TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087168
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201628
出願日
2023-11-29
発明の名称
レーザ加工装置、及びレーザ加工システム
出願人
株式会社リコー
代理人
個人
,
個人
主分類
B23K
26/00 20140101AFI20250603BHJP(工作機械;他に分類されない金属加工)
要約
【課題】対象物の表面に照射されるレーザ光の間隔を高精度に制御可能なレーザ加工装置を提供する。
【解決手段】本開示の一態様に係るレーザ加工装置は、レーザ光源と、前記レーザ光源から射出されるレーザ光を対象物の表面において走査させる光走査部と、第1の周期を有する連続信号である第1信号と、前記第1の周期よりも短い第2の周期を有する連続信号である第2信号と、に基づいて、前記レーザ光源による前記レーザ光の射出タイミングを制御することにより、前記対象物の表面に照射される前記レーザ光の間隔を制御可能な制御部と、を有する。
【選択図】図6
特許請求の範囲
【請求項1】
対象物の表面に照射されるレーザ光源と、
前記レーザ光源から射出されるレーザ光を対象物の表面において走査させる光走査部と、
第1の周期を有する連続信号である第1信号と、前記第1の周期よりも短い第2の周期を有する連続信号である第2信号と、に基づいて、前記レーザ光源による前記レーザ光の射出タイミングを制御することにより、前記対象物の表面に照射される前記レーザ光の間隔を制御可能な制御部と、を有する、レーザ加工装置。
続きを表示(約 1,200 文字)
【請求項2】
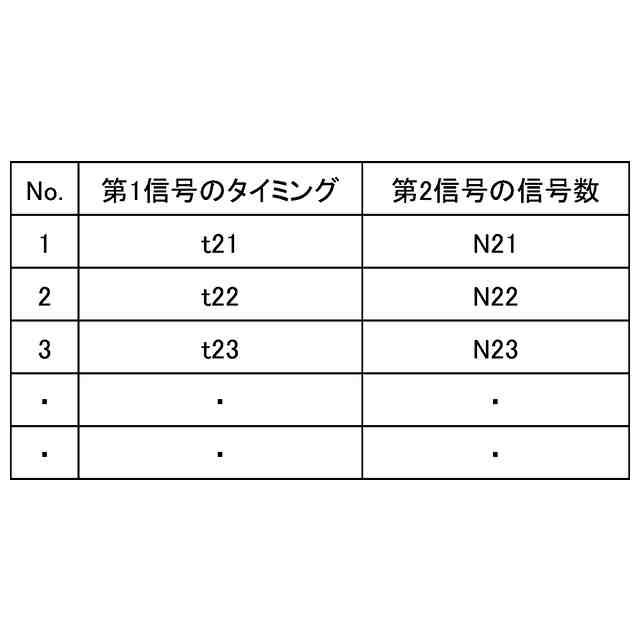
基準信号に対する前記第1信号のタイミングと、前記第1信号のタイミングからの時間ずれに対応する前記第2信号の信号数と、の関係に関する対応情報が予め定められており、
前記制御部は、前記基準信号に対する前記第1信号のタイミングに基づき、前記対応情報を参照して取得される前記第2信号の前記信号数に応じて前記第1信号のタイミングからずれたタイミングにおいて、前記レーザ光源に前記レーザ光を射出させる、請求項1に記載のレーザ加工装置。
【請求項3】
前記対応情報を格納する格納部をさらに有する、請求項2に記載のレーザ加工装置。
【請求項4】
前記第2信号は、クロック信号である、請求項1又は請求項2に記載のレーザ加工装置。
【請求項5】
前記第2の周期の長さは、前記第1の周期の長さの1/10以下である、請求項1又は請求項2に記載のレーザ加工装置。
【請求項6】
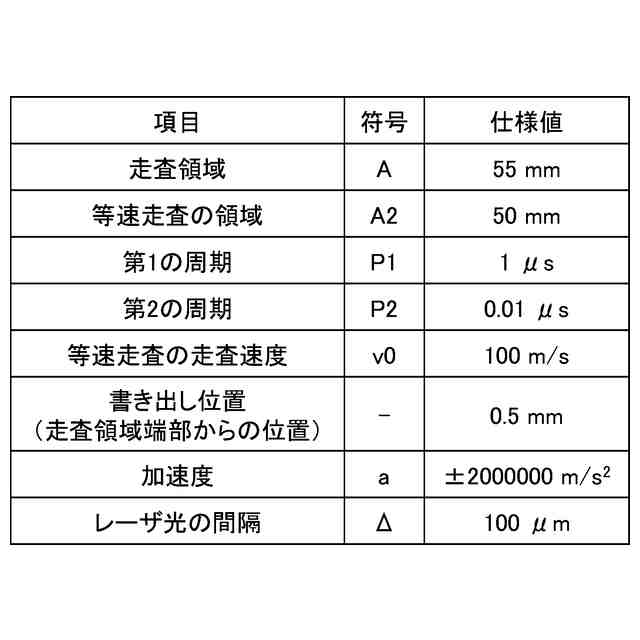
前記対象物の表面における前記レーザ光の走査領域は、
前記レーザ光の走査が加速される第1領域と、
前記レーザ光の走査速度が一定である第2領域と、
前記レーザ光の走査が減速される第3領域と、を含み、
前記制御部は、前記第2領域では、前記第1信号に基づいて前記レーザ光源に前記レーザ光を射出させ、前記第1領域及び前記第3領域では、前記第1信号と前記第2信号とに基づいて前記レーザ光源に前記レーザ光を射出させる、請求項1又は請求項2に記載のレーザ加工装置。
【請求項7】
前記対象物の表面における前記レーザ光の走査領域は、
前記レーザ光の走査が加速される第1領域と、
前記レーザ光の走査速度が一定である第2領域と、
前記レーザ光の走査が減速される第3領域と、を含み、
前記制御部は、前記第1領域、前記第2領域及び前記第3領域のそれぞれにおいて、前記第1信号と前記第2信号とに基づいて前記レーザ光源に前記レーザ光を射出させる、請求項1又は請求項2に記載のレーザ加工装置。
【請求項8】
前記制御部は、画像データにさらに基づいて、前記レーザ光源による前記レーザ光の射出を制御する、請求項1又は請求項2に記載のレーザ加工装置。
【請求項9】
前記光走査部は、第1方向、及び前記第1方向とは反対方向である第2方向、のそれぞれに前記レーザ光を走査可能である、請求項1又は請求項2に記載のレーザ加工装置。
【請求項10】
前記光走査部は、第1方向及び前記第1方向とは反対方向である第2方向のそれぞれに前記レーザ光を走査可能であり、
前記第1方向への走査において参照される前記対応情報は、第1の対応情報であり、
前記第2方向への走査において参照される前記対応情報は、前記第1の対応情報とは異なる第2の対応情報である、請求項2に記載のレーザ加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工装置、及びレーザ加工システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来から、対象物の表面にレーザ光を照射することによって加工を行うレーザ加工装置が知られている。
【0003】
レーザ加工装置として、レーザ光の照射点の走査速度から、被加工物の表面に空間的に所定の間隔でパルスレーザ光を照射するのに必要なパルスレーザ光の照射周期を求め、該照射周期でパルスレーザ光が被加工物の表面に照射されるようにパルスレーザ光の遮断又は透過の切り替えを制御する装置が開示されている(例えば、特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の装置では、パルスレーザ光の遮断又は透過を切り替え、所定の周期で照射されるレーザ光の照射を間引くことによって、被加工物の表面に照射されるレーザ光の間隔を制御する。このため、パルスレーザ光は所定の周期で決定されるタイミングでのみ照射され、時間的な制御分解能が低い。従って、被加工物等の対象物の表面に照射されるレーザ光の間隔を制御する精度に改善の余地があった。
【0005】
本開示は、対象物の表面に照射されるレーザ光の間隔を高精度に制御可能なレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の一態様に係るレーザ加工装置は、レーザ光源と、前記レーザ光源から射出されるレーザ光を対象物の表面において走査させる光走査部と、第1の周期を有する連続信号である第1信号と、前記第1の周期よりも短い第2の周期を有する連続信号である第2信号と、に基づいて、前記レーザ光源による前記レーザ光の射出タイミングを制御することにより、前記対象物の表面に照射される前記レーザ光の間隔を制御可能な制御部と、を有する。
【発明の効果】
【0007】
本開示によれば、対象物の表面に照射されるレーザ光の間隔を高精度に制御可能なレーザ加工装置を提供することができる。
【図面の簡単な説明】
【0008】
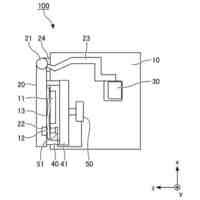
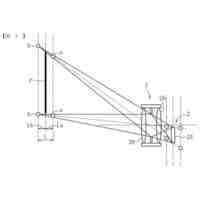
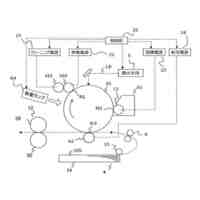
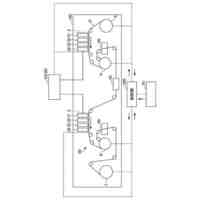
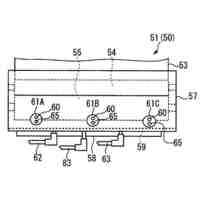
本開示の第1実施形態に係るレーザ加工装置の構成を示す模式図である。
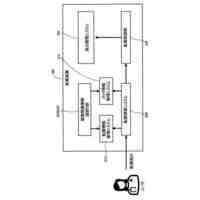
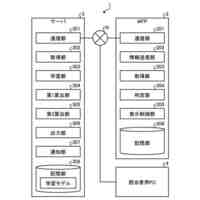
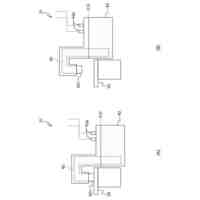
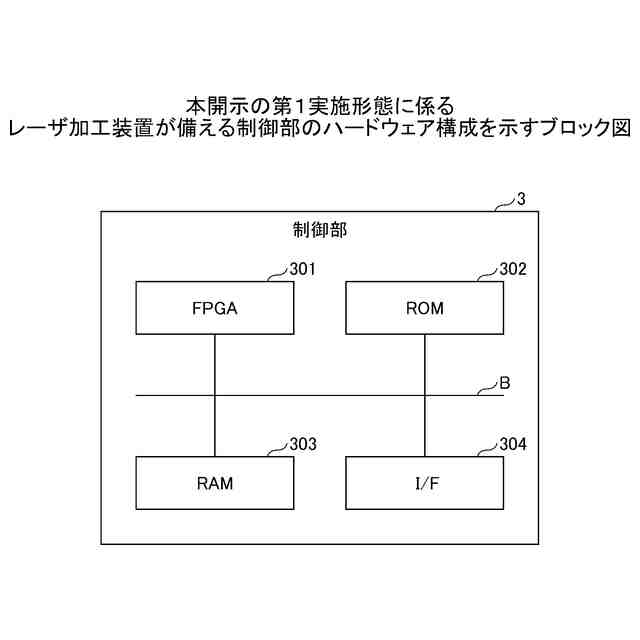
本開示の第1実施形態に係るレーザ加工装置が備える制御部のハードウェア構成を示すブロック図である。
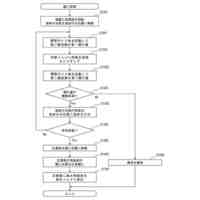
本開示の第1実施形態に係るレーザ加工装置が備える制御部の機能構成を示すブロック図である。
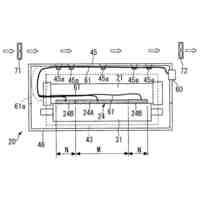
本開示の第1実施形態に係るレーザ加工装置の走査領域を示す図である。
本開示の第1実施形態に係るレーザ加工装置の第1方向への走査期間におけるレーザ光の走査位置を示す図である。
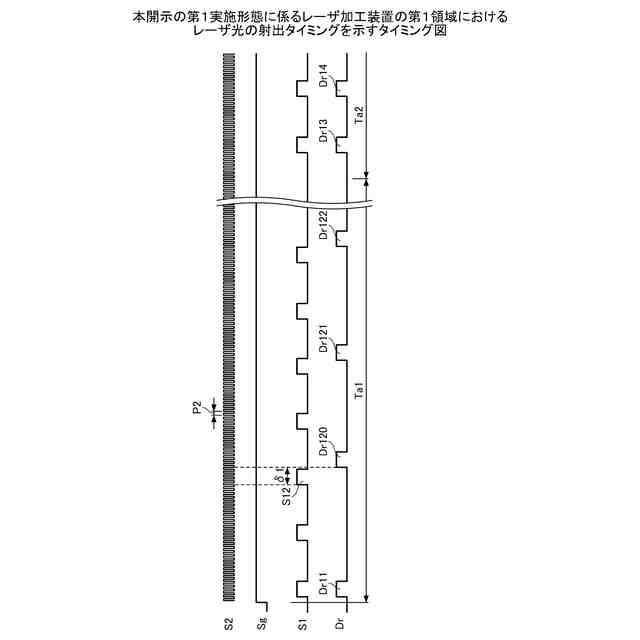
本開示の第1実施形態に係るレーザ加工装置の第1領域におけるレーザ光の射出タイミングを示すタイミング図である。
本開示の第1実施形態に係るレーザ加工装置の第3領域におけるレーザ光の射出タイミングを示すタイミング図である。
本開示の第1実施形態に係るレーザ加工装置において対象物の表面に照射されるレーザ光の間隔を示す図である。
本開示の第1実施形態に係るレーザ加工装置の第1領域と第2領域の境界におけるレーザ光の間隔制御を示す図である。
本開示の第1実施形態に係るレーザ加工装置の第2領域と第3領域の境界におけるレーザ光の間隔制御を示す図である。
本開示の第2実施形態に係るレーザ加工装置の第1方向及び第2方向それぞれへの走査を示す図である。
本開示の第2実施形態に係るレーザ加工装置の第1方向及び第2方向それぞれへの走査期間におけるレーザ光の走査位置を示す図である。
【発明を実施するための形態】
【0009】
本開示の実施形態に係るレーザ加工装置、及びレーザ加工システムについて図面を参照しながら詳細に説明する。但し、以下に示す形態は、本実施形態の技術思想を具現化するためのレーザ加工装置、及びレーザ加工システムを例示するものであって、以下に限定するものではない。
【0010】
また、実施形態に記載されている構成部の寸法、材質、形状、その相対的配置等は、特定的な記載がない限り、本開示の範囲をそれのみに限定する趣旨ではなく、単なる説明例にすぎない。なお、各図面が示す部材の大きさ、位置関係等は、説明を明確にするため誇張していることがある。また、以下の説明において、同一の名称、符号については同一もしくは同質の部材を示しており詳細説明を適宜省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
光学機器
1日前
株式会社リコー
電子機器
14日前
株式会社リコー
投影装置
27日前
株式会社リコー
液体吐出装置
17日前
株式会社リコー
画像形成装置
9日前
株式会社リコー
画像形成装置
9日前
株式会社リコー
画像形成装置
14日前
株式会社リコー
画像形成装置
2日前
株式会社リコー
画像投射装置
24日前
株式会社リコー
画像形成装置
24日前
株式会社リコー
液体吐出装置
1日前
株式会社リコー
画像形成装置
14日前
株式会社リコー
服薬支援装置
22日前
株式会社リコー
画像形成装置
1日前
株式会社リコー
画像記録装置
1日前
株式会社リコー
多関節ロボット
14日前
株式会社リコー
故障予測システム
10日前
株式会社リコー
結合部品及び包装箱
13日前
株式会社リコー
撮影装置および移動装置
28日前
株式会社リコー
現像装置及び画像形成装置
9日前
株式会社リコー
綴じ装置および画像形成装置
1日前
株式会社リコー
画像形成装置及び画像形成方法
14日前
株式会社リコー
サーバ装置、方法、プログラム
3日前
株式会社リコー
加熱装置、及び、画像形成装置
1日前
株式会社リコー
定着装置、及び、画像形成装置
3日前
株式会社リコー
液体吐出装置、及び画像形成装置
1日前
株式会社リコー
シート給送装置及び画像形成装置
17日前
株式会社リコー
印刷スケーリング補正メカニズム
20日前
株式会社リコー
液体吐出部、印刷装置、印刷方法
1日前
株式会社リコー
振動検出装置及び異常検知システム
1日前
株式会社リコー
媒体処理装置及び画像形成システム
3日前
株式会社リコー
洗浄装置、塗装装置、及び洗浄方法
1日前
株式会社リコー
塗布装置、及び、画像形成システム
14日前
株式会社リコー
媒体処理装置及び画像形成システム
27日前
株式会社リコー
媒体処理装置及び画像形成システム
1日前
株式会社リコー
検査プロダクション制御メカニズム
20日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ