TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091373
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2024206810
出願日
2024-11-27
発明の名称
超薄型フレキシブルガラスの製造装置および方法
出願人
彩虹顕示器件股ふん有限公司
代理人
個人
,
個人
主分類
C03B
23/037 20060101AFI20250611BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】工場建物の高さの制限を受けず、加熱の不均一さによって生じる厚さの不均一性の問題を解決できる、超薄型フレキシブルガラスの製造装置および製造方法を提供する。
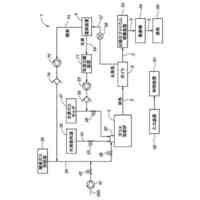
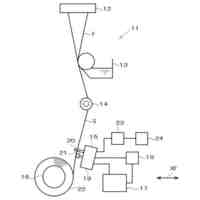
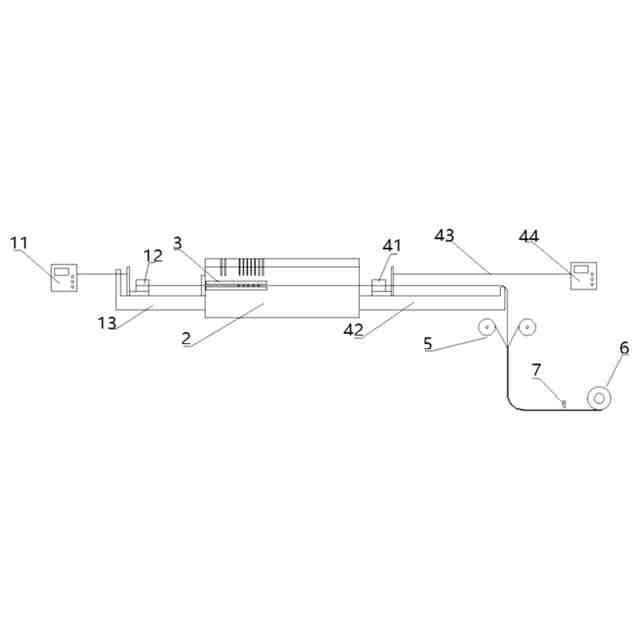
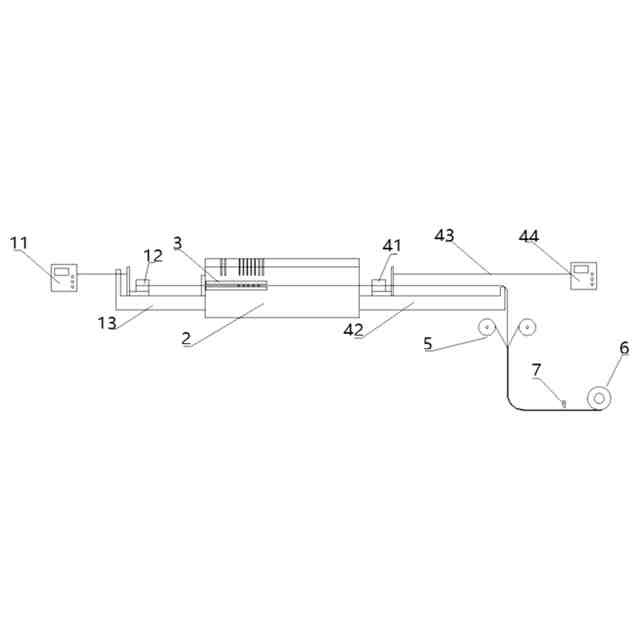
【解決手段】供給システム、予熱加熱焼鈍炉体2、端部クランプシステム3、ストレッチシステム、コーティングシステム5、巻き戻しシステム6、切断システム7を設置することで、フレキシブルガラスの全体的な製造の要件を満たし、クランプシステム3はガラスの両端をクランプし、ガラスの排出端をストレッチし、供給端から材料を供給し、送りとストレッチの連続的なストレッチを形成する。炉本体およびストレッチ装置は全体として水平に設置される、工場建物の高さの制限を受けず、高所作業を回避できる。特に、厚さが不均一な素板の利用率を向上させることができる。
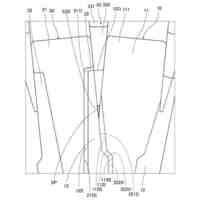
【選択図】図1
特許請求の範囲
【請求項1】
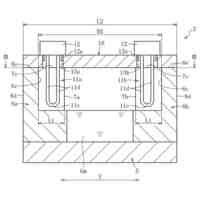
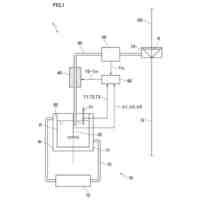
予熱加熱焼鈍炉体(2)を含み、前記予熱加熱焼鈍炉体(2)の両側にはそれぞれ供給システム(1)およびストレッチシステム(4)が設けられ、前記予熱加熱焼鈍炉体(2)の供給端から炉内にかけて端部クランプシステム(3)が配置され、前記ストレッチシステム(4)にはコーティングシステム(5)、巻き戻しシステム(6)および切断システム(7)が順次に接続され、
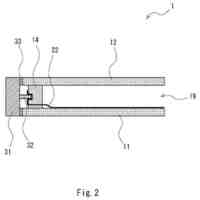
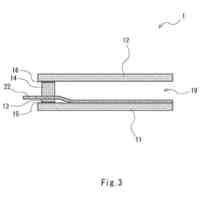
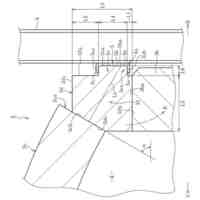
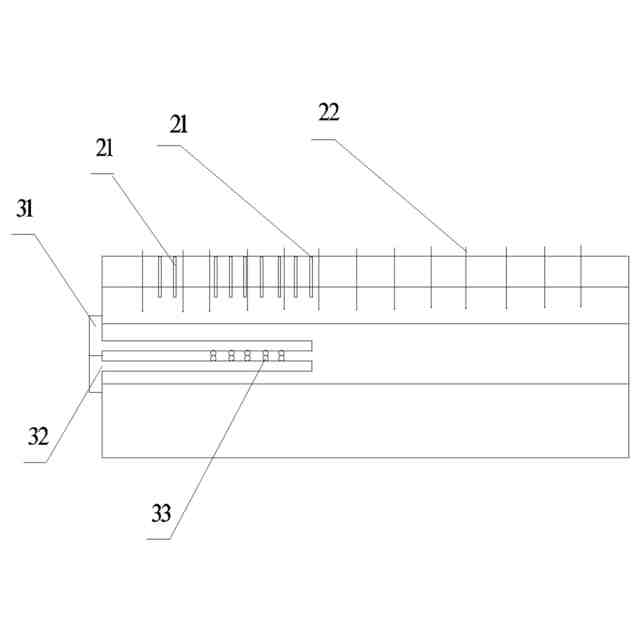
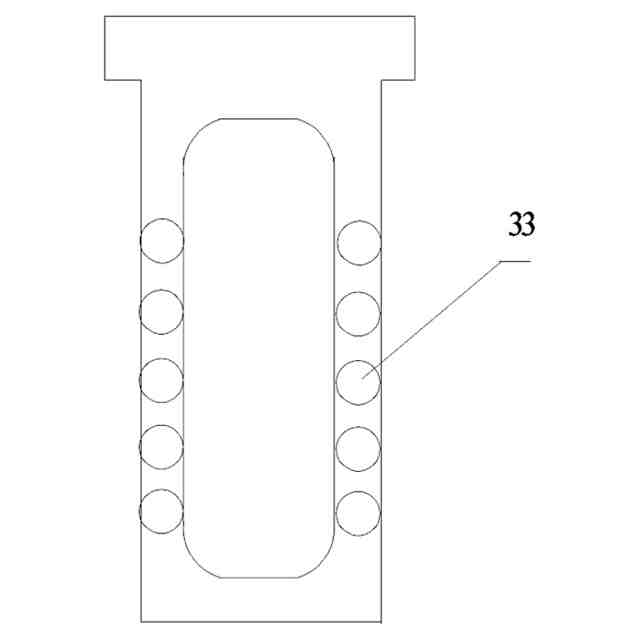
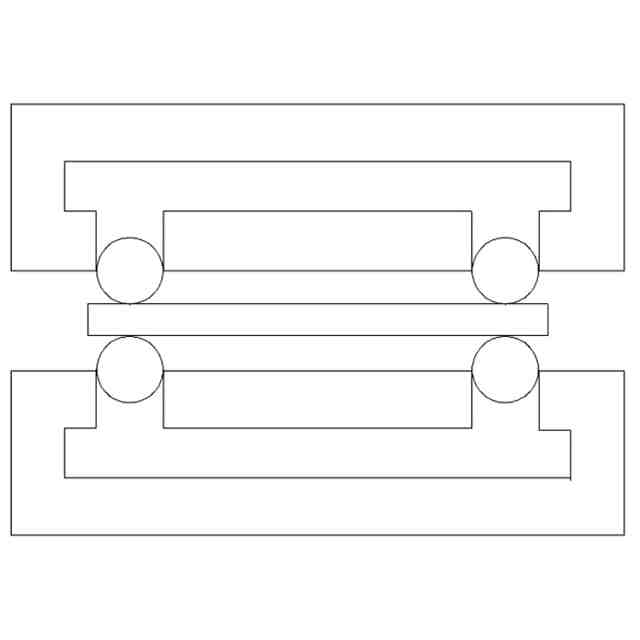
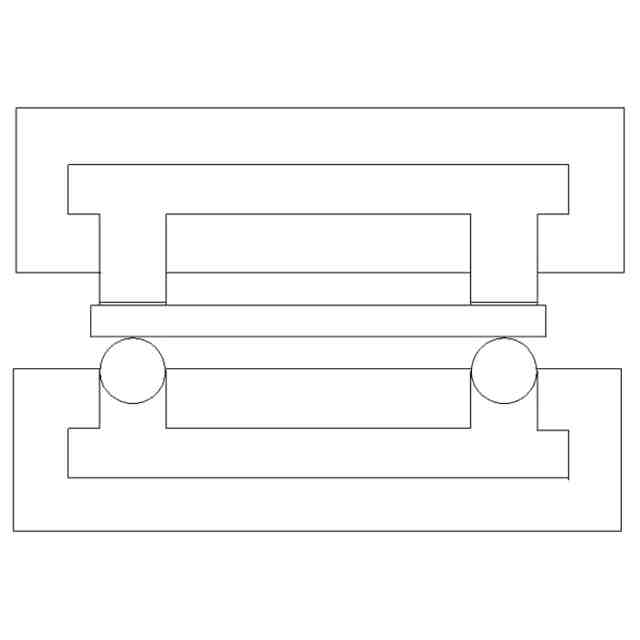
前記端部クランプシステム(3)は第一クランプ装置(31)および第二クランプ装置(32)を含み、前記第一クランプ装置(31)および前記第二クランプ装置(32)のいずれも積層バーおよび積層支持体によって形成され、前記積層支持体は前記積層バーと垂直に接続され、前記予熱加熱焼鈍炉体(2)の炉口に配置され、前記積層バーの上下にはローラー(33)が設けられている、超薄型フレキシブルガラス製造装置。
続きを表示(約 1,700 文字)
【請求項2】
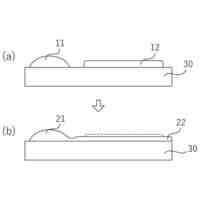
前記供給システム(1)は供給駆動装置(11)、供給端クランプ装置(12)および供給ガイドレール(13)を含み、前記供給駆動装置(11)は前記供給ガイドレール(13)の一側に接続され、前記供給端クランプ装置(12)は前記供給ガイドレール(13)上に配置されている、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項3】
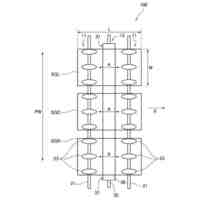
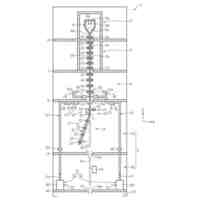
前記予熱加熱焼鈍炉体(2)の中心部はチャンネル状に供給端と排出端を接続し、前記予熱加熱焼鈍炉体(2)のチャンネル外側には断熱層および耐火繊維断熱層が設けられ、前記予熱加熱焼鈍炉体(2)の予熱部と加熱部の間、および前記加熱部と焼鈍部の間には断熱合板が設けられ、前記断熱合板の前記チャンネル内おける断面サイズは調整可能であり、前記予熱加熱焼鈍炉体(2)内には炉体加熱装置(21)が設けられ、前記炉体加熱装置(21)は予熱加熱と軟化加熱の2つのモジュールに分かれ、各加熱モジュールはそれぞれ複数グループの加熱線または加熱棒を有する、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項4】
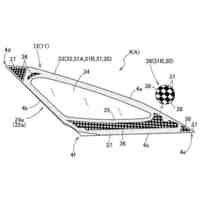
前記予熱加熱焼鈍炉体(2)内には炉体温度制御装置が設けられ、前記炉体温度制御装置はプログラム可能なPID制御装置、電流計、電圧計および温度測定用熱電対(22)を含み、前記温度測定用熱電対(22)は前記予熱部、前記加熱部および前記焼鈍部の上方に網目状に配置されている、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項5】
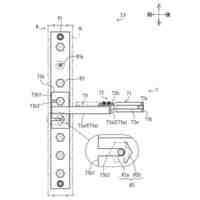
前記ストレッチシステム(4)は前記予熱加熱焼鈍炉体(2)の焼鈍口に接続され、
前記ストレッチシステム(4)は、排出端クランプ装置(41)、ストレッチ動作ガイドレール(42)、ストレッチアーム(43)および引張駆動装置(44)を含み、
前記排出端クランプ装置(41)は前記ストレッチ動作ガイドレール(42)上に配置され、前記排出端クランプ装置(41)は前記ストレッチアーム(43)に接続され、前記引張駆動装置(44)は前記ストレッチアーム(43)に作用してクランプされたガラスを引張力で引き伸ばす、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項6】
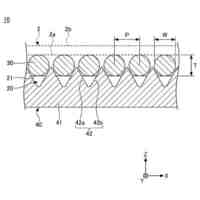
前記コーティングシステム(5)は厚さ0.1~0.5mmのコーティングフィルムを静電吸着によりガラスの両面に付着させる、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項7】
前記コーティングに用いる前記コーティングフィルムはポリエチレンフィルム、ポリプロピレンフィルム、ポリ塩化ビニルフィルムまたはポリエステルフィルムから選択される、請求項6に記載の超薄型フレキシブルガラス製造装置。
【請求項8】
前記切断システム(7)は切断刃、切断刃駆動装置および切断除塵装置を含む、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項9】
前記端部クランプシステム(3)にはさらに端部冷却装置が接続されている、請求項1に記載の超薄型フレキシブルガラス製造装置。
【請求項10】
請求項1から9のいずれか一項に記載の超薄型フレキシブルガラス製造装置に基づく超薄型フレキシブルガラスの製造方法であって、
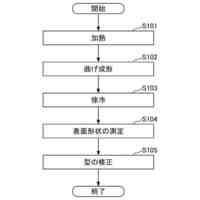
ガラス原板を炉体のチャンネル内に搬送し、端部クランプシステム(3)によってクランプし、搬送されたガラスを予熱加熱焼鈍炉体(2)内で予熱し、前記ガラスが予熱温度に達した後、加熱ゾーンに進入させ、前記ガラスを均一に加熱してストレッチ温度で軟化させ、その後前記ガラスをストレッチシステム(4)に送り込んでストレッチを行い、引き伸ばされたガラスを精密に焼鈍した後、コーティングシステム(5)に送ってコーティングを行い、コーティングが終了した後、巻き戻しシステム(6)に送り込んで巻き戻しを行い、切断システム(7)で、所定の巻き戻しサイズに従って巻き戻しを完了することを特徴とする超薄型フレキシブルガラスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超薄型フレキシブルガラスの製造分野に属し、具体的には超薄型フレキシブルガラスの製造装置および方法に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ディスプレイ産業の急速な発展に伴い、ディスプレイ製品の主要基材である電子ガラスは、大型化と軽量化を続けており、紙のように「巻く」「折りたたむ」ことができるフレキシブルガラスが登場している。フレキシブルガラスは、ガラス本来の安定した物理化学的特性を有し、柔軟性が高く、曲げ強度も強いため、フレキシブルディスプレイ、ITO導電膜ガラス基板、OLED照明、フレキシブル薄型太陽電池などの分野において広範な応用が期待され、現在および将来において最も有望な材料の一つとなっている。
【0003】
現在、フレキシブルガラスの製造方法には、フロート法、オーバーフロー法、スリットダウンドロ法、リドロー法、化学的薄化法などがある。オーバーフロー法は、ガラスの表面品質は優れているが、この方法ではガラス液がオーバーフローブリックの先端に集まりスラブ根を形成するため、基本的な厚みがあり、薄化の難易度が高くなる。スリットダウンドロ法は、ガラススラブ根の問題を解決するが、材料が貴金属に限られ、依然としてコストが高い。フロート法で超薄型フレキシブルガラスを生産するには、ガラス液の重力と表面張力を克服するために、エッジングマシンやトラクションロールを追加する必要があり、ガラスの下表面に形成される錫の浸透層は、さらなる加工が必要となる。化学的薄化法では、ガラスの薄化に限界があり、基材に微細なひび割れがあることに対して要求が厳格であり、さらにフッ化水素酸などの化学的薄化薬剤は腐食性が強く、ガラスの薄化に予想外の圧力をかけることがある。リドロー法は母材の二次的な拡張であり、原理が簡単で、投資が少なく、製造スペースも小さいなどの特徴があり、他の製造方法と比較してフレキシブルガラスの製造研究や実装において簡単に始めることができる選択肢である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来のリドロー法では、多くの場合、垂直ダウンドロモードが使用されているが、このモードでは工場建物の高さに対する要求が高く、材料の供給が難しく、連続生産が困難で、不均一な加熱による厚さが不均一になったり、板が割れたりすることがあり、原材料の利用率が低く、生産性が低いという問題がある。
【課題を解決するための手段】
【0005】
本発明は、超薄型フレキシブルガラスの製造装置および方法を開示し、フレキシブルガラスの製造過程で加熱の不均一さによって生じる厚さの不均一性の問題を解決することを目的とする。
【0006】
本発明は、上記目的を達成するために、以下の技術的手段を採用する。
本発明は、予熱加熱焼鈍炉体(2)を含み、前記予熱加熱焼鈍炉体(2)の両側にはそれぞれ供給システム(1)およびストレッチシステム(4)が設けられ、前記予熱加熱焼鈍炉体(2)の供給端から炉内にかけて端部クランプシステム(3)が配置され、前記ストレッチシステム(4)にはコーティングシステム(5)、巻き戻しシステム(6)および切断システム(7)が順次に接続され、前記端部クランプシステム(3)は第一クランプ装置(31)および第二クランプ装置(32)を含み、前記第一クランプ装置(31)および前記第二クランプ装置(32)のいずれも積層バーおよび積層支持体によって形成され、前記積層支持体は前記積層バーと垂直に接続され、前記予熱加熱焼鈍炉体(2)の炉口に配置され、前記積層バーの上下にはローラー(33)が設けられている、超薄型フレキシブルガラス製造装置を開示する。
【0007】
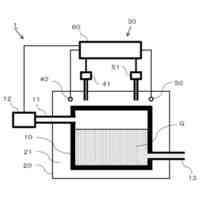
さらに、前記供給システム(1)は供給駆動装置(11)、供給端クランプ装置(12)および供給ガイドレール(13)を含み、前記供給駆動装置(11)は前記供給ガイドレール(13)の一側に接続され、前記供給端クランプ装置(12)は前記供給ガイドレール(13)上に配置されている。
【0008】
さらに、前記予熱加熱焼鈍炉体(2)の中心部はチャンネル状に供給端と排出端を接続し、前記予熱加熱焼鈍炉体(2)のチャンネル外側には断熱層および耐火繊維断熱層が設けられ、前記予熱加熱焼鈍炉体(2)の予熱部と加熱部の間、および前記加熱部と焼鈍部の間には断熱合板が設けられ、前記断熱合板の前記チャンネル内おける断面サイズは調整可能であり、前記予熱加熱焼鈍炉体(2)内には炉体加熱装置(21)が設けられ、前記炉体加熱装置(21)は予熱加熱と軟化加熱の2つのモジュールに分かれ、各加熱モジュールはそれぞれ複数グループの加熱線または加熱棒を有する。
【0009】
さらに、前記予熱加熱焼鈍炉体(2)内には炉体温度制御装置が設けられ、前記炉体温度制御装置はプログラム可能なPID制御装置、電流計、電圧計および温度測定用熱電対(22)を含み、前記温度測定用熱電対(22)は前記予熱部、前記加熱部および前記焼鈍部の上方に網目状に配置されている。
【0010】
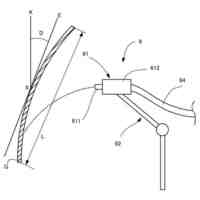
さらに、前記ストレッチシステム(4)は前記予熱加熱焼鈍炉体(2)の焼鈍口に接続され、前記ストレッチシステム(4)は、排出端クランプ装置(41)、ストレッチ動作ガイドレール(42)、ストレッチアーム(43)および引張駆動装置(44)を含み、前記排出端クランプ装置(41)は前記ストレッチ動作ガイドレール(42)上に配置され、前記排出端クランプ装置(41)は前記ストレッチアーム(43)に接続され、前記引張駆動装置(44)は前記ストレッチアーム(43)に作用してクランプされたガラスを引張力で引き伸ばす。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
ガラス材
2か月前
個人
ガラス製品の製造方法
13日前
株式会社フジクラ
シール装置
1か月前
日本電気硝子株式会社
ガラスの製造方法
29日前
日本電気硝子株式会社
ガラス繊維用組成物
20日前
日本電気硝子株式会社
ガラス繊維用組成物
1か月前
日本板硝子株式会社
自動車用窓ガラス
2か月前
株式会社オハラ
光学ガラス
1か月前
AGC株式会社
ガラス板の製造方法
2か月前
日東電工株式会社
ガラス樹脂複合体
3か月前
信越化学工業株式会社
ガラス母材の延伸方法
1日前
日本電気硝子株式会社
フィーダー
1か月前
AGC株式会社
ガラスペースト
1か月前
株式会社オハラ
光学ガラスおよび光学素子
1か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
日本板硝子株式会社
車両用合わせガラス体
2日前
AGC株式会社
洗浄部材の位置決め方法
1か月前
東洋ガラス株式会社
ガラス製造装置
2か月前
日本電気硝子株式会社
ガラス物品の製造方法
2か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
1か月前
AGC株式会社
ガラス及びその製造方法
2日前
AGC株式会社
成形装置、及び成形方法
1日前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
2か月前
住友電気工業株式会社
光ファイバの製造方法
2か月前
株式会社オハラ
結晶相を含むガラス
2か月前
株式会社オハラ
結晶相を含むガラス
2か月前
AGC株式会社
ガラス板及びディスプレイ装置
21日前
AGC株式会社
ガラス板及びディスプレイ装置
21日前
日本板硝子株式会社
機能性膜付きガラス基材
2か月前
日本電気硝子株式会社
ガラス繊維の製造装置、及びガラス繊維の製造方法
2か月前
信越化学工業株式会社
SiOH含有光ファイバ母材及びその評価方法
1か月前
日本電気硝子株式会社
ガラス板の製造方法及び製造装置
2か月前
日本電気硝子株式会社
溶融炉及びガラス物品の製造方法
3か月前
日本電気硝子株式会社
ガラス板搬送装置
29日前
積水化学工業株式会社
熱可塑性樹脂膜、積層体及び合わせガラス
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ