TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091780
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207235
出願日
2023-12-07
発明の名称
溶鉄の吹錬方法及び溶鋼の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21C
5/30 20060101AFI20250612BHJP(鉄冶金)
要約
【課題】転炉型精錬炉における吹錬処理のスタティック制御において、最適な石灰投入量を決定することができる、溶鉄の吹錬方法及び溶鋼の製造方法を提供すること。
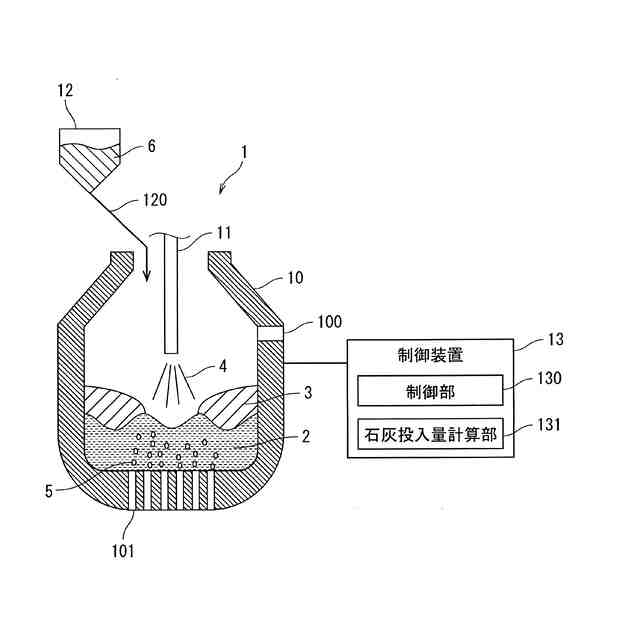
【解決手段】溶銑を吹錬処理して溶鋼を製造する、吹錬方法であって、吹錬初期の石灰投入量を決定する際に、推定されるスラグ3中のFeO濃度、CaO濃度及びMgO濃度、並びに設定される終点溶鋼温度を用いたP分配式からP分配比を算出し、P分配比と、溶銑中のP濃度と、目標とする終点溶鋼P濃度とに基づいて石灰投入量を決定する。
【選択図】 図1
特許請求の範囲
【請求項1】
溶銑を吹錬処理して溶鋼を製造する、溶鉄の吹錬方法であって、
吹錬初期の石灰投入量を決定する際に、
推定されるスラグ中のFeO濃度、CaO濃度及びMgO濃度、並びに設定される終点溶鋼温度を用いたP分配式からP分配比を算出し、
前記P分配比と、前記溶銑中のP濃度と、目標とする終点溶鋼P濃度とに基づいて前記石灰投入量を決定する、溶鉄の吹錬方法。
続きを表示(約 1,200 文字)
【請求項2】
前記石灰投入量を決定する際に、さらに、直前の吹錬処理で発生したスラグである残留スラグの量とP濃度とに基づいて前記石灰投入量を決定する、請求項1に記載の溶鉄の吹錬方法。
【請求項3】
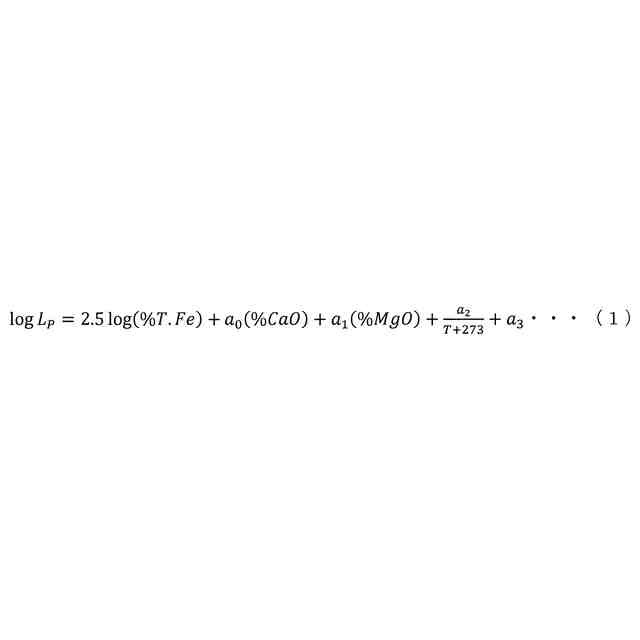
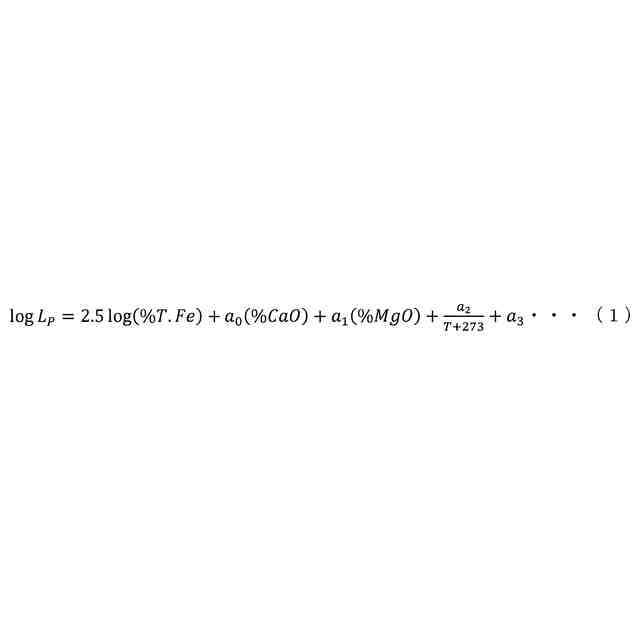
前記P分配比を算出する際に、(1)式のP分配式を用いる、請求項1又は2に記載の溶鉄の吹錬方法。
TIFF
2025091780000013.tif
17
164
ここで、
L
P
:P分配比
(%T.Fe):スラグ中のFeO濃度(mass%)
(%CaO):スラグ中のCaO濃度(mass%)
(%MgO):スラグ中のMgO濃度(mass%)
T:終点溶鋼温度(℃)
a
0
,a
1
,a
2
,a
3
:定数
【請求項4】
過去の実績値を用いた重回帰分析を行い、前記(1)式の定数a
0
,a
1
,a
2
,a
3
を設定する、請求項3に記載の溶鉄の吹錬方法。
【請求項5】
前記終点溶鋼P濃度に応じて、前記(1)式の定数a
0
,a
1
,a
2
,a
3
がそれぞれ複数設定される、請求項4に記載の溶鉄の吹錬方法。
【請求項6】
前記終点溶鋼P濃度が10×10
-3
mass%以下である場合、前記終点溶鋼P濃度が10×10
-3
mass%超20×10
-3
mass%以下である場合、前記終点溶鋼P濃度が20×10
-3
mass%超である場合について、前記(1)式の定数a
0
,a
1
,a
2
,a
3
をそれぞれ設定する、請求項5に記載の溶鉄の吹錬方法。
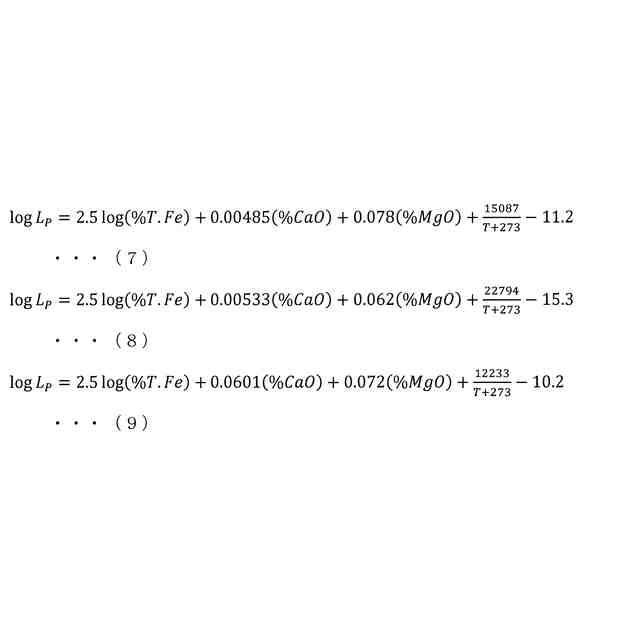
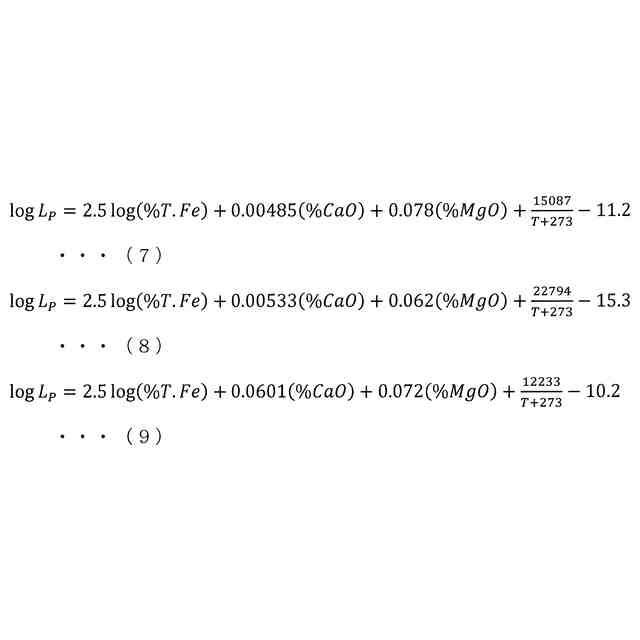
【請求項7】
前記P分配比を算出する際に、前記終点溶鋼P濃度が10×10
-3
mass%以下である場合に(7)式を用い、前記終点溶鋼P濃度が10×10
-3
mass%超20×10
-3
mass%以下である場合に(8)式を用い、前記終点溶鋼P濃度が20×10
-3
mass%超である場合に(9)式を用いる、請求項3に記載の溶鉄の吹錬方法。
TIFF
2025091780000014.tif
64
164
【請求項8】
請求項1に記載の溶鉄の吹錬方法を用いて溶鋼を製造する、溶鋼の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鉄の吹錬方法及び溶鋼の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来より、転炉型精錬炉の吹錬処理においては、吹錬終了直後の時点である終点での溶鋼中P濃度(終点溶鋼P濃度)を適正に制御するための石灰投入量を決定する方法について、数々の手法が行われている。その中でも吹錬初期に投入する石灰投入量を適正化することは重要である。吹錬初期に投入する石灰投入量が少ない場合、吹錬時間が8割経過した以降の吹錬末期において、ダイナミック制御による石灰投入が行われる。吹錬末期での石灰投入は、石灰が滓化しきらず、P成分の規格外れが生じる場合がある。逆に、吹錬初期に投入する石灰投入量が過剰である場合、石灰原単位の増加となりコスト悪化を招く。
【0003】
そこで、特許文献1には、転炉型精錬炉の吹錬処理のスタティック制御における適正な石灰投入計算式として、溶銑珪素濃度、終点溶鋼炭素濃度、終点溶鋼温度、溶銑率、終点溶鋼りん濃度を用いる方法が開示されている。スタティック制御とは、溶銑情報から目標温度、目標成分に必要な酸素量、媒溶材を吹錬処理の前にモデル計算する制御である。また、特許文献1では、石灰投入量の決定に関する最適な操業は、過剰脱Pとならない範囲内で、後工程で問題が生じない程度まで終点溶鋼炭素を上昇する操業となっている。
【先行技術文献】
【特許文献】
【0004】
特開平11-117013号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、現在の転炉型精錬炉における吹錬処理の主流は、終点炭素濃度を低くすることで、溶銑中の炭素を熱源としてスクラップ溶解に活用する吹錬処理となる。このような吹錬処理では、終点溶鋼C濃度が低くなるため、FeOが生成しやすく、脱Pに有利な条件となる。
【0006】
しかしながら、特許文献1の吹錬方法は、後工程のために終点溶鋼C濃度を確保する吹錬条件であるため、FeOが生成しにくく、脱Pに不利な条件であった。つまり、特許文献1の吹錬方法は、現在主流の吹錬処理に比べて、FeOの生成し易さが異なるため、脱P寄与の仕方が異なる。したがって、終点溶鋼C濃度を低くする吹錬処理に特許文献1の吹錬方法を用いた場合、石灰が過剰となってしまう問題があった。
【0007】
そこで、本発明は、上記の課題に着目してなされたものであり、転炉型精錬炉における吹錬処理のスタティック制御において、最適な石灰投入量を決定することができる、溶鉄の吹錬方法及び溶鋼の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
(1)本発明の一態様によれば、溶銑を吹錬処理して溶鋼を製造する、溶鉄の吹錬方法であって、吹錬初期の石灰投入量を決定する際に、推定されるスラグ中のFeO濃度、CaO濃度及びMgO濃度、並びに設定される終点溶鋼温度を用いたP分配式からP分配比を算出し、上記P分配比と、上記溶銑中のP濃度と、目標とする終点溶鋼P濃度とに基づいて上記石灰投入量を決定する、溶鉄の吹錬方法が提供される。
【0009】
(2)上記(1)の溶鉄の吹錬方法において、上記石灰投入量を決定する際に、さらに、直前の吹錬処理で発生したスラグである残留スラグの量とP濃度とに基づいて上記石灰投入量を決定する。
【0010】
(3)上記(1)又は(2)の溶鉄の吹錬方法において、上記P分配比を算出する際に、(1)式のP分配式を用いる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
4か月前
新和環境株式会社
炉システム
4か月前
日本製鉄株式会社
転炉精錬方法
4か月前
株式会社戸畑製作所
高炉用羽口
6か月前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶銑の脱硫方法
6か月前
富士電子工業株式会社
焼入れ装置
1日前
日本製鉄株式会社
溶鋼の製造方法
1日前
個人
製鋼用副資材及びその製造方法
6か月前
中外炉工業株式会社
連続式熱処理炉
2か月前
日本製鉄株式会社
スラグの排出方法
5か月前
富士電子工業株式会社
焼き入れ装置
5か月前
株式会社伊原工業
還元鉄の製造方法
4か月前
中外炉工業株式会社
前処理装置
1か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
株式会社デンケン
高温炉
4か月前
日本製鉄株式会社
溶銑の予備処理方法
29日前
大同特殊鋼株式会社
浸炭部材の製造方法
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
5日前
JFEスチール株式会社
高炉の原料装入方法
12日前
日本製鉄株式会社
脱りん方法
2か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
29日前
大同特殊鋼株式会社
熱処理設備
7日前
日本製鉄株式会社
脱炭精錬方法
6か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
3か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
4か月前
富士電子工業株式会社
クランクシャフト支持装置
2か月前
日本製鉄株式会社
鋼の製造方法
3か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
6か月前
JFEスチール株式会社
高強度鋼板の製造方法
6か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ