TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090394
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205596
出願日
2023-12-05
発明の名称
金属配管曲げゲージ治具及び該治具を用いた金属配管曲げ加工方法
出願人
株式会社関電工
代理人
個人
主分類
B21D
7/14 20060101AFI20250610BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】曲げに必要な目安位置への印付けを、作業者の経験や技能に依らず簡便に精度良く実施できる金属配管曲げゲージ治具及び該治具を用いた金属配管曲げ加工方法の提供。
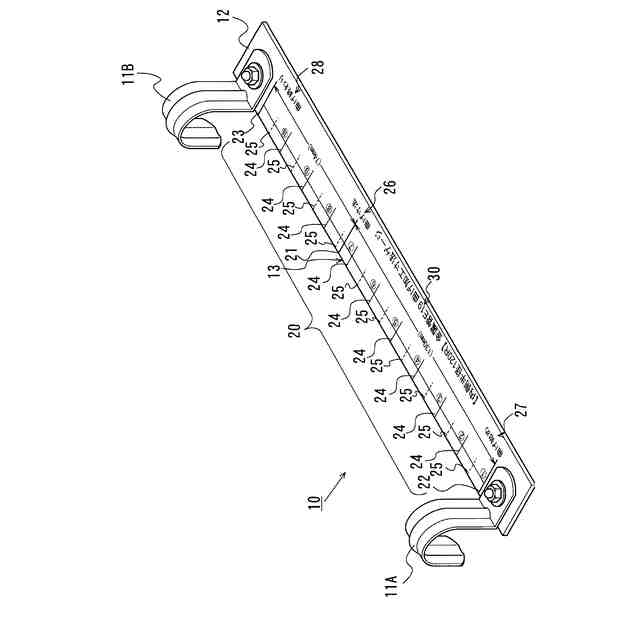
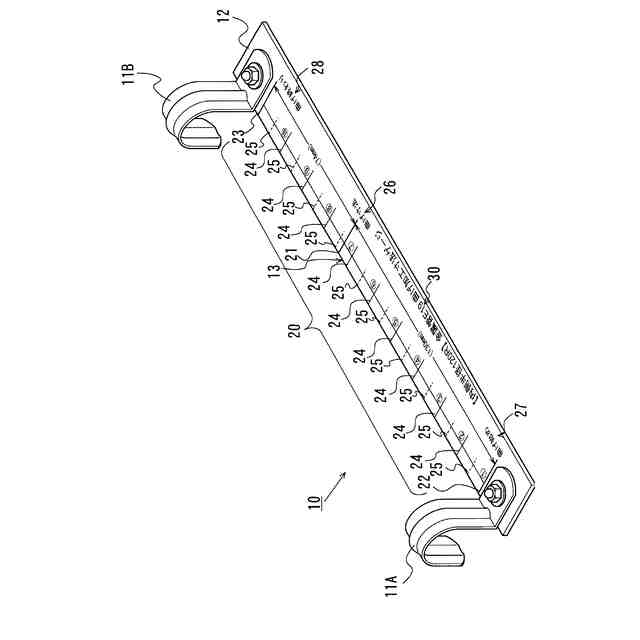
【解決手段】金属配管の外周に着脱可能に嵌合する装着部(11A,11B,51)と、前記装着部に連結され、金属配管の中心軸に平行に前記金属配管の側面に沿って位置付けられる長尺状の物差し部(12,52)とを備えた金属配管曲げゲージ治具(10,50)であって、物差し部(12,52)の表面に、その長手辺に沿って、曲げ寸法位置と曲げ始め位置及び曲げ終わり位置を含む複数の曲げ目安位置をそれぞれ示すための目盛り線群(20,60,70)が設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
対象の金属配管を予め定められた内側曲げ半径と角度とで曲げ加工を行うために設定された複数の曲げ目安位置を示す印を前記金属配管の表面に付ける際に、前記金属配管に装着され、前記複数の曲げ目安位置をそれぞれ示すための目盛り線群を有している金属配管曲げゲージ治具であって、
前記金属配管の外周に着脱可能に嵌合する装着部と、
前記装着部に連結され、前記装着部が前記金属配管の外周に嵌合された状態にて前記金属配管の中心軸に平行に前記金属配管の側面に沿って位置付けられる長尺状の物差し部と、を備え、
前記物差し部の表面には、その一方の長手辺に沿って前記目盛り線群が設けられており、
前記目盛り線群は、
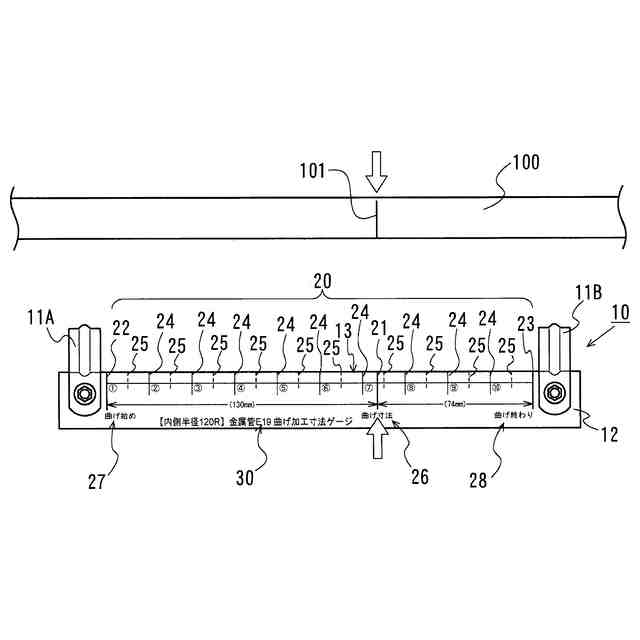
前記複数の曲げ目安位置として、前記金属配管の管先端から予め決定された必要寸法を隔てた曲げ寸法位置と、前記曲げ寸法位置から前記管先端側に予め定められた距離を隔てた曲げ始め位置と、前記曲げ寸法位置から前記管先端に対して反対側に予め定められた距離を隔てた曲げ終わり位置とをそれぞれ示すための曲げ寸法指示位置と、曲げ始め指示位置と、曲げ終わり指示位置と、にそれぞれ前記長手辺と直行する方向に延びる直線で現れている各目盛り線を有していると共に、
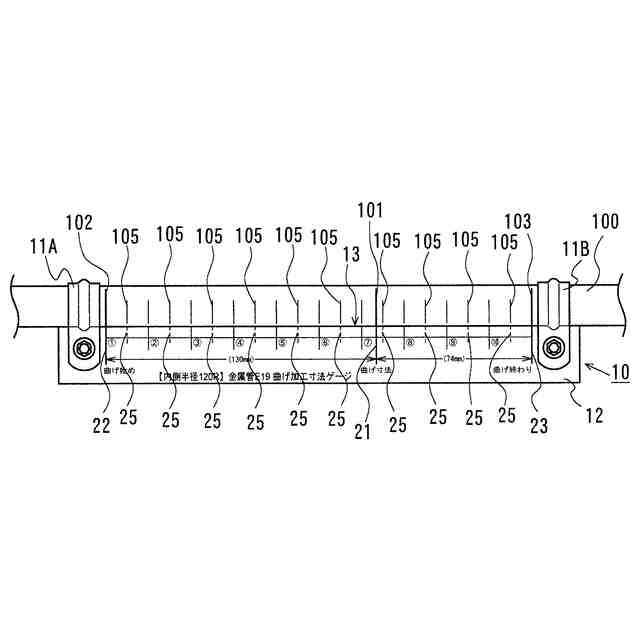
前記曲げ始め指示位置と前記曲げ終わり指示位置との間で、予め定められた前記金属配管の送り出し間隔位置をそれぞれ示す送り出し指示位置に、それぞれ前記長手辺と直行する方向に延びる直線で現れている送り出し目盛り線を更に有しており、
前記装着部は、前記物差し部の長手方向の一端部又は両端部に配置されていることを特徴とする金属配管曲げゲージ治具。
続きを表示(約 1,400 文字)
【請求項2】
前記目盛り線群の内、前記曲げ寸法指示位置の目盛り線は、他の目盛り線と異なる長さを有している、及び/又は当該目盛り線が前記曲げ寸法位置を示すものであることを現す表記文字が前記物差し部の表面に設けられていることを特徴とする請求項1に記載の金属配管曲げゲージ治具。
【請求項3】
前記物差し部は、前記一方の長手辺に第1の金属配管に対応する第1の目盛り線群が設けられていると共に、前記第1の金属配管とは外径及び内径の異なる第2の金属配管に設定された第2の目盛り線群が他方の長手辺に設けられており、
前記物差し部の一端部が前記装着部に回動可能に連結され、前記第1の目盛り線群が前記第1の金属配管の側面に沿って位置付けられる第1の装着位置と、前記第2の目盛り線群が前記第2の金属配管の側面に沿って位置付けられる第2の装着位置との間で、前記一端部を中心として少なくとも180度回動可能であることを特徴とする請求項1又は2に記載の金属配管曲げゲージ治具。
【請求項4】
前記物差し部は、複数の分割部分から成り、隣り合う分割部分の両端部同士が互いに上下に重なって回動可能に連結され、折りたたみ可能であることを特徴とする請求項1又は2に記載の金属配管曲げゲージ治具。
【請求項5】
請求項1に記載の金属配管曲げゲージ治具を用いた手動式ベンダによる金属配管曲げ加工方法であって、
前記対象の金属配管の表面に、該金属配管の管端から予め定められた必要寸法を隔てた曲げ寸法位置に印を付ける初期設定工程と、
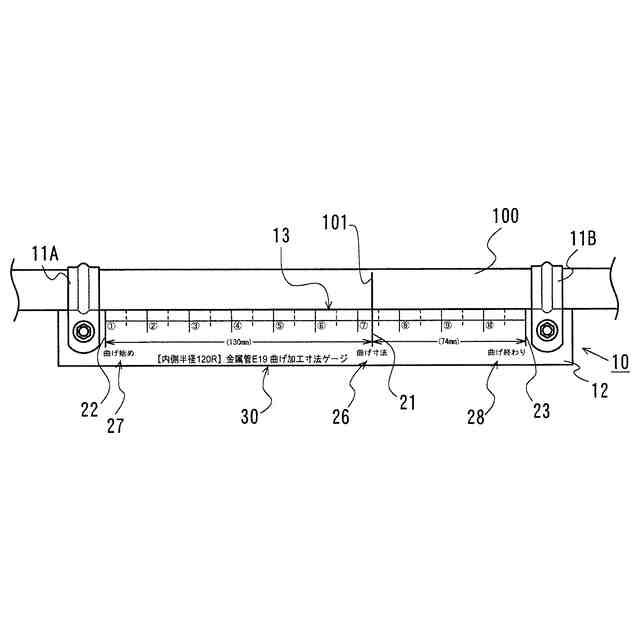
前記金属配管に前記装着部を嵌合させて前記物差し部を前記金属配管の側面に沿わせると共に、前記物差し部の目盛り線群の内の前記曲げ寸法指示位置の目盛り線を前記金属配管の表面の前記曲げ寸法位置の印と合わせる装着・位置合わせ工程と、
前記装着・位置合わせ工程の後、前記金属配管の表面の、前記目盛り線群の内の前記曲げ始め指示位置と前記曲げ終わり指示位置との各目盛り線の延長上に前記曲げ始め位置の印と前記曲げ終わり位置の印とを付ける第1の印付け工程と、
前記第1の印付け工程の後、前記金属配管の表面の、前記目盛り線群の内の前記送り出し指示位置の各目盛り線の延長上に、それぞれ前記送り出し間隔位置の印を付ける第2の印付け工程と、
前記第2の印付け工程の後、前記装着部による嵌合を解除して前記金属配管から前記金属配管曲げゲージ治具を取り外す工程と、
前記金属配管に対して、前記曲げ始め位置の印付け部位から前記曲げ終わり位置の印付け部位まで、前記送り出し間隔位置の印の間隔毎に送り出しながら、順次各部位で前記手動式ベンダの作用点を押し当てて曲げ加工を繰り返す曲げ工程と、を備えていることを特徴とする金属配管曲げ加工方法。
【請求項6】
前記曲げ工程の後の前記金属配管の曲げ部に、前記予め定められた内側曲げ半径に一致する外周半径を有する円弧状の曲げ型を当てて、前記曲げ部の内側と前記曲げ型の外周との間の隙間の有無を確認する確認工程と、
前記確認工程で隙間が有った場合に、当該隙間がなくなるまで前記金属配管の前記曲げ加工を繰り返す微調整工程と、を更に備えていることを特徴とする請求項5に記載の金属配管曲げ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えばベンダによる電線管の曲げ加工を行う際に利用される印を、対象の金属配管に効率的で精度良く付与することができ、曲げ加工全体の効率向上に寄与する、金属配管曲げゲージ治具及びこの治具を用いた金属配管曲げ加工方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
各種建造物の電気設備の施工において電気配線は必須であるが、電線やケーブルは、電線管と呼ばれる配管によって保護されている。通常、先に敷設した配管内部に電線やケーブルを後から通している。従って、電線管は、所定の電気配線経路上に敷設されることになり、その配線設計の経路に対応する部分に曲げ加工が施される。
【0003】
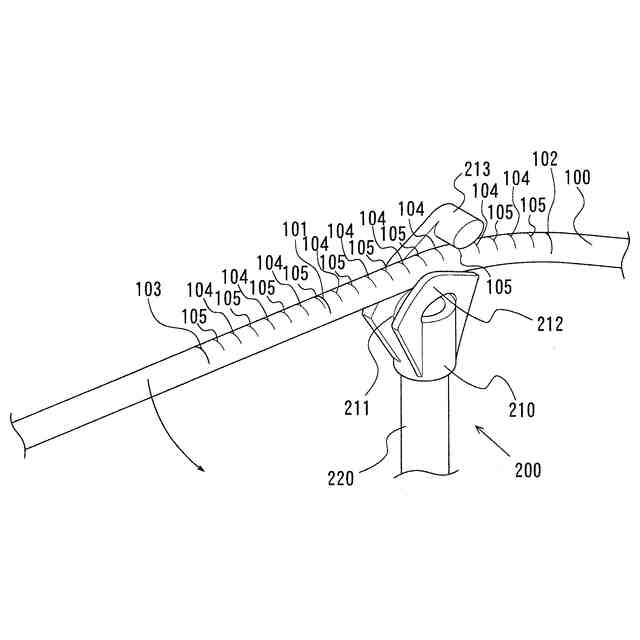
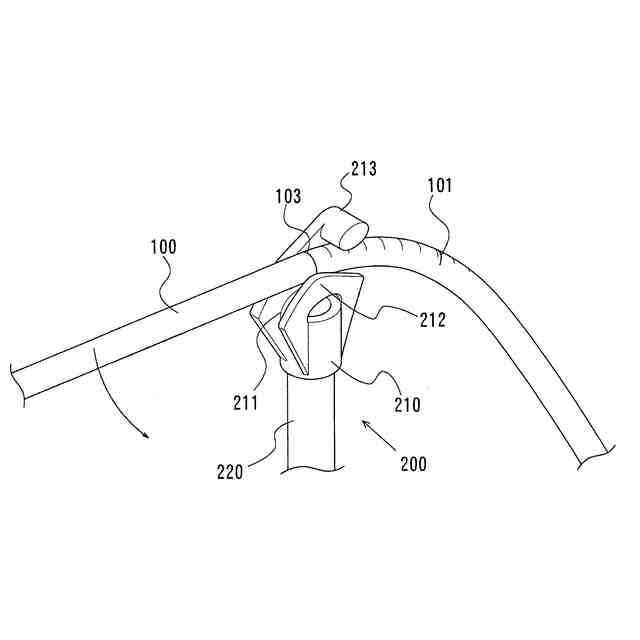
電線管の曲げ加工は、多くの場合、図14に示すように、施工現場において作業者300によってヒッキータイプの手動式ベンダ200を用いて実施されている。手動式ベンダ200は、ベンダ支柱220の先端に取り付けられたヘッド部210に、溝状で上方凸の湾曲部211が形成されており、湾曲部211の上部に係止部213が設けられたものである。
【0004】
このような手動式ベンダ200においては、まず電線管100の一端側を湾曲部211と係止部213との間に挿入して掛止状態とした後、作業者300が、ベンダ支柱220を握って床・地面上に立てて押し付けながらヘッド部210を固定すると共に、電線管100の他端側を握って湾曲部211の溝に沿って押し下げることによって、湾曲部211の頂部212を作用点とするテコの原理で電線管100を曲げるものである。
【0005】
上記のように手動式ベンダ200によって電線管100を曲げるとき、管断面が潰されて変形しないように電線管100をヘッド部210に対して送り出し移動させながら押し曲げを少しずつ繰り返して行っている。
【0006】
尚、金属配管の場合、曲がり部の内側半径を管内径の6倍以上とすることが、電気設備に関する技術基準を定める省令(第56条)で規定されているため、これに基づいて、実際に電線管を曲げる際の他の条件が設定される。
【0007】
例えば、E19と呼ばれる、外径D=19.1mm、内径d=16.7mmのねじなし電線管に90度の曲げ加工を施す場合、電線管の内側曲げ半径Rは、d×6=100.2(mm)以上でなければならない。ここで、配管設計上望まれる半径Rが120mmであれば、これは規定最小値100.2mmより充分大きいため、問題なく採用される。このように半径Rが120mmである場合の、曲げ加工に必要な各設計は以下の通りに設定される。
【0008】
まず、当該電線管の中心軸の曲げ半径rは、内側曲げ半径位置から電線管の外径Dの中心軸までの距離19.1/2=9.55(mm)を加えた距離となるため、r=120+9.55=129.55≒130(mm)と設定できる。
【0009】
また、電線管の曲げ始めから曲げ終わりまでの中心軸における曲げ範囲(曲げ部全長)Lは、円周の4分の1であるため、L=2πr/4=204.1≒204(mm)とされる。そこで、管端から必要な距離を確保して決定された曲げ寸法位置を曲げ範囲の内の管端側約2/3とする一般的な設定に従うと、前述の曲げ範囲(曲げ長さ)が204mmであることから、曲げ始め位置は、曲げ寸法位置から管端側に136mm程度となる。
【0010】
ここで、曲げ寸法位置から曲げ始め位置までの距離を130mmに設定する。これによって、曲げ寸法位置から曲げ終わり位置までの距離は204-130=74mmと設定される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社関電工
OFケーブルの牽引治具
1か月前
株式会社関電工
測位システム及び当該測位システムを用いた測位方法
15日前
株式会社関電工
情報処理方法、プログラム、情報処理装置および情報処理システム
10日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
28日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社西田製作所
パンチャーヘッド
3か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社TMEIC
監視装置
3か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
株式会社不二越
転造加工用平ダイス
4か月前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
ユニプレス株式会社
プレス加工装置
6日前
JFEスチール株式会社
熱延鋼板の製造方法
9日前
株式会社エナテック
製品分離システム
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
1か月前
株式会社TMEIC
制御システム
1か月前
株式会社アマダ
プレスブレーキ
9日前
トックス プレソテクニック株式会社
接合装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ