TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077192
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189204
出願日
2023-11-06
発明の名称
ガラスペースト
出願人
AGC株式会社
代理人
弁理士法人栄光事務所
主分類
C03C
8/18 20060101AFI20250512BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】簡易なプロセスで、基板表面を隙間なく、かつ良好な平坦性をもって被覆可能なアンダーグレーズ層とできる、新規なガラスペーストの提供。
【解決手段】ビヒクル及びガラス粉末を含むガラスペーストであって、前記ビヒクルは、有機溶剤を含む有機ビヒクルであり、前記ガラスペーストは、モリブデン金属粉末及びモリブデン合金粉末の少なくとも一方の金属粉末を、ガラス粉末100質量部に対して0.1~5.0質量部含有するか、又は、前記ガラス粉末は、酸化物基準の質量%表示で、MoO
3
を0.5~3.0質量%含有する、ガラスペースト。
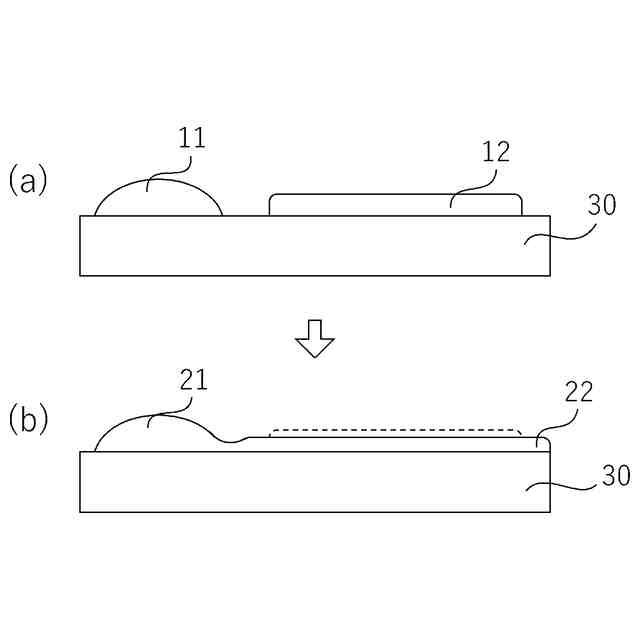
【選択図】図2
特許請求の範囲
【請求項1】
ビヒクル及びガラス粉末を含むガラスペーストであって、
前記ビヒクルは、有機溶剤を含む有機ビヒクルであり、
前記ガラスペーストは、モリブデン金属粉末及びモリブデン合金粉末の少なくとも一方の金属粉末をさらに含み、
前記ガラス粉末100質量部に対する、前記金属粉末の含有量は0.1~5.0質量部である、ガラスペースト。
続きを表示(約 690 文字)
【請求項2】
ビヒクル及びガラス粉末を含むガラスペーストであって、
前記ビヒクルは、有機溶剤を含む有機ビヒクルであり、
前記ガラス粉末は、酸化物基準の質量%表示で、MoO
3
を0.5~3.0質量%含む、ガラスペースト。
【請求項3】
前記金属粉末の平均粒子径D
50
は0.5~20μmである、請求項1に記載のガラスペースト。
【請求項4】
前記ガラス粉末は、酸化物基準の質量%表示での含有量が、
SiO
2
:47~55%、
B
2
O
3
:0~7%、
Na
2
O:0~1%、
MgO:0~3%、
CaO:8~20%、
BaO:8~27%、
SrO:0~20%、
Al
2
O
3
:5~12%、
ZnO:0~3%、及び
ZrO:0~3%、をさらに満たす、請求項1又は2に記載のガラスペースト。
【請求項5】
基板上に塗布し、1255℃で1時間加熱した際の拡大率が1.0%以上である、請求項1又は2に記載のガラスペースト。
【請求項6】
セラミックス基板上に塗布され、前記セラミックス基板の表面平滑化に用いられる、請求項1又は2に記載のガラスペースト。
【請求項7】
プリンタヘッドのアンダーグレーズ層に用いられる、請求項1又は2に記載のガラスペースト。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラスペーストに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
感熱記録方式(サーマル方式)の画像記録装置として、各種プリンタやファックス等が挙げられる。サーマルプリンタでは、印字部において、記録紙を一方向に送りつつ加熱することにより、記録紙上に画像が形成される。
【0003】
例えば、感熱記録紙を用いる感熱式プリンタでは、感熱記録紙に設けられた感熱層中の感熱色素が加熱されることによって発色して画像が形成される。
【0004】
また、熱転写インクリボンを用いる熱転写プリンタでは、加熱されることにより溶融或いは昇華したインクが記録紙に転写させられて画像が形成される。この形式では記録紙に普通紙が用いられる。
【0005】
上記のいずれの形式においても、印字部には、感熱記録紙や熱転写インクリボンを加熱するためのサーマルプリンタヘッドと、記録紙をそのサーマルプリンタヘッドに向かって押圧しつつ一方向に送るための加圧ローラとが備えられている。
【0006】
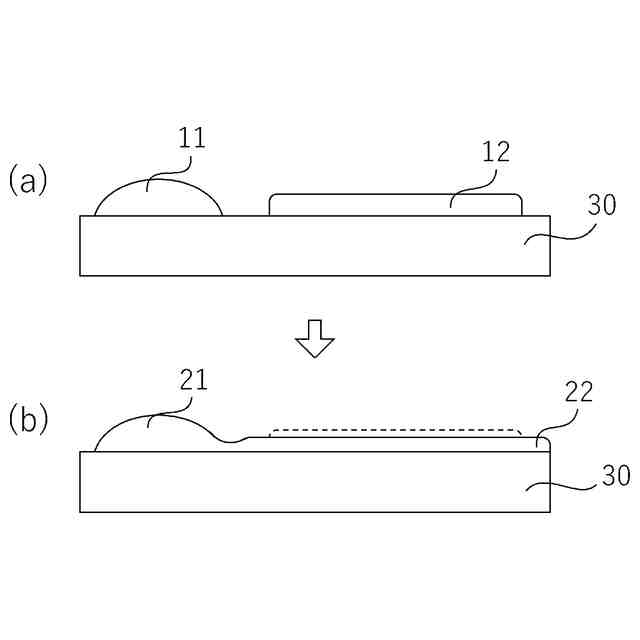
サーマルプリンタヘッドは、例えば、セラミック等の絶縁性基板の一方の主面上にアンダーグレーズ層を形成して表面平滑性を担保している。このアンダーグレーズ層は、断面視において凸型となるように形成する場合や、その上面に金属を配線する場合等がある。
前者の場合には、例えば特許文献1に記載されているように、グレーズ体積が小さいため熱容量が小さくなり、良好な蓄放熱特性を実現できる。また、アンダーグレーズ層の断面視において、半円状のような弧を描いたアーチ形状とすることで、感熱記録紙と点接触できるようにもなる。特許文献2には、このような凸型部分の幅や高さ寸法のバラつきを抑える方法が開示されている。
一方、後者の場合には、金属線を断線することなく配線できれば特に限定されないが、通常は平坦とすることが多い。
【先行技術文献】
【特許文献】
【0007】
特開昭59-230771号公報
特開2000-103105号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、目的の違いに合わせて2種以上の形状のアンダーグレーズ層を設ける場合、それぞれのアンダーグレーズ層を、隙間を空けて形成する必要があることが分かった。これは、隙間がないように2種以上の形状のアンダーグレーズ層を形成すべく、ガラスペーストを塗布し、乾燥及び焼成を行うと、その過程において、アンダーグレーズ層の形状が崩れ、所望する形状が得られないためである。このアンダーグレーズ層の形状の崩れは、ガラス接触時の表面張力によるものであると考えている。
【0009】
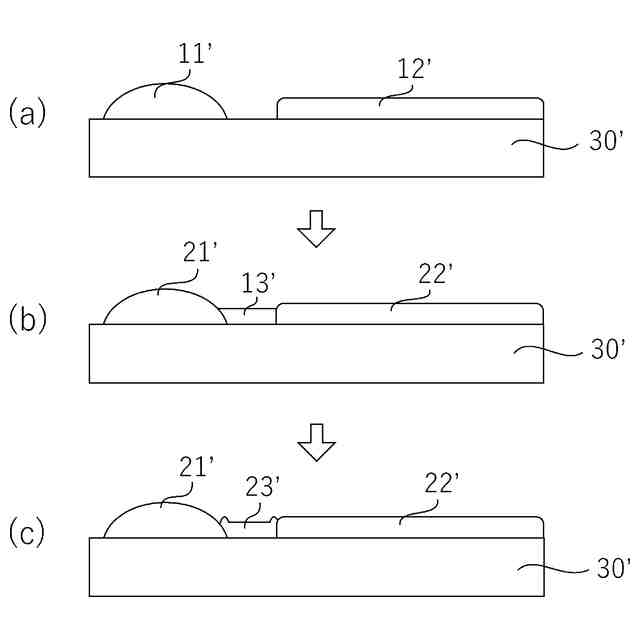
そこで、上記のような2種以上の形状のアンダーグレーズ層を、隙間を空けて各々形成した後に、当該隙間を埋めるように、さらにアンダーグレーズ層を形成する方法が考えられる。
しかしながら、その場合には、2種以上の形状のアンダーグレーズ層を各々形成した後に、さらに隙間を埋めるためのアンダーグレーズ層を形成するために、工程数が多くなる。さらには、アンダーグレーズ層となるガラスペーストの焼成条件も、既に形成したアンダーグレーズ層が形崩れしないような条件にする必要がある等、そのプロセスは煩雑なものとなる。
【0010】
上記に加え、隙間を埋めるようにアンダーグレーズ層を形成すべく、印刷法を採用すると、製造工程で用いるスクリーン版が離れる際に、既に形成したアンダーグレーズ層との境界において突起が発生することが分かった。この突起は、アンダーグレーズ層上に設ける金属配線の断線を惹起する恐れがある等、表面平滑化といったアンダーグレーズ層本来の機能が低下することとなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ