TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103021
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2025064447,2022514054
出願日
2025-04-09,2021-04-05
発明の名称
樹脂組成物層の製造方法、該製造方法で得られた樹脂組成物層及び該樹脂組成物層を含む複合成形体
出願人
三菱ケミカル株式会社
代理人
個人
,
個人
主分類
B29C
43/14 20060101AFI20250701BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】凝集無機フィラー及び熱硬化性樹脂を含む樹脂組成物よりなる樹脂組成物層の製造方法を提供する。
【解決手段】下記(a)工程及び(b)工程を有する、樹脂組成物層の製造方法。
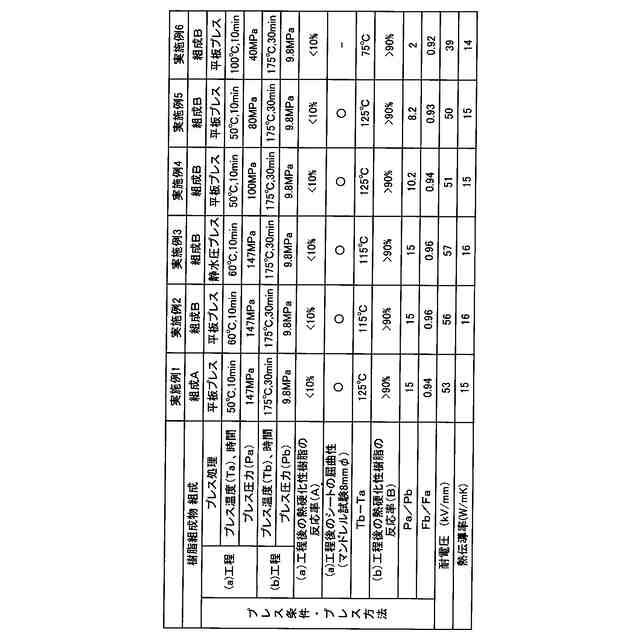
(a)キャリアフィルム及び該キャリアフィルム上に前記樹脂組成物を用いて形成したシートを、プレス温度が0℃以上110℃以下、プレス圧力が40MPa以上1000MPa以下の条件でプレス処理を行う工程
(b)(a)工程を経たシートを、プレス温度が70℃以上250℃以下、プレス圧力が3MPa以上100MPa以下の条件でプレス処理を行い、樹脂組成物層を得る工程
【選択図】なし
特許請求の範囲
【請求項1】
凝集無機フィラー及び熱硬化性樹脂を含む樹脂組成物よりなる樹脂組成物層を製造する方法であって、下記(a)工程及び(b)工程を有する、樹脂組成物層の製造方法。
(a)キャリアフィルム及び該キャリアフィルム上に前記樹脂組成物を用いて形成したシートを、プレス温度が3℃以上95℃以下、プレス圧力が40MPa以上500MPa以下、プレス処理の時間が3分以上2時間以内の条件でプレス処理を行う工程
(b)(a)工程を経たシートを、プレス温度が70℃以上250℃以下、プレス圧力が3MPa以上100MPa以下、プレス処理時の時間が5分以上24時間以内の条件でプレス処理を行い、樹脂組成物層を得る工程
続きを表示(約 1,100 文字)
【請求項2】
下記方法で求められる前記(a)工程後のシートの前記熱硬化性樹脂の反応率(「反応率(A)と称す。)が50%未満である、請求項1に記載の樹脂組成物層の製造方法。
<反応率(A)の測定・算出方法>
(a)工程前後のシートについて、示差走査熱量測定(DSC)により40℃から250℃まで10℃/minで昇温した際に得られる発熱ピークの発熱量から下記式により算出する。
反応率(A)(%)=(1-((a)工程後の発熱量/(a)工程前の発熱量))×100
【請求項3】
前記(b)工程のプレス温度をTb(℃)、前記(a)工程のプレス温度をTa(℃)とすると、Tb>Taであり、且つ30℃≦Tb-Ta≦220℃である、請求項1又は2に記載の樹脂組成物層の製造方法。
【請求項4】
下記方法で求められる前記(b)工程後のシートの前記熱硬化性樹脂の反応率(「反応率(B)」と称す。)が60%以上である、請求項1~3のいずれか1項に記載の樹脂組成物層の製造方法。
<反応率(B)の測定・算出方法>
(a)工程前および(b)工程後のシートについて、示差走査熱量測定(DSC)により40℃から250℃まで10℃/minで昇温した際に得られる発熱ピークの発熱量から下記式により算出する。
反応率(B)(%)=(1-((b)工程後の発熱量/(a)工程前の発熱量))×100
【請求項5】
前記(b)工程のプレス圧力をPb(MPa)、前記(a)工程のプレス圧力をPa(MPa)とすると、Pa>Pbであり、且つPa/Pbが1.5以上50以下である、請求項1~4のいずれか1項に記載の樹脂組成物層の製造方法。
【請求項6】
前記(b)工程後の膜厚をFb、前記(a)工程後の膜厚をFaとすると、Fb/Faが0.7以上1.2以下である、請求項1~5のいずれか1項に記載の樹脂組成物層の製造方法。
【請求項7】
前記(a)工程のプレス処理が平板プレス処理である、請求項1~6のいずれか1項に記載の樹脂組成物層の製造方法。
【請求項8】
前記(a)工程のプレス処理がロールプレス処理である、請求項1~6のいずれか1項に記載の樹脂組成物層の製造方法。
【請求項9】
前記(a)工程のプレス処理が、静水圧プレス処理である、請求項1~6のいずれか1
項に記載の樹脂組成物層の製造方法。
【請求項10】
前記熱硬化性樹脂がエポキシ化合物を含む、請求項1~9のいずれか1項に記載の樹脂組成物層の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂組成物層の製造方法、該製造方法で得られた樹脂組成物層及び該樹脂組成物層を含む複合成形体に関するものである。本発明の樹脂組成物層の製造方法により得られた樹脂組成物層及び複合成形体は、例えばパワー半導体デバイス用の放熱材料として好適に用いることができる。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
熱伝導性がよく、かつ絶縁性に優れる放熱シートに関しては、多くの検討がなされている。特にフィラーを樹脂に混合し、それにより熱伝導性と絶縁性を高い水準で満足する放熱樹脂シートを得るための試みが続けられている。放熱樹脂シートに含有されるフィラーとしては、各種酸化物や窒化物が用いられ、その粒径、粒度分布等についての検討も多く行われている。
【0003】
従来、放熱シートに含有されるフィラーとして、六方晶の窒化ホウ素を用いることが検討されている。六方晶の窒化ホウ素は一般に薄板状の結晶であり、その薄板の平面方向の熱伝導率は高いが、薄板の厚さ方向の熱伝導率が低い。このため、放熱シートに薄板状の窒化ホウ素を配合すると、シート化する際に窒化ホウ素はシート面に平行に配向することから、シートの厚さ方向には十分な熱伝導性が得られない。
【0004】
シートの厚さ方向の熱伝導性を上げる材料として、凝集窒化ホウ素フィラーがある。凝集窒化ホウ素フィラーを使用することで、シートの厚さ方向の熱伝導性を向上できる。
【0005】
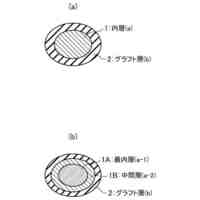
凝集窒化ホウ素フィラーとして、カードハウス構造の凝集窒化ホウ素フィラーが開発されている(例えば特許文献1参照)。さらに、比較的平均粒子径が大きく、かつ圧力が加わっても崩れることの少ないカードハウス構造の凝集窒化ホウ素フィラーが開発されている(例えば特許文献2参照)。カードハウス構造は凝集窒化ホウ素フィラーは、カードハウス構造による熱伝導パスが確保されることから、これを放熱シートに含有させることで、シートの厚さ方向への熱伝導性が優れたものとなる。
凝集窒化ホウ素フィラーは、別途バインダーを使用することなく窒化ホウ素粒子が凝集している。そのため、シート化する際に外力がかかってもカードハウス構造は容易に崩壊せず熱伝導パスを維持し、シートの厚さ方向への放熱ができ、優れた熱伝導性を達成することができる(例えば特許文献3参照)。
シートの厚さ方向の熱伝導性を上げる成形方法として、シート内の凝集窒化ホウ素フィラー同士を面接触させることで熱伝導率を高める方法が知られている(例えば特許文献4参照)。
【0006】
特許文献1~4では、凝集窒化ホウ素フィラーを含む熱硬化性樹脂組成物を基材に塗布して加熱加圧することで凝集窒化ホウ素フィラー含有樹脂組成物層を形成している。しかし、そのプレス処理条件やプレス工程についての詳細な検討はなされていない。
【0007】
特許文献5には、窒化ホウ素フィラーとアルミナを含む樹脂組成物の塗布層を乾燥させ、加熱加圧処理して貼り合わせ、Bステージ状態の樹脂シートを得ること、Bステージ状態の樹脂シートを銅箔で挟み、両面に銅箔が設けられたCステージ状態の樹脂シート積層体硬化物を得ること、が示されている。
【先行技術文献】
【特許文献】
【0008】
特許第5679083号公報
特開2016-135730号公報
国際公開第2015/119198号
国際公開第2019/189746号
特開2016-79304号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1~3で開示された凝集窒化ホウ素フィラーは、フィラー間に微細なボイドが残存する場合があり、絶縁性のさらなる改善が必要である。
特許文献4では、シートのハンドリング性の検討がなされておらず、大面積化のためにハンドリング性の向上が求められる。
【0010】
特許文献5では、シートの流動性を得るためにBステージでのプレス圧が低いことから、シート内にボイド残存し、耐電圧が低くなる。特許文献5では、ボイドが残存するためシートがもろくなり、大面積化のためにはハンドリング性の向上がさらに必要である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱ケミカル株式会社
組成物及び塗料組成物
3日前
三菱ケミカル株式会社
樹脂組成物及び樹脂成形体
3日前
三菱ケミカル株式会社
硬化性組成物、硬化物、積層体
7日前
三菱ケミカル株式会社
硬化性組成物、硬化物、積層体
7日前
三菱ケミカル株式会社
蛍光体、シンチレータ及び放射線検出器
7日前
三菱ケミカル株式会社
ポリブチレンテレフタレートおよび成形品
5日前
三菱ケミカル株式会社
ポリブチレンテレフタレート及びその製造方法
5日前
三菱ケミカル株式会社
食品中の微生物の増殖を抑制するための方法及び組成物
6日前
三菱ケミカル株式会社
窒化ホウ素凝集粉末、樹脂組成物、放熱シート及び半導体デバイス
3日前
三菱ケミカル株式会社
二軸延伸フィルム
10日前
三菱ケミカル株式会社
樹脂組成物、フィルム及び多層構造体
3日前
三菱ケミカル株式会社
樹脂組成物、高分子複合圧電体材料、高分子複合圧電体素子、センサーデバイス、インク
13日前
三菱ケミカル株式会社
ポリビニルアルコール系樹脂の分離方法、及びポリビニルアルコール系樹脂のリサイクル方法
12日前
三菱ケミカル株式会社
非水系電解液及びそれを用いたエネルギーデバイス
12日前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
4日前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
26日前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
1か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
フィルムの製造方法。
12日前
個人
樹脂可塑化方法及び装置
6か月前
トヨタ自動車株式会社
射出装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社漆原
シートの成形方法
2か月前
株式会社FTS
成形装置
7か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社リコー
画像形成システム
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ