TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087655
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2024207648
出願日
2024-11-28
発明の名称
成形体の製造方法
出願人
三菱ケミカル株式会社
代理人
個人
,
個人
主分類
B29C
64/106 20170101AFI20250603BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】接着強度が高くシール性に優れ、マテリアルリサイクル可能な成形体の製造方法を提供する。
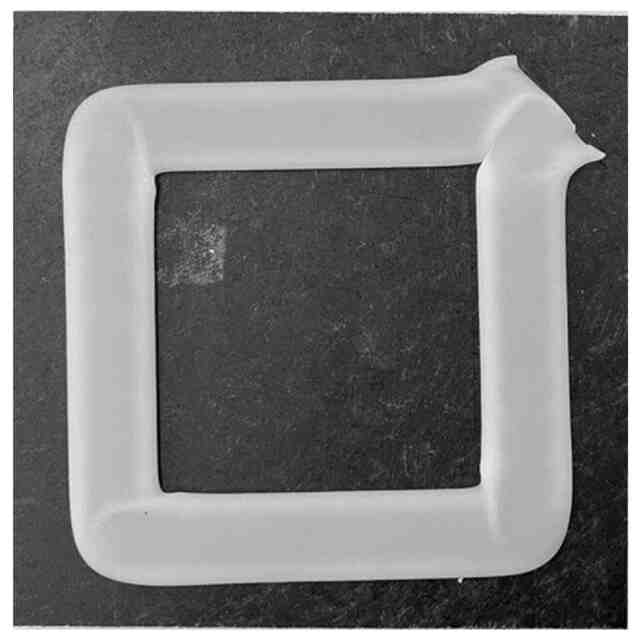
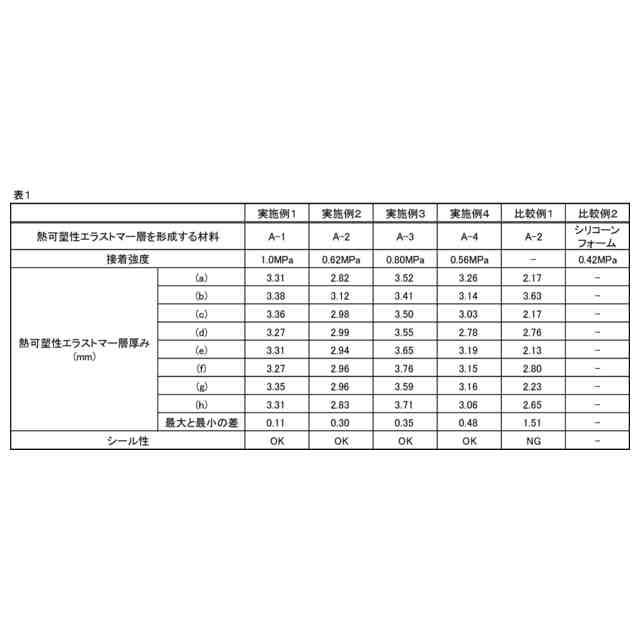
【解決手段】熱可塑性樹脂を含む構造体上に、熱可塑性エラストマー層を熱融着により積層させた成形体の製造方法であって、前記熱可塑性エラストマー層がオレフィン系ゴムもしくはポリオレフィン系樹脂のいずれか又は両方が含まれる材料により形成され、前記熱可塑性エラストマー層における最大厚みと最少厚みとの差が1.5mm以下になるように、3Dプリンタを用いて前記熱可塑性エラストマー層を積層させる、成形体の製造方法である。
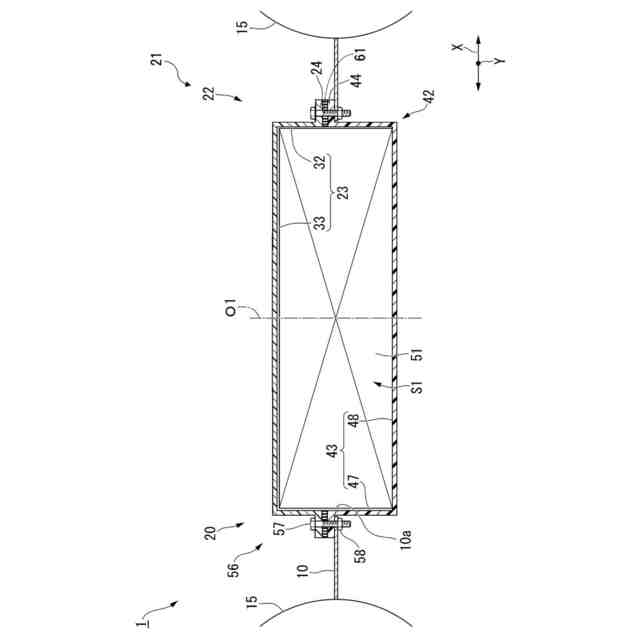
【選択図】図6
特許請求の範囲
【請求項1】
熱可塑性樹脂を含む構造体上に、熱可塑性エラストマー層を熱融着により積層させた成形体の製造方法であって、
前記熱可塑性エラストマー層がオレフィン系ゴムもしくはポリオレフィン系樹脂のいずれか又は両方が含まれる材料により形成され、
前記熱可塑性エラストマー層における最大厚みと最少厚みとの差が1.5mm以下になるように、3Dプリンタを用いて前記熱可塑性エラストマー層を積層させる、成形体の製造方法。
続きを表示(約 520 文字)
【請求項2】
前記熱可塑性エラストマー層は前記構造体上に直接積層してなる、請求項1に記載の成形体の製造方法。
【請求項3】
前記熱可塑性エラストマー層の厚みが10mm以下である、請求項1に記載の成形体の製造方法。
【請求項4】
前記3Dプリンタが材料押出方式(MEX法)である、請求項1に記載の成形体の製造方法。
【請求項5】
前記熱可塑性エラストマー層を積層する際の温度が170~260℃である、請求項1に記載の成形体の製造方法。
【請求項6】
前記熱可塑性樹脂がポリオレフィン系樹脂を含む、請求項1に記載の成形体の製造方法。
【請求項7】
前記構造体が3次元形状である、請求項1に記載の成形体の製造方法。
【請求項8】
前記構造体が熱可塑性樹脂に繊維を混合させた樹脂繊維複合材料から形成される、請求項1に記載の成形体の製造方法。
【請求項9】
前記繊維がガラス繊維を含む、請求項8に記載の成形体の製造方法。
【請求項10】
バッテリーパックに用いる、請求項1~9のいずれか1項に記載の成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、ケース中に蓄電部が配置されたバッテリーパックが知られている(例えば、特許文献1及び2参照)。
【0003】
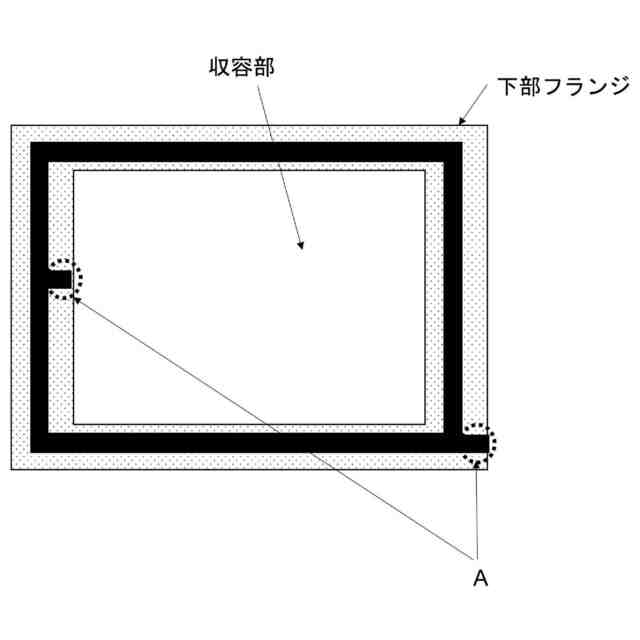
ケースは、上部ケース及び下部ケースを備える。
上部ケースは、有頂筒状に形成された上部ケース本体と、上部ケース本体の下端部の外周縁から外側に向かって突出する上部フランジと、を有する。下部ケースは、有底筒状に形成された下部ケース本体と、下部ケース本体の上端部の外周縁から外側に向かって突出する下部フランジと、を有する。
上部ケースの上部フランジは、下部ケースの下部フランジに対向するように配置される。
蓄電部には、所定の電力が蓄えられる。蓄電部は、上部ケース本体及び下部ケース本体内に配置される。
【0004】
また、上部フランジと下部フランジとの間には、シール材が使用されている(例えば、特許文献1参照)。
シール材は、防水防塵目的で用いられ、柔軟であり、かつゴム弾性が要求される部材として加硫ゴムが用いられている。
【0005】
近年、環境対策の一環として電気自動車やハイブリッド自動車の研究開発が進められており、航続距離の向上を目指した高エネルギー密度のバッテリー開発と軽量化が盛んに進められている。このような高エネルギー密度のバッテリーは不慮の事故により発火する恐れがあり、乗客への安全対策としてそのケースは高い遮炎性が必要なため、金属材料と耐火材が併用されている場合が多い。
しかしながら、金属材料は重くなる欠点があり、耐火材を併用する場合には加工性や部品点数増加によるコスト増が課題となっていることから、軽量化と遮炎性を両立する可能性を有する樹脂化が試みられている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
国際公開第2014/109243号
特開2020-40385号公報
国際公開第2022/220303号
【発明の概要】
【発明が解決しようとする課題】
【0007】
現在、持続可能な社会に向け、二酸化炭素の抑制やリサイクル性が重要視されてきているが、シール材として従来用いられている加硫ゴムはマテリアルリサイクルが難しいといった課題があった。
また、ケースのフランジ部にシール材を固定する方法としては一般的に、フランジと加硫ゴムとを両面テープ等の接着剤層で接着することになるが、かかる場合、接着強度が十分でない場合があった。加えて、両面テープ等の接着剤層を介することにより、シール性が損なわれる場合があった。
【0008】
そこで、本発明は、このような問題点に鑑みてなされたものであって、接着強度が高くシール性に優れ、マテリアルリサイクル可能な成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するために、この発明は以下の手段を提案している。
(1)本発明の態様1は、熱可塑性樹脂を含む構造体上に、熱可塑性エラストマー層を熱融着により積層させた成形体の製造方法であって、前記熱可塑性エラストマー層がオレフィン系ゴムもしくはポリオレフィン系樹脂のいずれか又は両方が含まれる材料により形成され、前記熱可塑性エラストマー層における最大厚みと最少厚みとの差が1.5mm以下になるように、3Dプリンタを用いて前記熱可塑性エラストマー層を積層させる、成形体の製造方法である。
【0010】
(2)本発明の態様2は、前記熱可塑性エラストマー層は前記構造体上に直接積層してなる、(1)に記載の成形体の製造方法であってもよい。
(3)本発明の態様3は、前記熱可塑性エラストマー層の厚みが10mm以下である、(1)又は(2)に記載の成形体の製造方法であってもよい。
(4)本発明の態様4は、前記3Dプリンタが材料押出方式(MEX法)である、(1)~(3)のいずれか一に記載の成形体の製造方法であってもよい。
(5)本発明の態様5は、前記熱可塑性エラストマー層を積層する際の温度が170~260℃である、(1)~(4)のいずれか一に記載の成形体の製造方法であってもよい。
(6)本発明の態様6は、前記熱可塑性樹脂がポリオレフィン系樹脂を含む、(1)~(5)のいずれか一に記載の成形体の製造方法であってもよい。
(7)本発明の態様7は、前記構造体が3次元形状である、(1)~(6)のいずれか一に記載の成形体の製造方法であってもよい。
(8)本発明の態様8は、前記構造体が熱可塑性樹脂に繊維を混合させた樹脂繊維複合材料から形成される、(1)~(7)のいずれか一に記載の成形体の製造方法であってもよい。
(9)本発明の態様9は、前記繊維がガラス繊維を含む、(8)に記載の成形体の製造方法であってもよい。
(10)本発明の態様10は、バッテリーパックに用いる、(1)~(9)のいずれか一に記載の成形体の製造方法であってもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱ケミカル株式会社
ペレットブレンド物および成形品
17日前
三菱ケミカル株式会社
プリプレグおよびその製造方法、成形体
10日前
三菱ケミカル株式会社
化合物、組成物、膜、光電変換素子及びCMOSイメージセンサ
17日前
三菱ケミカル株式会社
化合物、組成物、膜、光電変換素子及びCMOSイメージセンサ
17日前
三菱ケミカル株式会社
二軸延伸フィルム
1日前
三菱ケミカル株式会社
樹脂組成物、高分子複合圧電体材料、高分子複合圧電体素子、センサーデバイス、インク
4日前
三菱ケミカル株式会社
ポリビニルアルコール系樹脂の分離方法、及びポリビニルアルコール系樹脂のリサイクル方法
3日前
三菱ケミカル株式会社
非水系電解液及びそれを用いたエネルギーデバイス
3日前
三菱ケミカル株式会社
活性エネルギー線硬化性樹脂組成物、粘着剤組成物及び粘着剤
16日前
三菱ケミカル株式会社
樹脂組成物層の製造方法、該製造方法で得られた樹脂組成物層及び該樹脂組成物層を含む複合成形体
18日前
三菱ケミカル株式会社
インクジェット印刷用紫外線硬化性水系インク、インクジェット印刷用紫外線硬化性水系組成物および印刷物
16日前
東レ株式会社
吹出しノズル
8か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
プリプレグテープ
10か月前
東レ株式会社
フィルムの製造方法
23日前
グンゼ株式会社
ピン
7か月前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
17日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
フィルムの製造方法。
3日前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
株式会社漆原
シートの成形方法
2か月前
株式会社FTS
成形装置
7か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社不二越
射出成形機
1か月前
三菱自動車工業株式会社
予熱装置
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ