TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079484
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192183
出願日
2023-11-10
発明の名称
横型連続伝導伝熱式乾燥機の運転方法
出願人
株式会社大川原製作所
代理人
個人
,
個人
主分類
F26B
17/20 20060101AFI20250515BHJP(乾燥)
要約
【課題】本体シェル内の撮影画像から得られる情報に基づいて、乾燥品の排出量および被処理物の投入量のいずれか一方または双方の制御を好適に行うことができる、新規な横型連続伝導伝熱式乾燥機の運転方法の開発を技術課題とした。
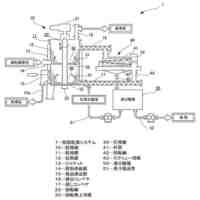
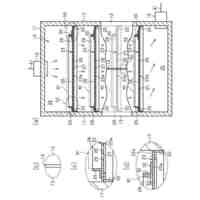
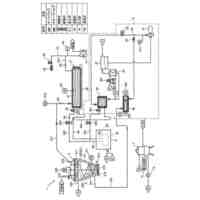
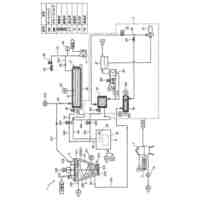
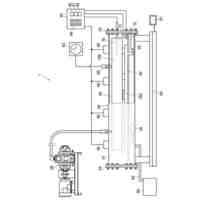
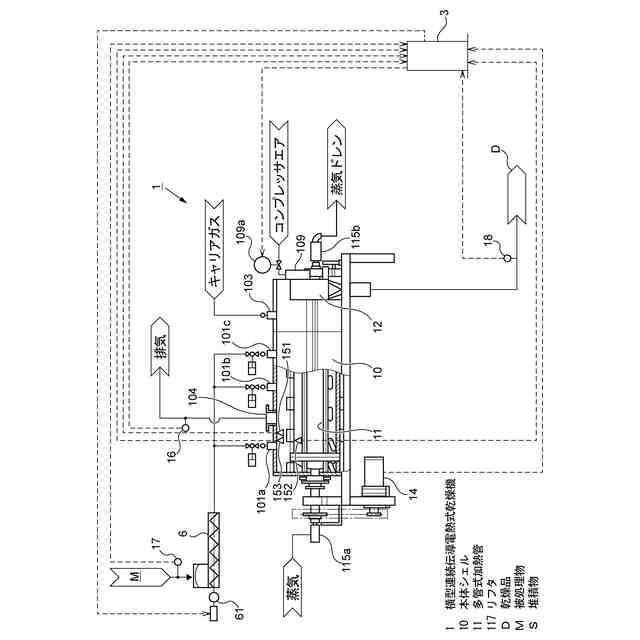
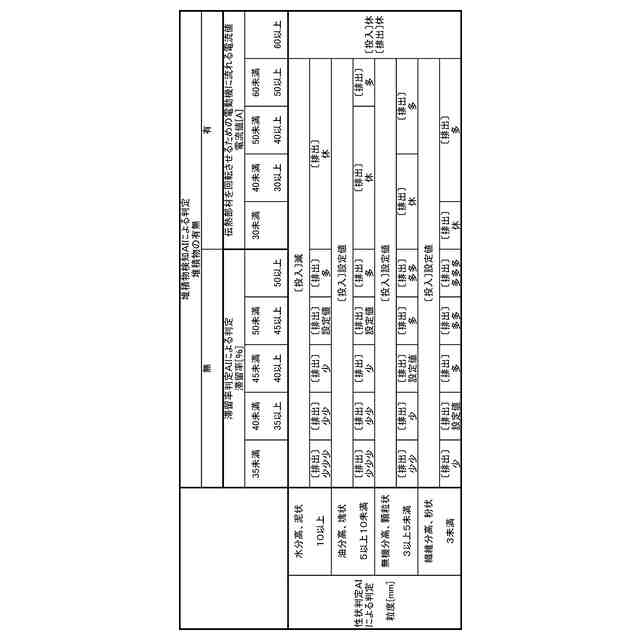
【解決手段】 伝熱部材の外周部の撮影画像を堆積物検知АIによって画像解析することにより、この部位への堆積物Sの有無を判定し、更にリフタ117によって掻き上げられた被処理物Mの撮影画像を性状判定АIによって画像解析することにより、被処理物Mの性状を判定し、これらの判定に基づいて乾燥品Dの排出量および被処理物Mの投入量のいずれか一方または双方の制御を行うことを特徴として成る。
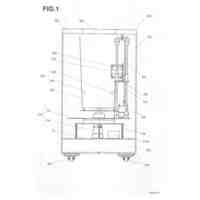
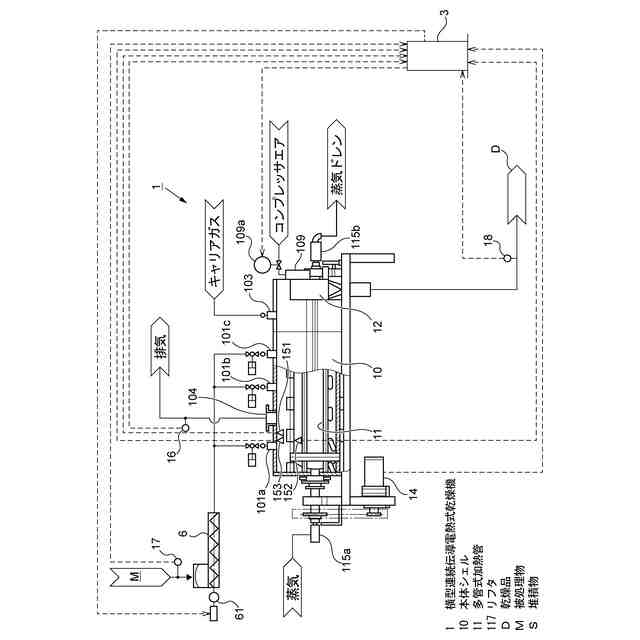
【選択図】図1
特許請求の範囲
【請求項1】
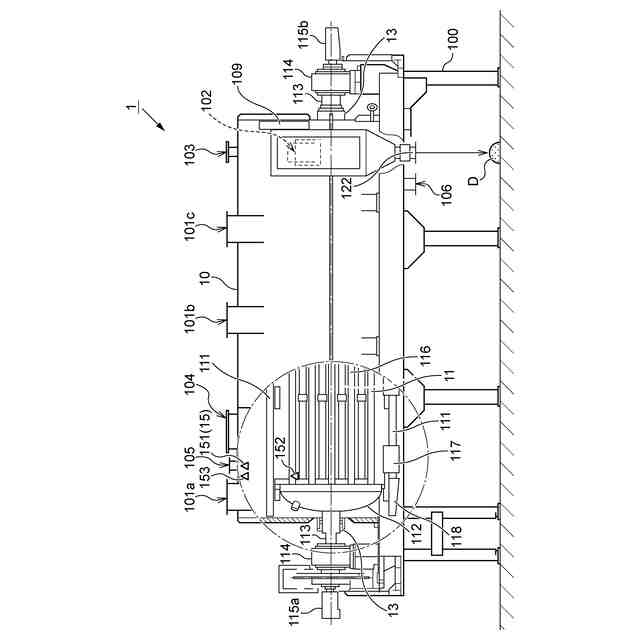
本体シェル内に伝熱部材が具えられ、この伝熱部材を、その内部に加熱用媒体を流すとともに回転させ、前記本体シェル内に被処理物を投入し、この被処理物を本体シェル内に滞留させつつ、伝熱部材の側周部に具えられたリフタによって掻き上げて、
伝熱部材を構成するチューブ束に接触させて乾燥を促すとともに、
投入口側から溢出口側に移送し、乾燥品として溢出口から排出する横型連続伝導伝熱式乾燥機の運転において、
前記伝熱部材の外周部の撮影画像を堆積物検知АIによって画像解析することにより、この部位への堆積物の有無を判定し、
更にリフタによって掻き上げられた被処理物の撮影画像を性状判定АIによって画像解析することにより、被処理物の性状を判定し、
これらの判定に基づいて乾燥品の排出量および被処理物の投入量のいずれか一方または双方の制御を行うことを特徴とする横型連続伝導伝熱式乾燥機の運転方法。
続きを表示(約 580 文字)
【請求項2】
前記堆積物検知АIにより堆積物が有と判定されたときには、非定常運転状態であると判定し、
前記伝熱部材を回転させるための電動機に流れる電流値と、
前記性状判定АIにより判定された被処理物の性状とに基づいて、
乾燥品の排出量および被処理の投入量のいずれか一方または双方の制御を行い、
定常運転に移行させることを特徴とする請求項1記載の横型連続伝導伝熱式乾燥機の運転方法。
【請求項3】
前記堆積物検知АIにより堆積物が無と判定されたときには、定常運転状態であると判定し、
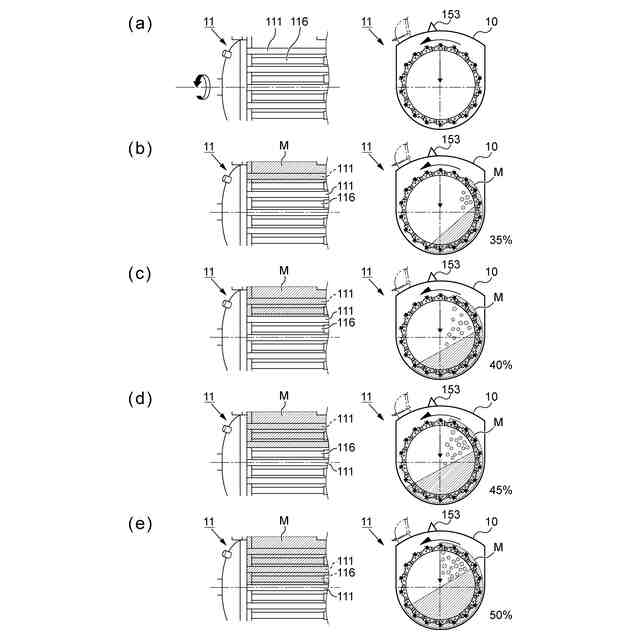
前記リフタによって掻き上げられた被処理物の落下位置の撮影画像を滞留率判定АIによって画像解析することにより被処理物の滞留率を判定し、
この滞留率と、
前記性状判定АIにより判定された被処理物の性状とに基づいて、
乾燥品の排出量および被処理の投入量のいずれか一方または双方の制御を行い、
定常運転状態を維持することを特徴とする請求項1記載の横型連続伝導伝熱式乾燥機の運転方法。
【請求項4】
前記滞留率判定АIによって滞留率を判定するにあたっては、
被処理物の性状毎に設定された基準に従って判定することを特徴とする請求項3記載の横型連続伝導伝熱式乾燥機の運転方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は泥状・ケーク状・湿粉粒状等の材料の乾燥に好適な横型連続伝導伝熱式乾燥機に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近時、環境保全の取り組みが盛んになってきており、企業等にあっては、生ごみ、食品加工残渣等の一般廃棄物や、下水汚泥等を乾燥・濃縮して、減量・腐敗防止を図ったうえで再資源化や処分を行っている。
【0003】
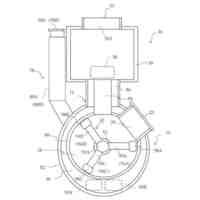
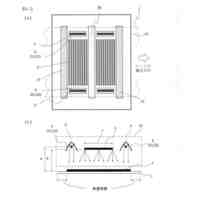
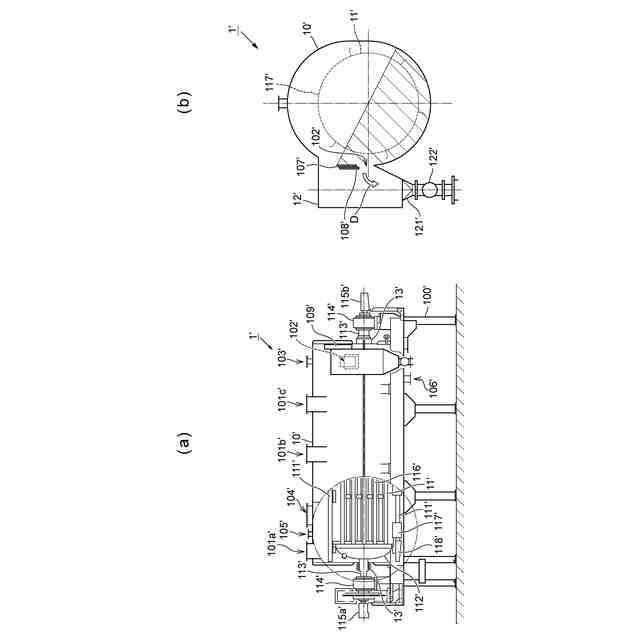
このような汚泥等の乾燥に供される装置の一つとして、横型連続伝導伝熱式乾燥機1′がある。この装置は例えば図9に示すように、本体シェル10′内に多管式加熱管11′が具えられ、この多管式加熱管11′を、その内部に加熱用蒸気を流すとともに回転させ、このものに被処理物Mを接触させて水分を蒸発させる装置である(例えば特許文献1参照)。
そして投入口101′から本体シェル10′内に供給された被処理物Mは、リフタ117′によって掻き上げられ、乾燥が進行しながら溢出口102′側に移動するものであり、乾燥品Dとなった状態で溢出口102′からシュート12′を経由して外部に排出されることとなる。
【0004】
このような横型連続伝導伝熱式乾燥機1′の運転にあたっては、乾燥品温度もしくは乾燥排ガス温度、伝熱部材を回転させるための電動機に流れる電流に基づいた制御が行われている。
まず乾燥品温度(乾燥排ガス温度)に基づいた制御は、乾燥品温度(乾燥排ガス温度)が上昇したときには被処理物Mの投入量を増加させ、一方、乾燥品温度(乾燥排ガス温度)が下降したときには被処理物Mの投入量を減少させるというものである。乾燥品温度は横型連続伝導伝熱式乾燥機1′内の滞留品温度、すなわち乾燥品温度を測定する温度センサを機外の側面の複数個所に設置して測定される。乾燥排ガス温度の場合は、温度センサを乾燥排ガスライン(一例として図1の16の位置)に設置して測定される。この制御では、予め作成した乾燥品温度(乾燥排ガス温度)と滞留品(乾燥品)水分との検量線によって、滞留品水分が一定範囲内に収まるように運転が実施される。
【0005】
また伝熱部材を回転させるための電動機に流れる電流に基づいた制御は、伝熱部材を回転させる電動機に流れる電流を測定し、設定値との差異により乾燥品Dの排出量の増減を制御するというものである。この制御では、予め作成した電流値と滞留率(本体シェル10’の容積に対する滞留品容積の割合)との検量線によって、滞留率が一定範囲内に収まるように運転が実施される。本来、電流値(伝熱部材を回転させる電動機に流れる電流値)は、滞留品重量と相関を示す値であるが、滞留品の見かけ密度は一定と仮定した場合、電流値は滞留品容積との相関としても見ることが出来るため、前記電流値と滞留率の制御が成立する。
【0006】
その他にも、横型連続伝導伝熱式乾燥機1′から排出される乾燥品温度(乾燥排ガス温度)を測定し、設定値との差異により被処理物Mの投入量の増減の制御が行われたり、投入する被処理物Mの水分や乾燥品Dの水分を水分センサにより測定し、設定値との差異により多管式加熱管11′に供給する加熱蒸気の圧力を変更する制御が行われ、これらの制御が組合わされた制御が行われることもある。このような制御を従来制御と呼ぶ。
【0007】
しかしながら現実には、下水汚泥、産廃汚泥のように日々性状が変化する(見掛け密度変化)汚泥を扱う場合には、横型連続伝導伝熱式乾燥機1′の滞留時間が一般的には長いため(単位時間当たりの投入量、排出量に対して滞留品量が多いため)、投入される被処理物Mの性状が変化しても、その変化が機内の状態に変化を及ぼすまでに時間が掛かり、そのため制御遅れなどが発生し、高水分の汚泥が長時間投入されれば、伝熱面に付着してしまうことは避けられない。このため、付着が生ずれば汚泥の投入休止、投入量低下などの処置を行い、処理中の汚泥の水分が、付着を引き起こさない領域となるまで乾燥させて復旧を図ることが行われている。
そしてこのような復旧措置を実行するためには、オペレータによる乾燥機内の目視確認が必要となるが、常時オペレータが目視確認を継続できるわけではなく、乾燥機内の状態判断を短時間の観察で的確に行うためには熟練者の高度な技量・知見が要求される。
【0008】
もちろんレベル計・ロードセル等を用いて滞留品量(容積・重量)を測定し、この測定結果に基づいた制御を行うことも可能であるが、滞留品の見かけ密度は、乾燥機内で水分が除去される過程の中で、汚泥中の油分・繊維分などの含有量に応じて変化するため(見掛け密度変動実績値:300~600kg/m
3
程度)、特に滞留品量(容積)を測定することはロードセルを用いても困難になる。また、レベル計を用いたとしても、汚泥や滞留品の水分値が高かったり見掛け密度が低い時等には、多管式加熱管11′の外周部に汚泥や滞留品が付着または堆積することで滞留品高さが変化してしまうため滞留品量(容積)の測定が困難となってしまう。
このため現状では、上述の様に、乾燥品温度(乾燥排ガス温度)に基づいた被処理物Mの投入量および乾燥品Dの排出量の制御、伝熱部材を回転させるための電動機に流れる電流に基づいた乾燥品Dの排出量の制御に加え、オペレータの判断により運転を安定させる必要があり、オペレータの経験値の違いにより判断が異なってしまうことは避けられなかった。
【先行技術文献】
【特許文献】
【0009】
特開2012-47373
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明はこのような背景からなされたものであって、本体シェル内の撮影画像から得られる情報に基づいて、乾燥品の排出量および被処理物の投入量のいずれか一方または双方の制御を好適に行うことができる、新規な横型連続伝導伝熱式乾燥機の運転方法の開発を技術課題としたものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
乾燥装置
10か月前
個人
脱脂乾燥システム
12か月前
株式会社ダイソー
乾熱減容処理装置
3日前
株式会社チノー
乾燥システム
21日前
DIC株式会社
乾燥装置
11か月前
DIC株式会社
乾燥装置
11か月前
株式会社クレブ
ブーツ乾燥装置
6か月前
東レ株式会社
塗膜付きシートの加熱装置
2か月前
東レエンジニアリング株式会社
乾燥装置
10か月前
東レエンジニアリング株式会社
乾燥装置
10か月前
東レエンジニアリング株式会社
乾燥装置
10か月前
東レエンジニアリング株式会社
乾燥装置
9日前
エイ・エス・デイ株式会社
乾燥装置
14日前
株式会社サタケ
穀物乾燥機
14日前
大東電子株式会社
傘水滴除去装置
6か月前
クリーン・テクノロジー株式会社
乾燥装置
10か月前
クリーン・テクノロジー株式会社
乾燥装置
6か月前
セイコーエプソン株式会社
加熱装置
10か月前
クリーン・テクノロジー株式会社
乾燥装置
6か月前
株式会社ワカミヤ商会
乾燥装置
2か月前
高砂工業株式会社
凍結乾燥装置
4か月前
アントム株式会社
搬送式乾燥炉
4か月前
セイコーエプソン株式会社
乾燥機
3か月前
株式会社東芝
乾燥装置及び乾燥方法
12か月前
株式会社大川原製作所
乾燥システム
4か月前
株式会社大川原製作所
乾燥システム
4か月前
クリーン・テクノロジー株式会社
熱風式乾燥装置
5か月前
株式会社マクニカ
乾熱減容処理装置
3日前
特殊電極株式会社
塗装乾燥装置および塗装乾燥方法
5か月前
株式会社カワタ
ガス浄化装置および粉粒体処理装置
10か月前
株式会社アサヒテクノ
乾燥装置及び乾燥方法
3か月前
株式会社カワタ
粉粒体排出機構および粉粒体処理装置
10か月前
カワサキ機工株式会社
ネット型乾燥装置
1か月前
株式会社ショウワテクノ
コンテナ容器脱水装置
5か月前
セイコーエプソン株式会社
乾燥装置及び記録装置
今日
株式会社エコジニア
冷風乾燥機
今日
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ