請求項5】
前記熱処理条件制御部において、前記熱処理条件演算部で決定した熱処理条件に基づいて、前記均熱帯での鋼板加熱温度と、前記冷却帯での鋼板冷却条件とを制御する、請求項4に記載の鋼板製造設備。
【請求項6】
前記鋼板搬送方向に、前記均熱帯出側から前記焼戻し帯出側までのうち少なくとも1箇所で前記鋼板のオーステナイト分率を測定する変態率測定装置を備え、
前記機械特性予測部では、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度と、前記変態率測定装置で測定したオーステナイト分率とに基づいて、前記鋼板の機械特性値を予測する、請求項4または5に記載の鋼板製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車用構造材などに用いられる高強度鋼板を製造する方法に関し、特に、材質ばらつきの発生を抑制しつつ、製造設備の導入コスト低減を可能にするものである。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
自動車用薄鋼板の製造では、連続鋳造されたスラブは最終板厚に達するまで熱間圧延、冷間圧延によって大きな加工を付与される。続いて行われる焼鈍処理において、冷間加工組織の回復、再結晶および粒成長をさせ、さらには、変態組織制御を行い、焼鈍後の冷却処理と合わせて製品の機械特性を調整している。近年では、自動車の軽量化と衝突安全性を両立させるために、より高強度な鋼板が求められている。一方で、自動車の車体構造部材はプレス加工で製造されるのが一般的であり、高強度と高加工性を両立した製品が求められている。また、自動車用部品の素材としては、防錆性を持たせる目的で亜鉛めっき処理を行うことが多い。特に、プレス加工性の観点から、めっき処理後の加熱により亜鉛と鉄を合金化させた、合金化溶融亜鉛めっき鋼板が広く採用されている。
【0003】
高強度を実現する方法としては、焼鈍で生じたオーステナイト相を急冷することで得られるマルテンサイト組織の活用が挙げられる。しかしながら、冷却したままのマルテンサイト組織は脆く扱いづらいため、再度加熱する焼き戻し処理によって靭性を高めことができる。そこで、焼鈍炉出側冷却帯でマルテンサイト変態温度以下まで急冷した後に再加熱を行い、焼き戻し処理する方法が特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第5402007号公報
特許第5967318号公報
特開2022-024340号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1で開示された方法のように、焼戻し後に亜鉛めっき処理と合金化処理を行う場合、一般に合金化温度は焼戻し温度よりも高温であるため、合金化加熱によって過度に焼戻され、必要な強度が得られない。そこで、焼鈍炉の中の冷却帯において、鋼帯をマルテンサイト変態させずに、オーステナイト相が残留した状態で合金化処理を行い、急速冷却によってマルテンサイト組織を得た後に、焼戻しを行う焼戻し工程を備えることで、目的となるめっき層の特性と鋼板の機械特性を得る方法が、特許文献2に開示されている。
しかしながら、実際の連続焼鈍工程では、コイル同士をつなぎ合わせて連続的に熱処理を行うため、板厚や成分、目標となる機械特性が切り替わる際には操業条件を変更する必要がある。このような、操業条件の変更が設備に反映されない場合、目標となる機械特性が異なるコイルのつなぎ目の前後では、最適な条件で製造できない部分が発生し、歩留まり低下を招く。この点、特許文献2ではこのような問題への対処方法は明らかにされていない。
【0006】
こうした長手方向の品質安定性向上について、連続焼鈍設備の操業パラメータと、連続焼鈍設備の下流で取得される鋼板の変態率情報とを入力データとした材質予測モデルによって、鋼板の材質を制御する技術が特許文献3に開示されている。この技術では、材質制御帯と呼ばれる鋼板の変態率情報を取得した位置よりも下流側の製造装置の操業条件を制御することで材質変動を抑制できるとしている。しかしながら、材質制御帯への制御遅れが生じた場合、先端部においては目標となる機械特性が得られないが、この課題に対する解決策は提示されていないため、効果は不十分である。
このように、従来の技術は、製造される鋼板が所望の機械特性を有するようにする技術としては、まだ十分とは言えなかった。
【0007】
そこで、本発明は、上記の問題を鑑みなされたものであり、製造される鋼板について、所望の機械特性を精度良く得ることを可能にする鋼板製造設備の制御方法および鋼板製造設備を提供することを目的とする。
【課題を解決するための手段】
【0008】
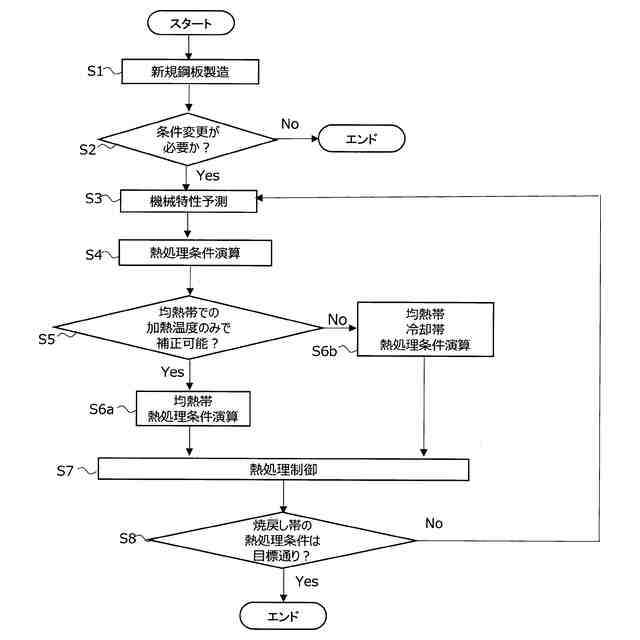
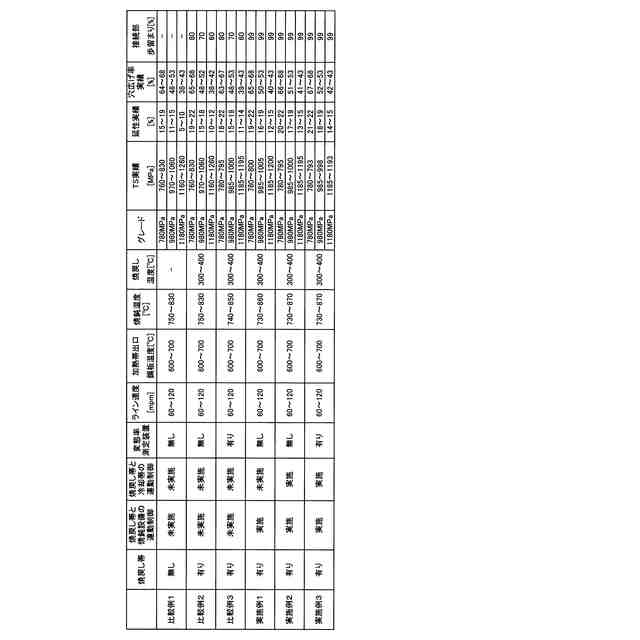
本発明者らは、このような問題を解決すべく鋭意検討を重ねた結果、以下のような知見を得た。本発明の対象となる図1に示すような鋼板製造設備において、目標となる機械特性が切り替わる鋼帯のつなぎ目前後で、先行材の焼戻し帯での加熱温度を元に、後行材が通板した際の機械特性、特に伸び値を予測し、その予測値と目標の伸び値との差を低減するように、後行材通過前に連続焼鈍設備の熱処理条件、特に均熱帯での鋼板加熱温度を変更することで、焼戻し帯での熱処理条件の変更が遅れた場合でも、その熱処理条件に合わせて均熱帯での熱処理条件を変更することで、目標となる機械特性が全長にわたって得られることを着想した。
【0009】
本発明は、上記のような知見と着想に基づいてなされたものであり、以下の特徴を有している。
[1]鋼板搬送方向に、加熱帯と、均熱帯と、冷却帯と、をこの順で有する鋼板の連続焼鈍設備と、
前記冷却帯の前記鋼板搬送方向の下流に、少なくとも急速冷却帯と、焼戻し帯と、をこの順で有する焼鈍後熱処理設備と、
少なくとも前記均熱帯と前記焼戻し帯に設置される前記鋼板の温度測定装置と、
を備える鋼板製造設備における前記連続焼鈍設備での鋼板加熱温度の制御方法であって、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度に基づいて、前記鋼板の伸び値および穴広げ率を含む機械特性値を予測する機械特性予測ステップと、
該機械特性予測ステップで予測した前記機械特性値を前記鋼板の目標機械特性値に補正し、補正された前記機械特性値に基づいて熱処理条件を決定する熱処理条件演算ステップと、
該熱処理条件演算ステップで決定した熱処理条件に基づいて、前記連続焼鈍設備のうち、少なくとも前記均熱帯での鋼板加熱温度を制御する熱処理条件制御ステップと、
を含む、鋼板製造設備の制御方法。
[2]前記熱処理条件制御ステップにおいて、前記熱処理条件演算ステップで決定した熱処理条件に基づいて、前記均熱帯での鋼板加熱温度と、前記冷却帯での鋼板冷却条件とを制御する、前記[1]に記載の鋼板製造設備の制御方法。
[3]前記鋼板製造設備において、前記鋼板搬送方向に、前記均熱帯出側から前記焼戻し帯出側までのうち少なくとも1箇所で前記鋼板のオーステナイト分率を測定する変態率測定装置をさらに備え、
前記機械特性予測ステップでは、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度と、前記変態率測定装置で測定したオーステナイト分率とに基づいて、前記鋼板の機械特性値を予測する、前記[1]または[2]に記載の鋼板製造設備の制御方法。
[4]鋼板搬送方向に、加熱帯と、均熱帯と、冷却帯と、をこの順で有する鋼板の連続焼鈍設備と、
前記冷却帯の前記鋼板搬送方向の下流に、少なくとも急速冷却帯と、焼戻し帯と、をこの順で有する焼鈍後熱処理設備と、
少なくとも前記均熱帯と前記焼戻し帯に設置される前記鋼板の温度測定装置と、
を備える鋼板製造設備であって、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度に基づいて、前記鋼板の伸び値および穴広げ率を含む機械特性値を予測する機械特性予測部と、
該機械特性予測部で予測した前記機械特性値を前記鋼板の目標機械特性値に補正し、補正された前記機械特性値に基づいて熱処理条件を決定する熱処理条件演算部と、
該熱処理条件演算部で決定した熱処理条件に基づいて、前記連続焼鈍設備のうち、少なくとも前記均熱帯での鋼板加熱温度を制御する熱処理条件制御部と、
をさらに備える、鋼板製造設備。
[5]前記熱処理条件制御部において、前記熱処理条件演算部で決定した熱処理条件に基づいて、前記均熱帯での鋼板加熱温度と、前記冷却帯での鋼板冷却条件とを制御する、前記[4]に記載の鋼板製造設備。
[6]前記鋼板搬送方向に、前記均熱帯出側から前記焼戻し帯出側までのうち少なくとも1箇所で前記鋼板のオーステナイト分率を測定する変態率測定装置を備え、
前記機械特性予測部では、
前記温度測定装置で測定した前記焼戻し帯での鋼板加熱温度と、前記変態率測定装置で測定したオーステナイト分率とに基づいて、前記鋼板の機械特性値を予測する、前記[4]または[5]に記載の鋼板製造設備。
【発明の効果】
【0010】
本発明によれば、製造される鋼板について、所望の機械特性を精度良く得ることを可能にする。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
3か月前
新和環境株式会社
炉システム
3か月前
株式会社戸畑製作所
高炉用羽口
5か月前
日本製鉄株式会社
転炉精錬方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
富士電子工業株式会社
焼き入れ装置
4か月前
日本製鉄株式会社
スラグの排出方法
4か月前
中外炉工業株式会社
連続式熱処理炉
1か月前
個人
製鋼用副資材及びその製造方法
5か月前
株式会社伊原工業
還元鉄の製造方法
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
27日前
株式会社デンケン
高温炉
3か月前
日本製鉄株式会社
溶銑の予備処理方法
1日前
中外炉工業株式会社
前処理装置
15日前
大同特殊鋼株式会社
浸炭部材の製造方法
23日前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
日本製鉄株式会社
脱りん方法
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
脱炭精錬方法
5か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
3か月前
日本製鉄株式会社
鋼の製造方法
15日前
富士電子工業株式会社
クランクシャフト支持装置
1か月前
日本製鉄株式会社
棒製品の製造方法
15日前
株式会社神戸製鋼所
溶銑の脱りん方法
5か月前
JFEスチール株式会社
高強度鋼板の製造方法
5か月前
株式会社サンノハシ
金属加工品の製造方法
2か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
JFEスチール株式会社
高周波焼入部品の製造方法
5か月前
日本製鉄株式会社
金属溶解方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ