TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088720
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2024175152
出願日
2024-10-04
発明の名称
電極の製造方法、複合電極、電気化学素子、及び電極の製造装置
出願人
株式会社リコー
代理人
弁理士法人ITOH
主分類
H01M
4/139 20100101AFI20250604BHJP(基本的電気素子)
要約
【課題】電極を製造する際の正極ガイドとして絶縁性樹脂層を用いた場合でも、電極のカール(反り)を防ぐことができる電極の製造方法の提供。
【解決手段】基体上に、第1の溶媒、及び重合性化合物を含む絶縁性樹脂層形成用液体組成物を付与することと、絶縁性樹脂層を形成することとを含む絶縁性樹脂層形成工程と、前記基体上に、活物質、第2の溶媒を有する電極合材層形成用液体組成物を付与して、電極合材層を形成する電極合材層形成工程と、前記第1の溶媒及び前記第2の溶媒を同時に除去する除去工程と、を備える電極の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
基体上に、第1の溶媒、及び重合性化合物を含む絶縁性樹脂層形成用液体組成物を付与することと、絶縁性樹脂層を形成することとを含む絶縁性樹脂層形成工程と、
前記基体上に、活物質、第2の溶媒を有する電極合材層形成用液体組成物を付与して、電極合材層を形成する電極合材層形成工程と、
前記第1の溶媒及び前記第2の溶媒を同時に除去する除去工程と、を備えることを特徴とする電極の製造方法。
続きを表示(約 630 文字)
【請求項2】
前記絶縁性樹脂層形成工程は、前記付与された絶縁性樹脂層形成用液体組成物を重合することを含む請求項1に記載の電極の製造方法。
【請求項3】
前記絶縁性樹脂層は、架橋性樹脂を含む請求項2に記載の電極の製造方法。
【請求項4】
前記架橋性樹脂は、重合性化合物の架橋反応により形成される請求項3に記載の電極の製造方法。
【請求項5】
前記絶縁性樹脂層形成用液体組成物に光を照射することで重合が行われる請求項4に記載の電極の製造方法。
【請求項6】
前記架橋反応を行った後に、前記除去工程を行う請求項4に記載の電極の製造方法。
【請求項7】
前記第1の溶媒の沸点と第2の溶媒の沸点との差が40℃以下である請求項1から6のいずれか一項に記載の電極の製造方法。
【請求項8】
前記絶縁性樹脂層と前記電極合材層とが同一平面上で接する請求項1から6のいずれか一項に記載の電極の製造方法。
【請求項9】
前記電極合材層は樹脂を含み、
前記樹脂の前記第1の溶媒に対する溶解度が1%以下である請求項1から6のいずれか一項に記載の電極の製造方法。
【請求項10】
前記第2の溶媒が前記絶縁性樹脂層の体積を10%以上変化させない請求項1から6のいずれか一項に記載の電極の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、電極の製造方法、複合電極、電気化学素子、及び電極の製造装置に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
全固体二次電池は、従来のリチウムイオン二次電池に比べて、温度変化に強く、発火リスクが小さいことから安全面に優れており、また急速充電が可能なことから性能面にも優れている。このことから、電気自動車等へ搭載等、需要が拡大することが予想されている。また、各種ウェアラブル機器や医療用パッチに搭載する薄型電池に対するニーズが高まってきており、全固体二次電池に対する要求が多様化している。
【0003】
正極と負極と固体電解質層で構成される全固体電池では、全固体電池の性能向上のために高い密度を狙って、正極、固体電解質層、及び負極を含む積層体を非常に高い圧力でプレスする場合があるが、このプレスの際に、固体電解質においてクラックなどの破損が生じ、その結果、全固体電池の使用時に、正極と負極との間で短絡が発生してしまうという問題があった。
【0004】
電極基体上に電極合材層を形成してなる薄膜電極であって、前記電極合材層の周辺部及び該電極合材層の表面の少なくとも何れか一方に密着した樹脂層を前記電極基体の平面に沿う方向に有する電極の製造方法が知られている(例えば、特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、電極を製造する際のガイドとして絶縁性樹脂層を用いた場合でも、電極のカール(反り)を防ぐことができる電極の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
課題を解決するための手段としての本発明の電極の製造方法は、
基体上に、第1の溶媒、及び重合性化合物を有する絶縁性樹脂層形成用液体組成物を付与することと、絶縁性樹脂層を形成することとを含む絶縁性樹脂層形成工程と、
前記基体上に、活物質、及び第2の溶媒を含む電極合材層形成用液体組成物を付与して、電極合材層を形成する電極合材層形成工程と、
前記第1の溶媒及び前記第2の溶媒を同時に除去する除去工程と、を備える。
【発明の効果】
【0007】
本発明によれば、電極を製造する際のガイドとして絶縁性樹脂層を用いた場合でも、電極のカール(反り)を防ぐことができる電極の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
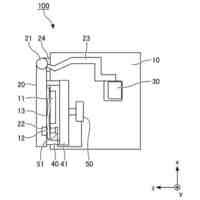
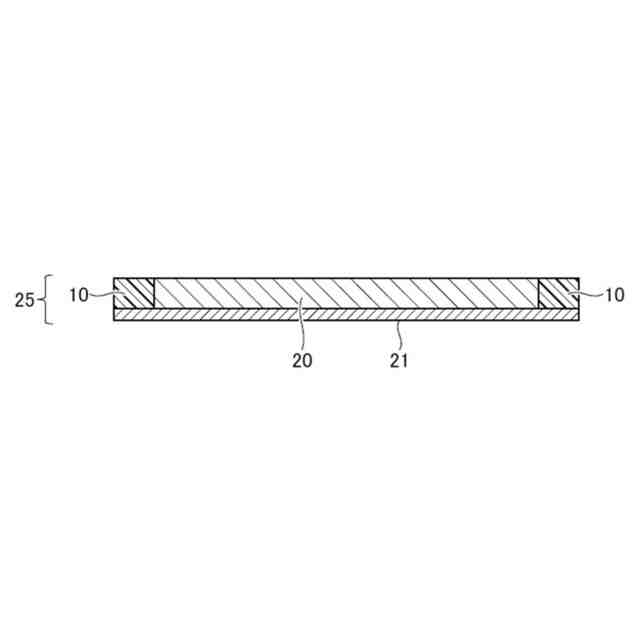
図1は、本発明の一実施形態に係る電気化学素子用電極を示す概略断面図である。
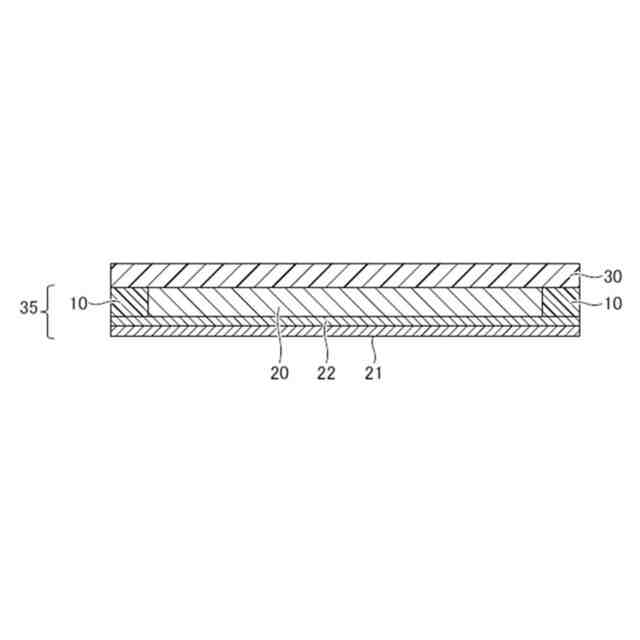
図2Aは、本発明の一実施形態に係る電極積層体を示す概略断面図である。
図2Bは、本発明の他の実施形態に係る電極積層体を示す概略断面図である。
図2Cは、本発明のさらに他の実施形態に係る電極積層体を示す概略断面図である。
図3は、本発明の一実施形態に係る電気化学素子用電極を示す概略上面図である。
図4は、本発明の他の実施形態に係る電気化学素子用電極を示す概略上面図である。
図5は、本発明のさらに他の実施形態に係る電気化学素子用電極を示す概略上面図である。
図6Aは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との位置関係を示す概略断面図(その1)である。
図6Bは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との位置関係を示す概略断面図(その2)である。
図6Cは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との位置関係を示す概略断面図(その3)である。
図6Dは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との位置関係を示す概略断面図(その4)である。
図7は、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との位置関係を示す概略上面図である。
図8Aは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との平均厚みの関係を示す概略断面図(その1)である。
図8Bは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との平均厚みの関係を示す概略断面図(その2)である。
図8Cは、本発明の一実施形態に係る電気化学素子用電極における絶縁性樹脂層と電極合材層との平均厚みの関係を示す概略断面図(その3)である。
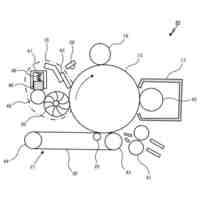
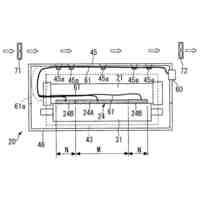
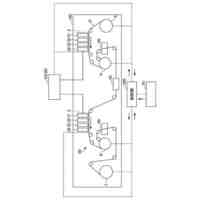
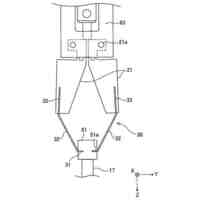
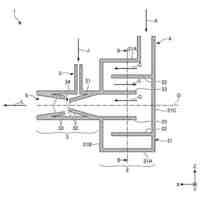
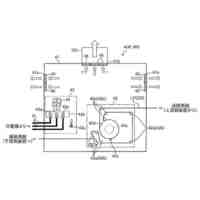
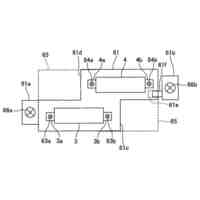
図9は、本発明の一実施形態に係る電極積層体の製造方法を実施するための、絶縁性樹脂層の製造装置(液体吐出装置)の一例を示す概略図である。
図10は、本発明の一実施形態に係る電極積層体の製造方法を実施するための、絶縁性樹脂層の製造装置(液体吐出装置)における他の一例を示す概略図である。
図11は、本発明の一実施形態に係る電気化学素子用電極の製造方法を説明するための概略図(その1)である。
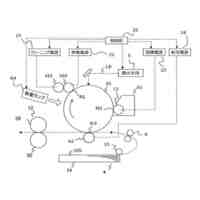
図12は、本発明の一実施形態に係る電極積層体の製造方法を実施するための、絶縁性樹脂層の製造装置(液体吐出装置)におけるさらに他の一例を示す概略図である。
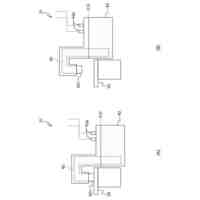
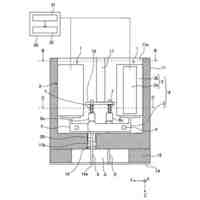
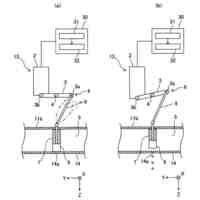
図13は、本発明の一実施形態に係る絶縁性樹脂層の製造装置における液体組成物付与手段としてインクジェット方式、及び転写方式を採用した印刷部の一例を示す構成図(その1)である。
図14は、本発明の一実施形態に係る絶縁性樹脂層の製造装置における液体組成物付与手段としてインクジェット方式、及び転写方式を採用した印刷部の一例を示す構成図(その2)である。
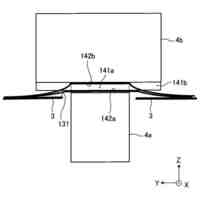
図15は、本発明の一実施形態に係る電気化学素子を示す概略断面図である。
図16は、本発明の一実施形態に係る電気化学素子である全固体電池の一例を示す概略断面図である。
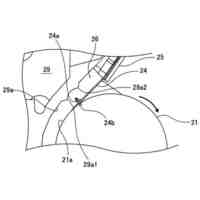
図17は、本発明の一実施形態に係る電気化学素子である移動体の一例を示す概略図である。
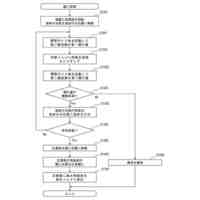
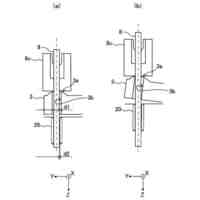
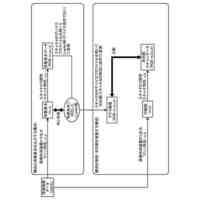
図18は、本発明の一実施形態に係る電極の製造方法を示す概略図である。
図19は、本発明の他の実施形態に係る電極の製造方法を示す概略図である。
【発明を実施するための形態】
【0009】
本発明の電極の製造方法は、本発明者らが、以下の従来技術における問題点を見出したことに基づく発明である。
すなわち、従来の固体電池用正極を用いた全固体電池の製造方法では、全固体電池における正極と負極との短絡を防止するために、正極電極合材層における固体電解質層と対向する面の外周部に正極ガイドを配置して、積層、及びプレスを実施しているが、全固体電池作製の際には非常に高い圧力がかかるため、正極ガイドのクラックや電極への圧力負荷がかかり、依然として電極、及び固体電解質層への圧力負荷によるダメージが生じるという問題がある。
なお、正極ガイドは、プレスに耐えられるようにある程度の粘弾性が必要であることから樹脂製が好ましく、生産性や電極合材層の形状多様性を鑑み、コーターを用い、液体組成物を塗布することで、塗布膜を形成することが好ましいと考えられる。しかしながら、特許文献1には、絶縁性樹脂層が、液体組成物から製造されることの開示はない。
また、生産性を高めるため正極電極合材層と電極合材層の外側に並行した絶縁性樹脂層を同時に塗工する方法が報告されている。しかしながら、特許文献1には、絶縁性樹脂層を電極合材層ガイドとして求められる膜厚を形成することは記載されていない。
【0010】
近年、微少量乃至精密パターン塗布に対応し、材料のロスを最小限に抑えることが可能であり、製版(マスク)なしでCADデータなどから精密なパターンの塗布が可能であることから、産業用コーターとしてインクジェット方式が注目されている。さらにインクジェット印刷は、膜厚の均一性が高く、高精度な着弾、塗り分け塗布が可能であり、異形塗布、微細配線、微小片などの配線描画が可能であることから、光硬化型液体組成物を用いて、樹脂製の電極合材層ガイドを形成することが期待されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
光学機器
2日前
株式会社リコー
画像形成装置
3日前
株式会社リコー
画像形成装置
10日前
株式会社リコー
画像形成装置
2日前
株式会社リコー
画像記録装置
2日前
株式会社リコー
液体吐出装置
2日前
株式会社リコー
画像形成装置
10日前
株式会社リコー
故障予測システム
11日前
株式会社リコー
現像装置及び画像形成装置
10日前
株式会社リコー
綴じ装置および画像形成装置
2日前
株式会社リコー
サーバ装置、方法、プログラム
4日前
株式会社リコー
定着装置、及び、画像形成装置
4日前
株式会社リコー
加熱装置、及び、画像形成装置
2日前
株式会社リコー
液体吐出部、印刷装置、印刷方法
2日前
株式会社リコー
液体吐出装置、及び画像形成装置
2日前
株式会社リコー
媒体処理装置及び画像形成システム
2日前
株式会社リコー
媒体処理装置及び画像形成システム
4日前
株式会社リコー
媒体処理装置及び画像形成システム
11日前
株式会社リコー
洗浄装置、塗装装置、及び洗浄方法
2日前
株式会社リコー
システム、方法、およびプログラム
2日前
株式会社リコー
液体吐出装置、および画像形成装置
10日前
株式会社リコー
振動検出装置及び異常検知システム
2日前
株式会社リコー
媒体処理装置および画像形成システム
8日前
株式会社リコー
インクセット、印刷方法、及び印刷物
2日前
株式会社リコー
通信端末、表示方法、及びプログラム
3日前
株式会社リコー
画像投影システムおよび画像投影方法
10日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
11日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
2日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
2日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
2日前
株式会社リコー
レーザ加工装置、及びレーザ加工システム
3日前
株式会社リコー
微細気泡発生装置及び植物成長促進システム
4日前
株式会社リコー
検版システム、検版方法、およびプログラム
8日前
株式会社リコー
乾燥装置、乾燥システム、及び画像形成装置
11日前
株式会社リコー
液体吐出ヘッド装置及び液体を吐出する装置
14日前
株式会社リコー
処理装置、プログラム、および測距システム
2日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ