TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025103976
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221760
出願日
2023-12-27
発明の名称
延伸フィルムの製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
B29C
55/02 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製造ラインの汚染が抑制され、かつ、製造時に用いられる粘着テープの剥がれが抑制され、結果として、非常に高い生産性で延伸フィルムを製造し得る方法を提供すること。
【解決手段】本発明の実施形態による延伸フィルムの製造方法は、先行する長尺状の原反フィルムを長尺方向に搬送しながら延伸機に供給して延伸すること;先行する長尺状の原反フィルムの後端部と後行する長尺状の原反フィルムの先端部とを、介在フィルムを介して粘着テープで接合すること;および、後行する長尺状の原反フィルムを長尺方向に搬送しながら延伸機に供給して延伸すること;を含む。介在フィルムの延伸温度における破断伸びは、該延伸機における延伸の延伸倍率よりも大きい。
【選択図】図1A
特許請求の範囲
【請求項1】
延伸フィルムの製造方法であって、
先行する長尺状の原反フィルムを長尺方向に搬送しながら延伸機に供給して延伸すること、
該先行する長尺状の原反フィルムの後端部と後行する長尺状の原反フィルムの先端部とを、介在フィルムを介して粘着テープで接合すること、および
該後行する長尺状の原反フィルムを長尺方向に搬送しながら延伸機に供給して延伸すること、を含み、
該介在フィルムの延伸温度における破断伸びが、該延伸機における延伸の延伸倍率よりも大きい、
製造方法。
続きを表示(約 390 文字)
【請求項2】
前記介在フィルムの弾性率が、前記原反フィルムの弾性率以下である、請求項1に記載の製造方法。
【請求項3】
前記介在フィルムのガラス転移温度(Tg)が、前記原反フィルムのガラス転移温度(Tg)以下である、請求項2に記載の製造方法。
【請求項4】
前記原反フィルムのガラス転移温度が120℃以上である、請求項3に記載の製造方法。
【請求項5】
前記延伸機における延伸温度が、前記原反フィルムのTg(℃)~Tg+15(℃)である、請求項4に記載の製造方法。
【請求項6】
前記延伸機における延伸が、前記原反フィルムの搬送方向と実質的に直交する方向に行われる、請求項1から5のいずれかに記載の製造方法。
【請求項7】
前記延伸機における延伸倍率が1.5倍以上である、請求項6に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、延伸フィルムの製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
延伸フィルムは、各種用途に広範囲に用いられている。延伸フィルムは、代表的には、長尺状の樹脂フィルムで構成された原反フィルムを、目的および所望の特性に応じた延伸方法および延伸条件により延伸することにより得られ得る。延伸方法としては、例えば、自由端一軸延伸、固定端一軸延伸、同時二軸延伸、逐次二軸延伸が挙げられる。延伸方向としては、縦方向(原反フィルムの搬送または供給方向)、横方向(原反フィルムの搬送または供給方向に対して実質的に直交する方向)、斜め方向(原反フィルムの搬送または供給方向に対して所定の角度をなす方向)が挙げられる。
【0003】
ところで、延伸フィルムを製造する際、生産性向上の観点から、先行する長尺状の原反フィルムの末端部分に新たな原反フィルムの先端部分を接合すること(いわゆる、スプライス)により、先行する原反フィルムに続けて新たな原反フィルムを連続的に加工機(延伸機)に供給することが提案されている。このような接合は、代表的には、粘着テープを用いて行われる。しかし、延伸方法および延伸条件等によっては、先行する原反フィルムと新たな原反フィルムとの接合部が離れ、粘着テープの粘着剤が露出し、製造ラインを汚染してしまう場合がある。また、延伸方法および延伸条件等によっては、粘着テープの剥がれが生じる場合がある。
【先行技術文献】
【特許文献】
【0004】
特開平7-295194号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上記従来の課題を解決するためになされたものであり、その主たる目的は、製造ラインの汚染が抑制され、かつ、製造時に用いられる粘着テープの剥がれが抑制され、結果として、非常に高い生産性で延伸フィルムを製造し得る方法を提供することにある。
【課題を解決するための手段】
【0006】
[1]本発明の実施形態による延伸フィルムの製造方法は、先行する長尺状の原反フィルムを長尺方向に搬送しながら延伸機に供給して延伸すること;該先行する長尺状の原反フィルムの後端部と後行する長尺状の原反フィルムの先端部とを、介在フィルムを介して粘着テープで接合すること;および、該後行する長尺状の原反フィルムを長尺方向に搬送しながら延伸機に供給して延伸すること;を含み、該介在フィルムの延伸温度における破断伸びは、該延伸機における延伸の延伸倍率よりも大きい。
[2]上記[1]において、上記介在フィルムの弾性率は、上記原反フィルムの弾性率以下である。
[3]上記[1]または[2]において、上記介在フィルムのガラス転移温度(Tg)が、前記原反フィルムのガラス転移温度(Tg)以下である。
[4]上記[1]から[3]のいずれかにおいて、上記原反フィルムのガラス転移温度は120℃以上である。
[5]上記[1]から[4]のいずれかにおいて、上記延伸機における延伸温度は、上記原反フィルムのTg(℃)~Tg+15(℃)である。
[6]上記[1]から[5]のいずれかにおいて、上記延伸機における延伸は、上記原反フィルムの搬送方向と実質的に直交する方向に行われる。
[7]上記[1]から[6]のいずれかにおいて、上記延伸機における延伸倍率は1.5倍以上である。
【発明の効果】
【0007】
本発明の実施形態によれば、製造ラインの汚染が抑制され、かつ、製造時に用いられる粘着テープの剥がれが抑制され、結果として、非常に高い生産性で延伸フィルムを製造し得る方法を実現することができる。
【図面の簡単な説明】
【0008】
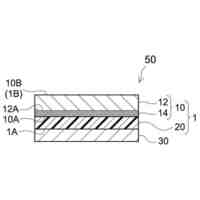
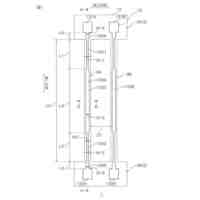
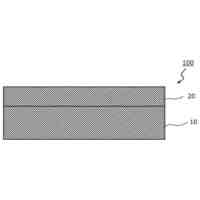
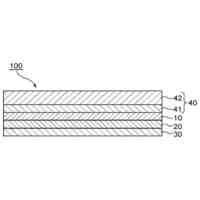
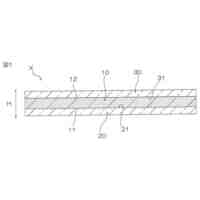
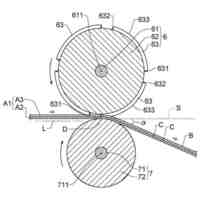
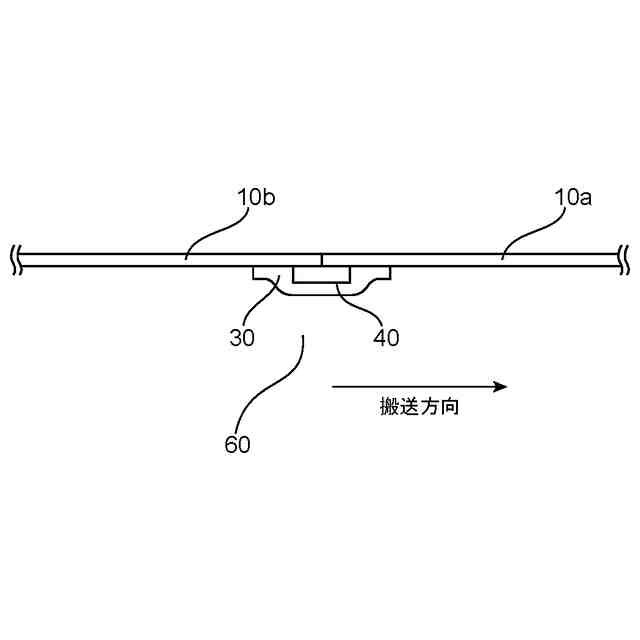
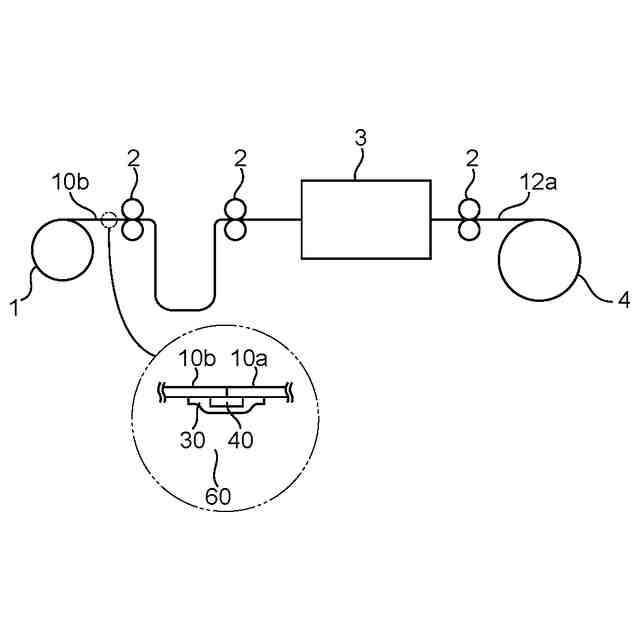
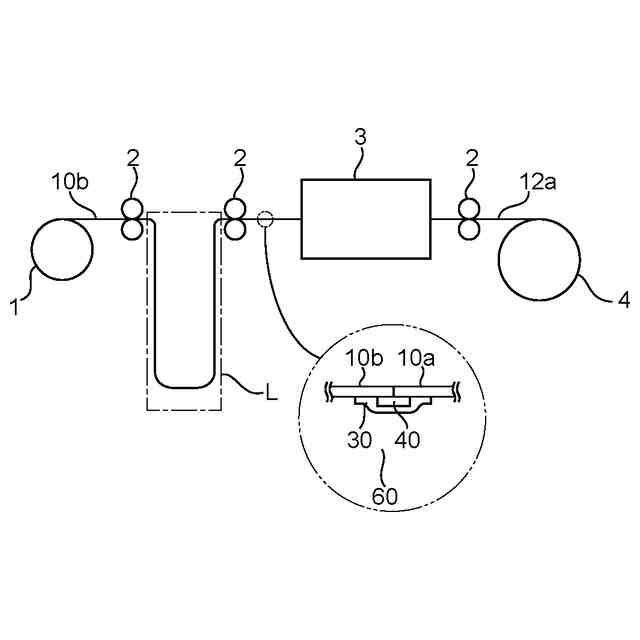
本発明の実施形態による延伸フィルムの製造方法における原反フィルムの接合形態の一例を説明する図面であり、接合部を水平方向から見た概略図である。
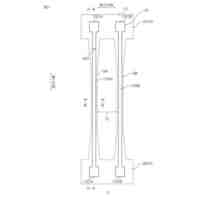
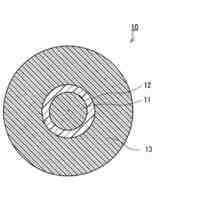
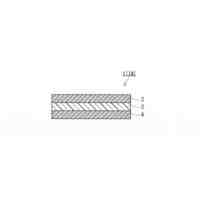
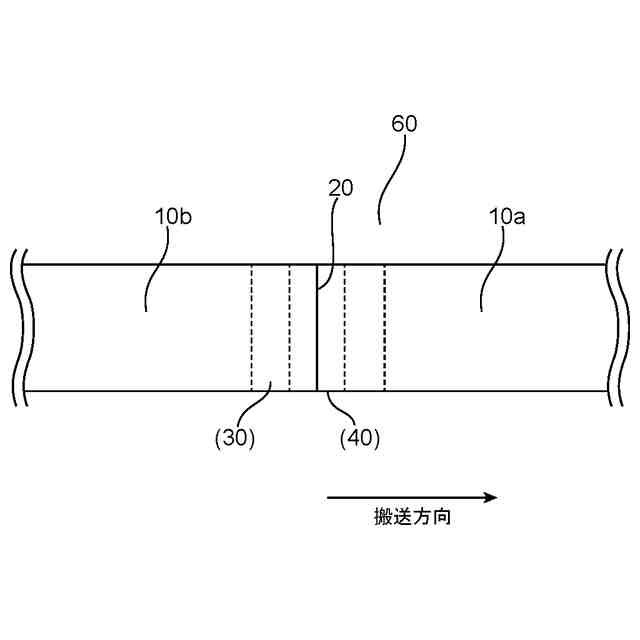
図1Aの接合部を上から見た概略図である。
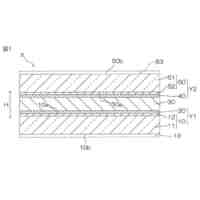
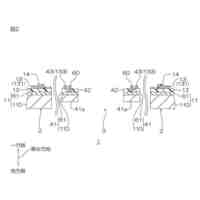
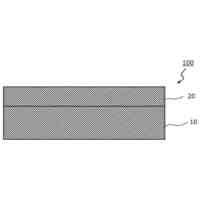
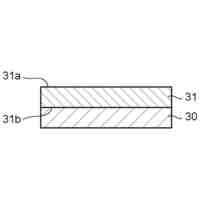
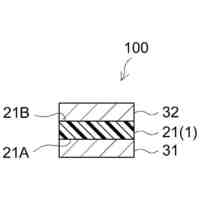
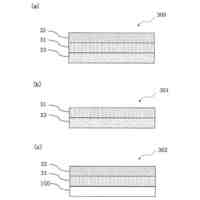
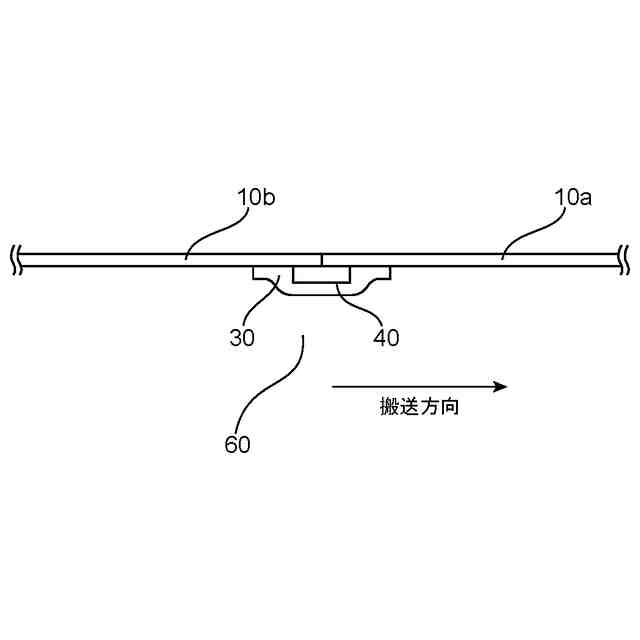
本発明の実施形態による延伸フィルムの製造方法における先行原反フィルムと後行原反フィルムとの接合の一工程を説明する概略図である。
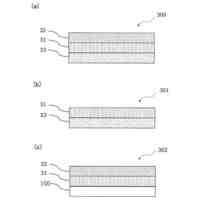
図2Aの接合の別の一工程を説明する概略図である。
図2Aの接合のさらに別の一工程を説明する概略図である。
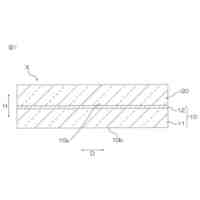
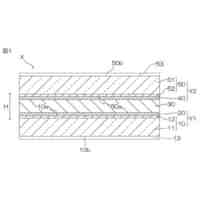
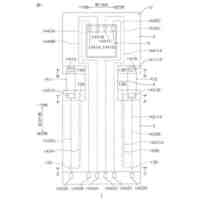
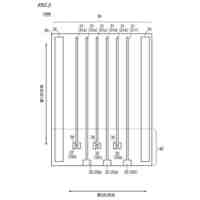
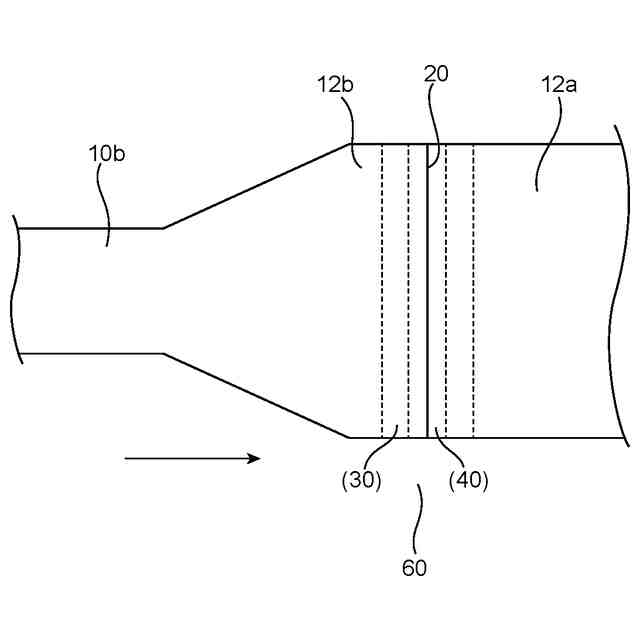
本発明の実施形態による延伸フィルムの製造方法において、先行原反フィルムが横延伸されている状態を説明する概略平面図である。
図3Aの製造方法において、先行原反フィルムと後行原反フィルムとの接合部が横延伸されている状態を説明する概略平面図である。
図3Aの製造方法において、後行原反フィルムが横延伸されている状態を説明する概略平面図である。
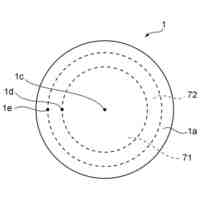
本発明の実施形態による延伸フィルムの製造方法において接合部に発生し得るボーイングを説明する概念的な平面図である。
【発明を実施するための形態】
【0009】
以下、本発明の代表的な実施形態について説明するが、本発明はこれらの実施形態には限定されない。なお、見やすくかつ理解を容易にするために、図面は模式的または概念的に描かれており、長さ、幅、高さ、厚み、形状、大きさ、比率、方向、個数等は実際と異なっている場合がある。また、図面間において対応していない部分がある。
【0010】
(表現および用語の意味)
(1)原反フィルム
本明細書において単に「原反フィルム」と称するときは、先行する原反フィルムおよび後行する原反フィルムの両方を意味する。先行する原反フィルムと後行する原反フィルムとを区別する必要があるときは、「先行する」または「先行」あるいは「後行する」または「後行」を明記する。
(2)先行フィルムまたは後行フィルム
「先行フィルム」は、先行する原反フィルムまたは先行する原反フィルムから得られた延伸フィルムを意味し;「後行フィルム」は、後行する原反フィルムまたは後行する原反フィルムから得られた延伸フィルムを意味する。
(3)接合部
「接合部」は、先行フィルムの後端部および後行フィルムの先端部において粘着テープが貼り合わされている部分を意味する。
(4)長さおよび幅
「長さ」は、原反フィルムの搬送方向(長尺方向)における長さを意味し;「幅」は、原反フィルムの搬送方向(長尺方向)と直交する方向の長さを意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
分離膜
26日前
日東電工株式会社
粘着シート
2か月前
日東電工株式会社
調光フィルム
1か月前
日東電工株式会社
積層フィルム
27日前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
調光フィルム
1か月前
日東電工株式会社
配線回路基板
3日前
日東電工株式会社
配線回路基板
3日前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
積層光学フィルム
27日前
日東電工株式会社
積層光学フィルム
27日前
日東電工株式会社
炭酸塩生成システム
6日前
日東電工株式会社
防汚フィルムの製造方法
28日前
日東電工株式会社
延伸フィルムの製造方法
26日前
日東電工株式会社
積層体および反射フィルム
1か月前
日東電工株式会社
樹脂発泡体および発泡部材
2か月前
日東電工株式会社
プラスチック光ファイバー
10日前
日東電工株式会社
樹脂発泡体および発泡部材
2か月前
日東電工株式会社
位相差フィルムの製造方法
1か月前
日東電工株式会社
光学積層体及び画像表示装置
1か月前
日東電工株式会社
光学積層体及び画像表示装置
1か月前
日東電工株式会社
粘着シートおよび携帯電子機器
2か月前
日東電工株式会社
コネクタおよびコネクタユニット
1か月前
日東電工株式会社
OLED表示装置用粘着フィルム
26日前
日東電工株式会社
OLED表示装置用粘着フィルム
26日前
日東電工株式会社
OLED表示装置用粘着フィルム
26日前
日東電工株式会社
コネクタおよびコネクタユニット
1か月前
日東電工株式会社
OLED表示装置用粘着フィルム
26日前
日東電工株式会社
電気剥離型粘着シート、及び接合体
26日前
日東電工株式会社
電気剥離型粘着シート、及び接合体
26日前
日東電工株式会社
光学フィルム片およびその製造方法
1か月前
日東電工株式会社
はく離ライナー付き光学粘着シート
6日前
日東電工株式会社
ワークの製造方法、及びその製造装置
2か月前
日東電工株式会社
光学積層体、レンズ部および表示方法
1か月前
日東電工株式会社
粘着剤、粘着シートおよび携帯電子機器
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ