TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025057104
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023166771
出願日
2023-09-28
発明の名称
ガラス樹脂複合体
出願人
日東電工株式会社
代理人
個人
,
個人
主分類
C03C
17/34 20060101AFI20250402BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】ロール・ツー・ロールプロセスを用いてもガラスの表面の有効領域における割れの発生を抑制できるガラス樹脂複合体を提供する。
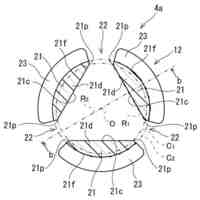
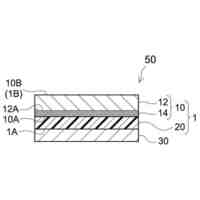
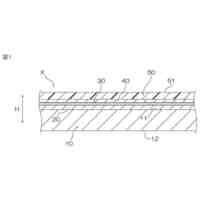
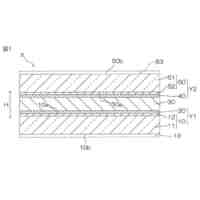
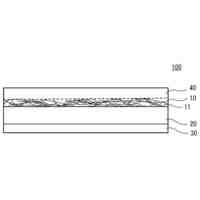
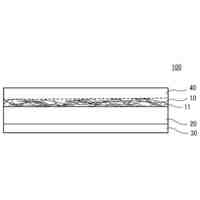
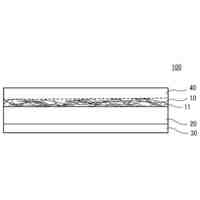
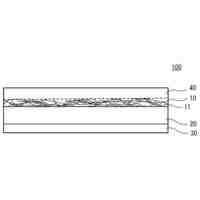
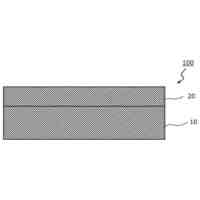
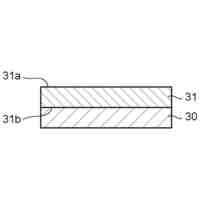
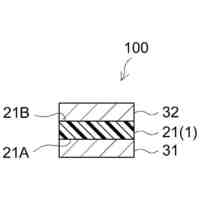
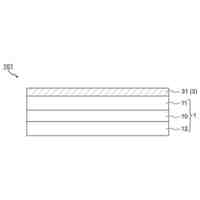
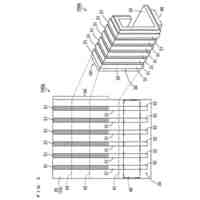
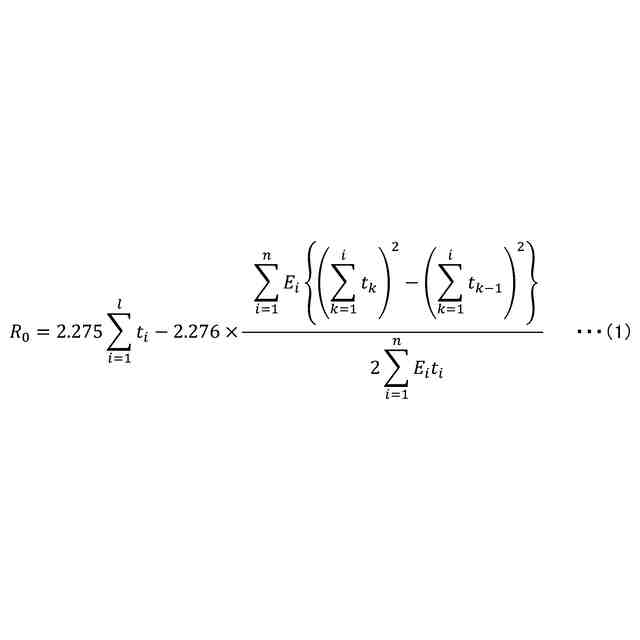
【解決手段】本発明に係るガラス樹脂複合体は、ガラスシートの少なくとも一方の面に1つ以上の樹脂層を有するガラス樹脂複合体であって、前記ガラス樹脂複合体の厚さが、800μm以下であり、前記ガラス樹脂複合体を一方の面側に下記式(1)を満たす曲率半径で曲げた時に、前記ガラスシートに発生する割れの確率が、10%以下である。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025057104000008.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">60</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">169</com:WidthMeasure> </com:Image>
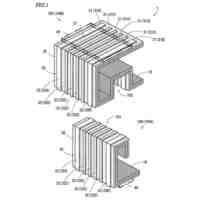
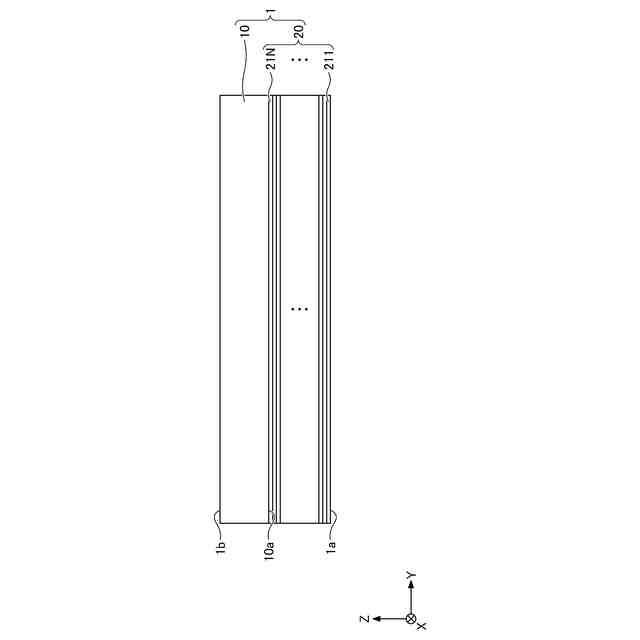
【選択図】図1
特許請求の範囲
【請求項1】
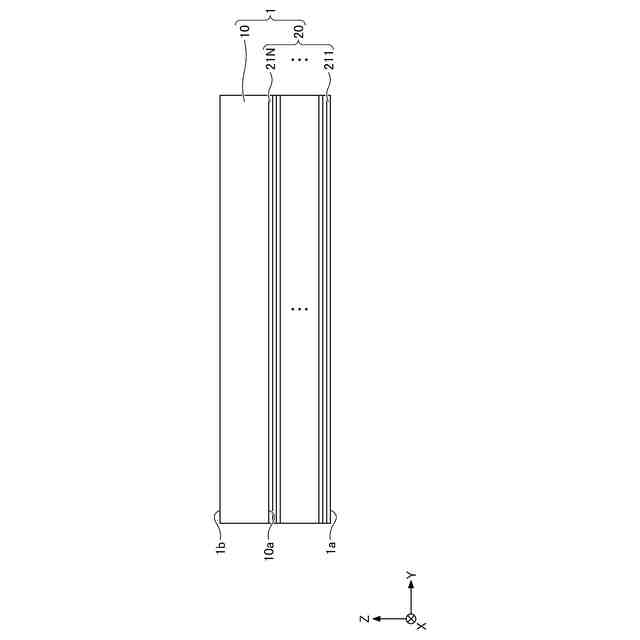
ガラスシートの少なくとも一方の面に1つ以上の樹脂層を有するガラス樹脂複合体であって、
前記ガラス樹脂複合体の厚さが、800μm以下であり、
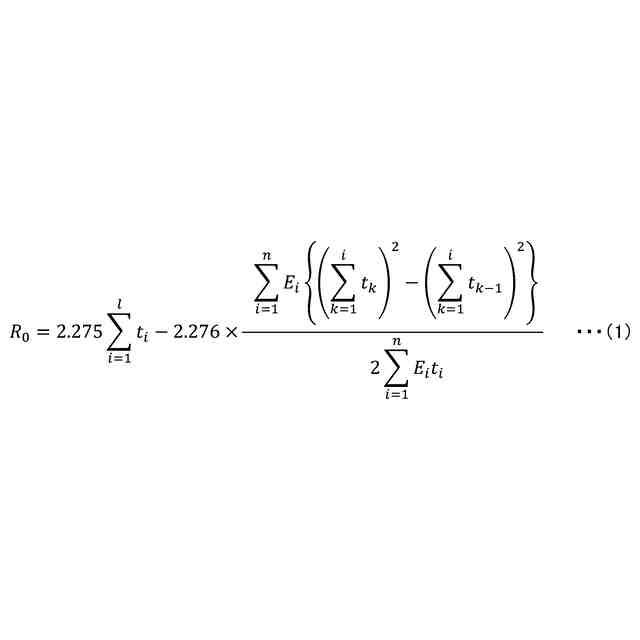
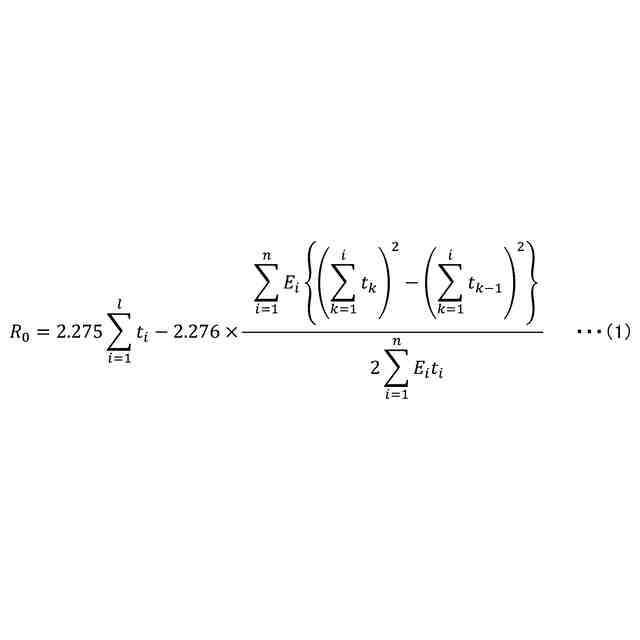
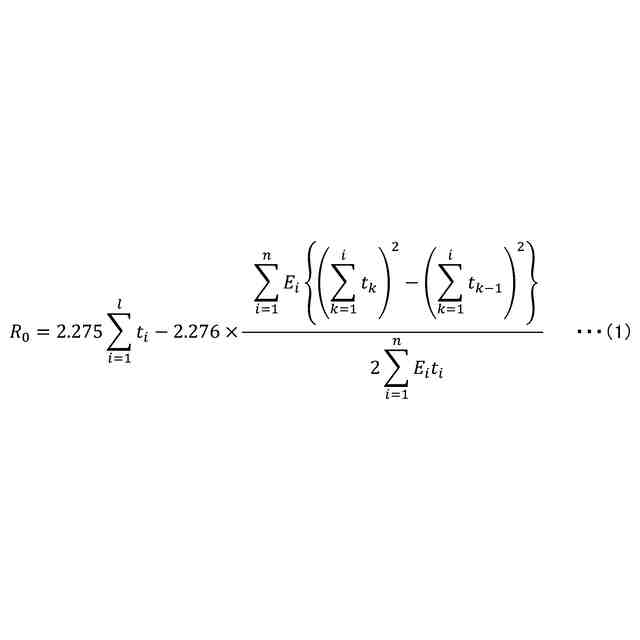
前記ガラス樹脂複合体を前記ガラス樹脂複合体の一方の面側に下記式(1)を満たす曲率半径で曲げた時に、前記ガラスシートに発生する割れの確率が、10%以下であるガラス樹脂複合体。
TIFF
2025057104000007.tif
60
169
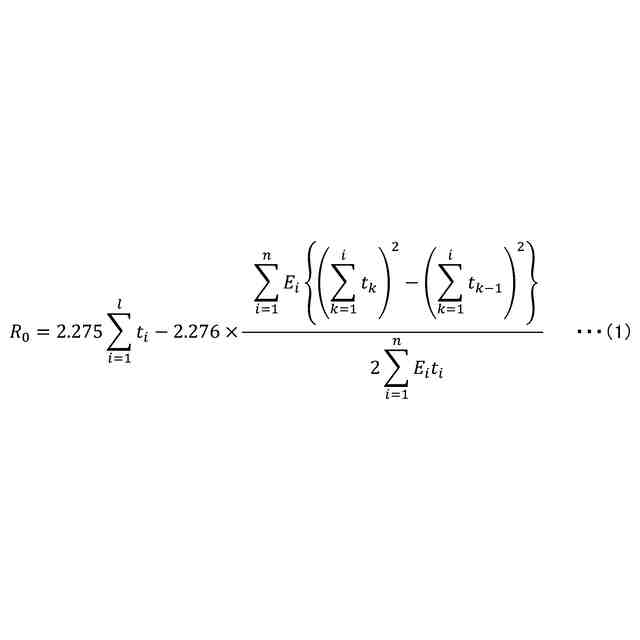
(式(1)中、R
0
は、ガラス樹脂複合体の内側の曲率半径[mm]であり、i、kは、整数であり、lは、樹脂ガラス複層体の内側から層を数えた時のガラスシートまでの樹脂層とガラスシートを合わせた層数[層]であり、nは、全層数[層]であり、E
i
は、i層目のヤング率[MPa]であり、t
i
は、i層目の樹脂層の厚さ[μm]であり、t
0
は、0である。)
続きを表示(約 300 文字)
【請求項2】
前記ガラス樹脂複合体を前記ガラス樹脂複合体の他方の面側に下記式(1)を満たす曲率半径で曲げた時に、前記ガラスシートに発生する割れの確率が、10%以下である請求項1に記載のガラス樹脂複合体。
【請求項3】
前記ガラスシートの厚さが、前記ガラス樹脂複合体の前記厚さに対して、20%~75%である請求項1に記載のガラス樹脂複合体。
【請求項4】
前記ガラスシートの厚さが、30μm~300μmである請求項1に記載のガラス樹脂複合体。
【請求項5】
前記曲率半径が、前記ガラス樹脂複合体が接するロールの半径である請求項1に記載のガラス樹脂複合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラス樹脂複合体に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
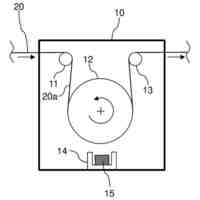
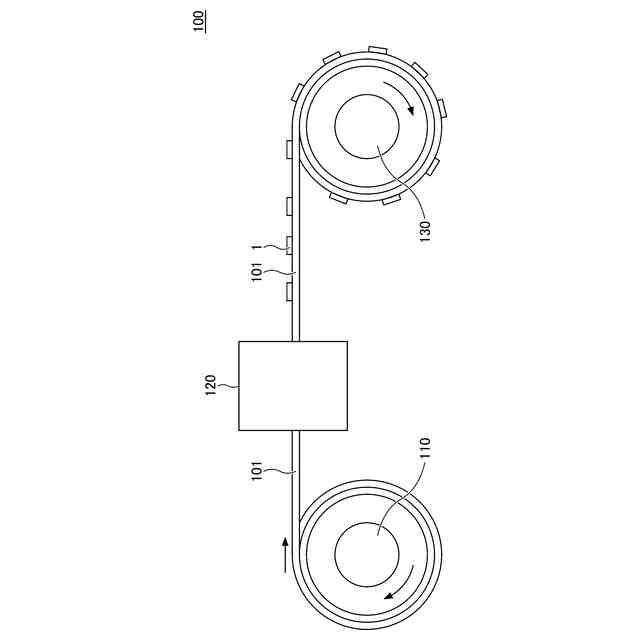
液晶表示素子及び有機EL素子等の画像表示装置、半導体素子、太陽電池等では、極薄いフレキシブルな薄ガラス(以下「ガラスシート」ともいう。)に樹脂層を積層したガラス樹脂積層体が使用されている。ガラス樹脂積層体に用いられるガラスシートは、可撓性を有し、ロール状に巻き取ることができるため、ロール・ツー・ロールプロセスを用いて、ロール状のガラスシートを繰り出し、樹脂層の貼り合わせ又は印刷等の加工を施した後、再びロール状に巻き取ることで、ガラス樹脂積層体を製造できる。
【0003】
ロール・ツー・ロールプロセスを用いてガラス樹脂積層体を製造する方法として、例えば、ロールツーロール積層装置を使用して、可撓性ガラス層を偏光子構造内のPVA層及びTAC層等を含む他の材料シートに積層して積層ロールを形成する方法が開示されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
米国特許第8525405号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1では、積層ロールを切断等してチップ化した後、チップ化した積層ロールをロール状に巻かれたフレキシブルなフィルム基材に貼り付けてロール・ツー・ロールプロセスを用いて搬送する際に、可撓性ガラス層の表面の有効領域内の割れの発生を抑えることについては記載されていない。
【0006】
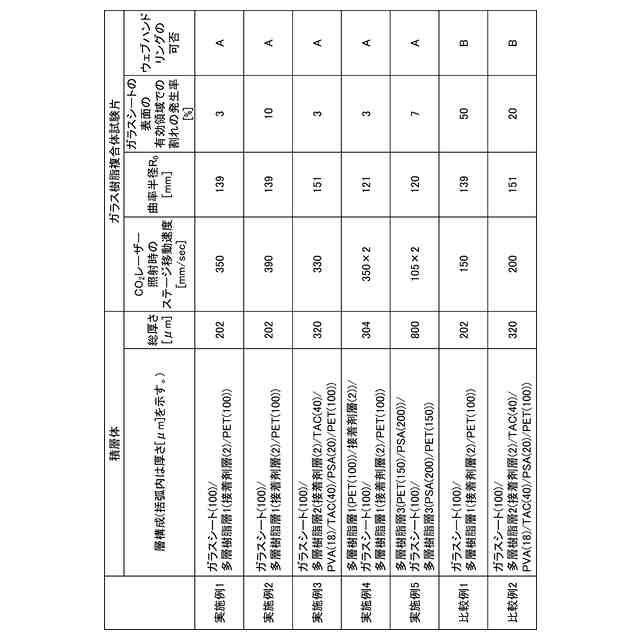
ガラス樹脂積層体をチップ化したガラス樹脂複合体をロール状のフィルム基材に粘着剤等を介して貼り付けて、ロール・ツー・ロールプロセスを用いてウェブ搬送(ウェブハンドリング)し、ロール状に巻き取ると、ガラスシートの表面の有効領域に割れが発生する場合がある、という問題があった。
【0007】
フィルム基材でロール状に巻き取られるガラス樹脂複合体の歩留まり向上の観点から、ガラスシートの表面の有効領域に割れが生じないように、ガラス樹脂複合体をロール状に巻き取れることが重要である。
【0008】
本発明の一態様は、ロール・ツー・ロールプロセスを用いてもガラスの表面の有効領域における割れの発生を抑制できるガラス樹脂複合体を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様は、
ガラスシートの少なくとも一方の面に1つ以上の樹脂層を有するガラス樹脂複合体であって、
前記ガラス樹脂複合体の厚さが、800μm以下であり、
前記ガラス樹脂複合体を前記ガラス樹脂複合体の一方の面側に下記式(1)を満たす曲率半径で曲げた時に、前記ガラスシートに発生する割れの確率が、10%以下であるガラス樹脂複合体。
TIFF
2025057104000002.tif
60
169
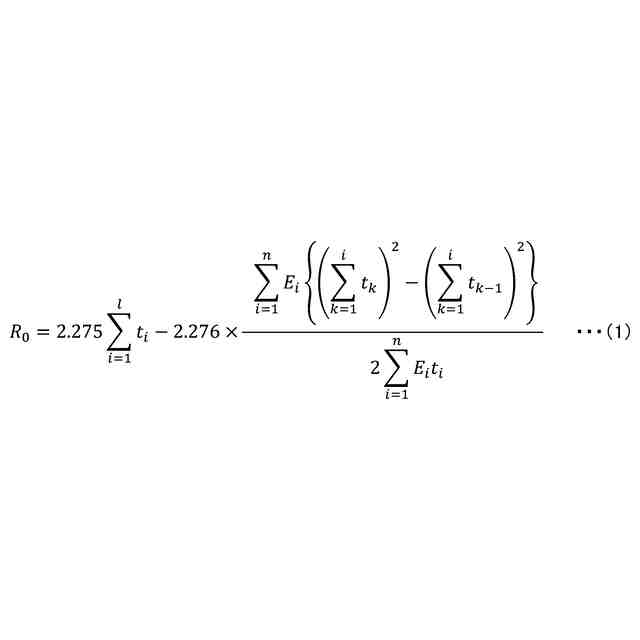
(式(1)中、R
0
は、ガラス樹脂複合体の内側の曲率半径[mm]であり、i、kは、整数であり、lは、樹脂ガラス複層体の内側から層を数えた時のガラスシートまでの樹脂層とガラスシートを合わせた層数[層]であり、nは、全層数[層]であり、E
i
は、i層目のヤング率[MPa]であり、t
i
は、i層目の樹脂層の厚さ[μm]であり、t
0
は、0である。)
【発明の効果】
【0010】
本発明の一態様は、ロール・ツー・ロールプロセスを用いてもガラスの表面の有効領域における割れの発生を抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
分離膜
22日前
日東電工株式会社
通気部材
2か月前
日東電工株式会社
粘着シート
2か月前
日東電工株式会社
断熱シート
2か月前
日東電工株式会社
積層フィルム
23日前
日東電工株式会社
反射フィルム
2か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
調光フィルム
28日前
日東電工株式会社
調光フィルム
28日前
日東電工株式会社
積層体の製造方法
2か月前
日東電工株式会社
積層光学フィルム
23日前
日東電工株式会社
積層光学フィルム
23日前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
炭酸塩生成システム
2日前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
透明導電性フィルム
2か月前
日東電工株式会社
延伸フィルムの製造方法
22日前
日東電工株式会社
防汚フィルムの製造方法
24日前
日東電工株式会社
樹脂発泡体および発泡部材
1か月前
日東電工株式会社
樹脂発泡体および発泡部材
1か月前
日東電工株式会社
積層体および反射フィルム
1か月前
日東電工株式会社
位相差フィルムの製造方法
1か月前
日東電工株式会社
プラスチック光ファイバー
6日前
日東電工株式会社
光学積層体及び画像表示装置
1か月前
日東電工株式会社
光学積層体及び画像表示装置
1か月前
日東電工株式会社
導光フィルム、及び照明装置
2か月前
日東電工株式会社
粘着シートおよび携帯電子機器
2か月前
日東電工株式会社
楕円偏光板および画像表示装置
3か月前
日東電工株式会社
コネクタおよびコネクタユニット
1か月前
日東電工株式会社
OLED表示装置用粘着フィルム
22日前
日東電工株式会社
OLED表示装置用粘着フィルム
22日前
日東電工株式会社
コネクタおよびコネクタユニット
2か月前
日東電工株式会社
コネクタおよびコネクタユニット
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ