TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079123
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191596
出願日
2023-11-09
発明の名称
シールド構造およびシールドシェルの製造方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
主分類
B60R
16/02 20060101AFI20250514BHJP(車両一般)
要約
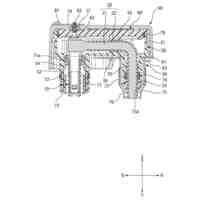
【課題】本発明の目的は、シールドシェルの回転を規制しつつ、車体の取付け対象への固定位置精度の向上を図ったシールド構造およびシールドシェルの製造方法を提供することにある。
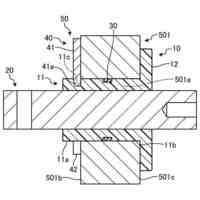
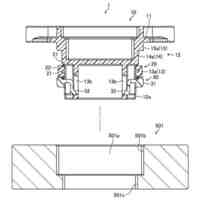
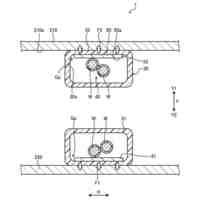
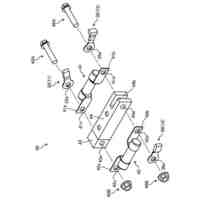
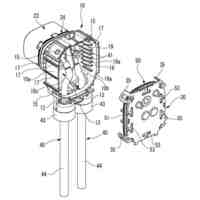
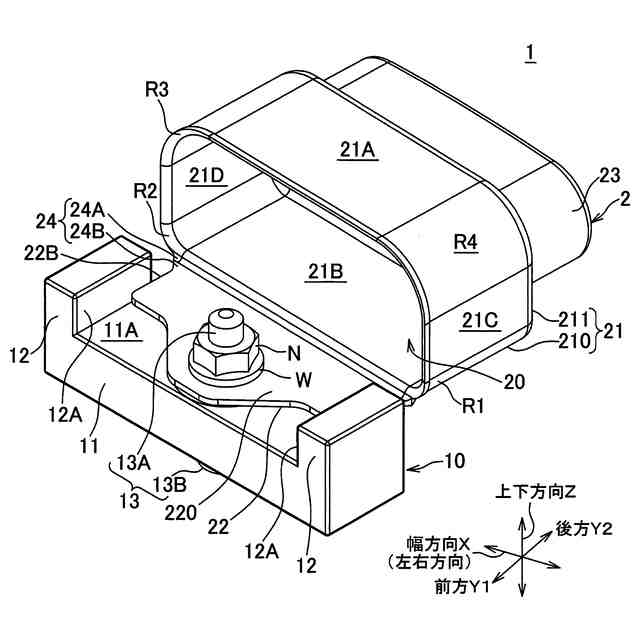
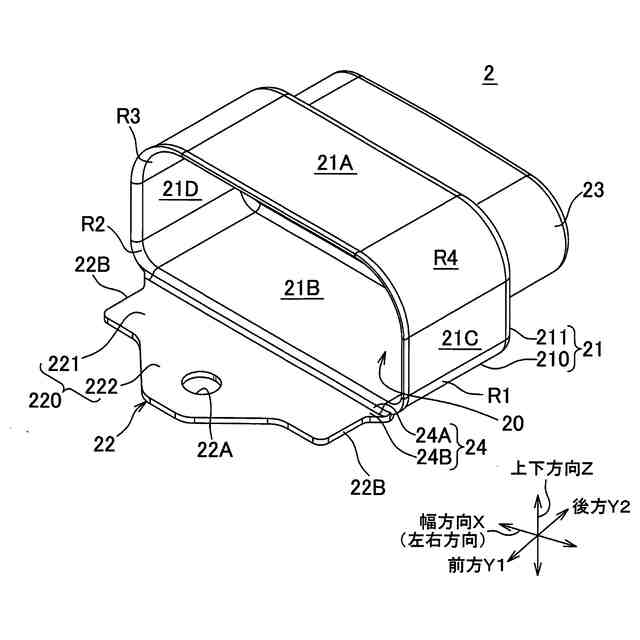
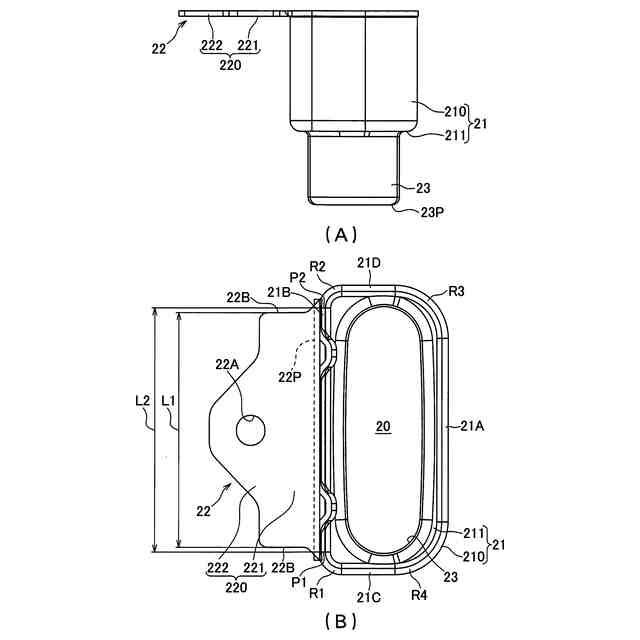
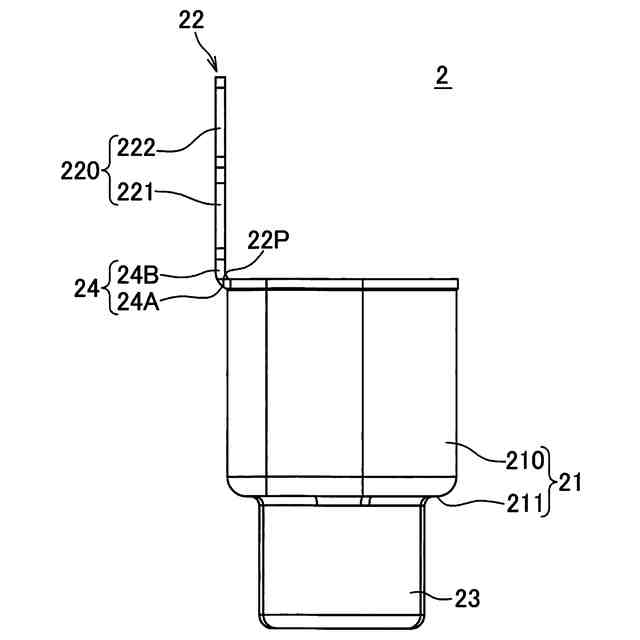
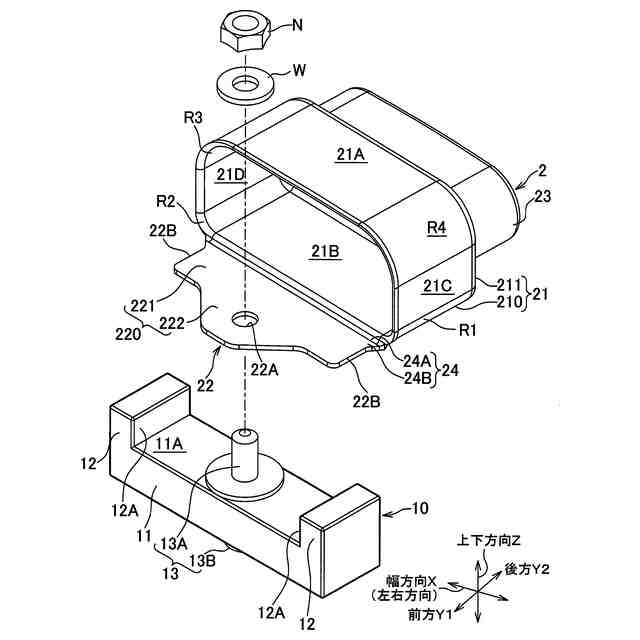
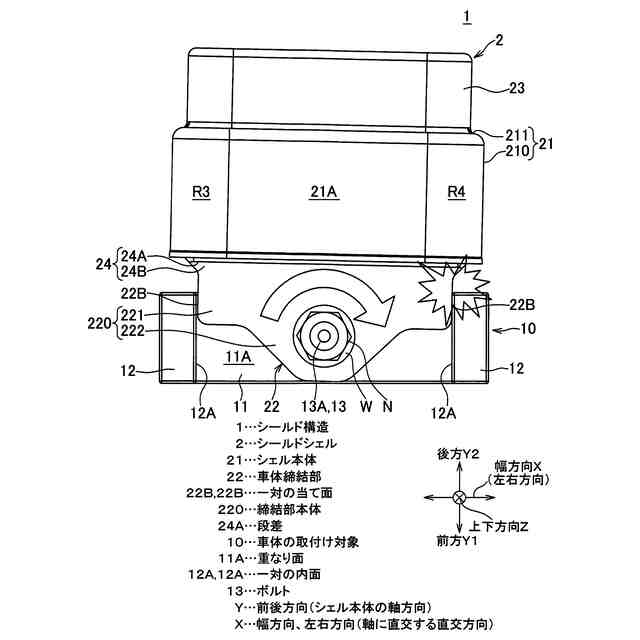
【解決手段】シールド構造1は、少なくとも1つの壁21Bを有してシールド空間20を構成する筒状のシェル本体21と、1つの壁に段差24Aを介して連続するとともに、シェル本体21の軸方向に延在して取付け対象10にボルト締結される車体締結部22と、を有するシールドシェル2を備え、取付け対象10は、車体締結部に対向して重なる重なり面11Aと、該重なり面から立設するとともに互いに対向する一対の内面12A、12Aと、を有し、車体締結部22は、板状の締結部本体220における端面に設けられて取付け対象の内面に当接可能な一対の当て面22B、22Bと、を有し、締結部本体が重なり面に重なった状態で、一対の当て面が一対の内面に接触して設けられている。
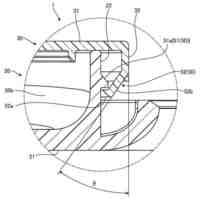
【選択図】図8
特許請求の範囲
【請求項1】
車体の取付け対象に固定されるシールド構造であって、
少なくとも1つの壁を有してシールド空間を構成する筒状のシェル本体と、前記1つの壁に段差を介して連続するとともに、前記シェル本体の軸方向に延在して前記取付け対象にボルト締結される板状の車体締結部と、を有するシールドシェルを備え、
前記取付け対象は、前記車体締結部に対向して重なる重なり面と、該重なり面から立設するとともに互いに対向する一対の内面と、を有し、
前記車体締結部は、板状の締結部本体と、該締結部本体に設けられてボルトが挿通されるボルト孔と、前記締結部本体における前記シェル本体の軸に直交する直交方向の端面に設けられて前記内面に当接可能な一対の当て面と、を有し、
前記締結部本体が前記重なり面に重なった状態で、前記一対の当て面が前記一対の内面に接触して設けられていることを特徴とするシールド構造。
続きを表示(約 490 文字)
【請求項2】
前記一対の内面は、前記直交方向に対向して設けられ、
前記一対の当て面は、それぞれ、前記シェル本体の軸方向を含んだ平面から構成されていることを特徴とする請求項1に記載のシールド構造。
【請求項3】
前記シェル本体は、前記1つの壁を含む4つの壁と、該4つの壁間において該壁に連続して前記シェル本体の角部を構成する曲がり部と、有し、
前記一対の当て面は、前記1つの壁と前記曲がり部との境界位置より内側に位置していることを特徴とする請求項1または2に記載のシールド構造。
【請求項4】
シールドシェルを製造するシールドシェル製造方法であって、
金属板に円筒絞り加工を施すことにより、筒状部を有する深絞り成形材を形成する深絞り工程と、
前記深絞り成形材に打抜き加工を施すことにより、前記筒状部の周縁に鍔状に連続する鍔状部を形成する鍔状部製造工程と、
前記鍔状部における前記筒状部から間隔をあけた位置を折り曲げて、段差を形成する段差製造工程と、を含むことを特徴とするシールドシェル製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シールド構造およびシールドシェルの製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
自動車には、多種多様な電子機器が搭載され、電子機器に電力や制御信号等を伝えるためにワイヤハーネスが配索されている。ワイヤハーネスは、複数の電線と、コネクタと、を備え、このコネクタを電子機器のコネクタや他のワイヤハーネスのコネクタに嵌合させることで、電子機器や他のワイヤハーネスに接続されている。
【0003】
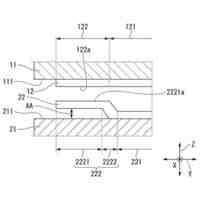
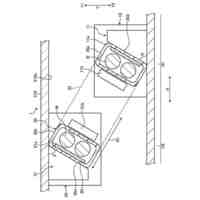
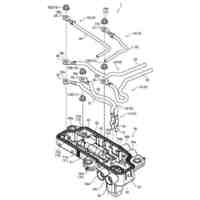
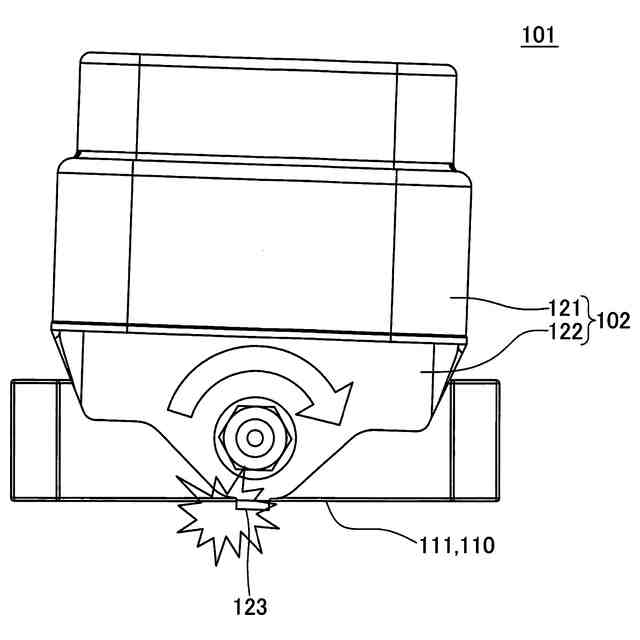
このようなワイヤハーネスは、車体における金属製の取付け対象に固定されてシールド回路を形成するシールド構造を含んで構成される場合がある(例えば、特許文献1参照)。シールド構造の一例として、電線の所定位置に支持されるとともにシールド空間を有する金属製のシールドシェルを備えたものがある。図9は、従来のシールド構造101の一例を示す斜視図である。
【0004】
シールドシェル102は、図9に示すように、シールド空間を構成する筒状のシェル本体121と、該シェル本体121に連続して設けられているとともに車体に重なって固定される板状の車体固定部122と、該車体固定部122のシェル本体121から離れた先端部に設けられているとともに折れ曲がって車体の取付け対象110の段差部111に引っ掛かる突起部123と、を備える。
【0005】
このような従来のシールド構造101を取付け対象110に固定する際には、シールドシェル102が取付け対象にボルト締結される際に、取付け対象110の段差部111にシールドシェル102の突起部123が引掛けられていることにより、シールドシェル102の回転が規制されて、該シールドシェル102は回転方向における適切な位置に固定されるようになっている。
【先行技術文献】
【特許文献】
【0006】
特開2017-092418号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、従来のシールド構造101において、シールドシェル102の突起部123は、ボルトを軸とする回転方向の強度が低いことから、回転方向の力が作用した際に変形する懸念があった。このためにシールドシェル102が回転方向に変位して、該シールドシェル102を適切な位置に固定することが困難な場合があった。
【0008】
本発明の目的は、シールドシェルの回転を規制しつつ、車体の取付け対象への固定位置精度の向上を図ったシールド構造およびシールドシェルの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
前記課題を解決し目的を達成するために、本発明は、車体の取付け対象に固定されるシールド構造であって、少なくとも1つの壁を有してシールド空間を構成する筒状のシェル本体と、前記1つの壁に段差を介して連続するとともに、前記シェル本体の軸方向に延在して前記取付け対象にボルト締結される板状の車体締結部と、を有するシールドシェルを備え、前記取付け対象は、前記車体締結部に対向して重なる重なり面と、該重なり面から立設するとともに互いに対向する一対の内面と、を有し、前記車体締結部は、板状の締結部本体と、該締結部本体に設けられてボルトが挿通されるボルト孔と、前記締結部本体における前記シェル本体の軸に直交する直交方向の端面に設けられて前記内面に当接可能な一対の当て面と、を有し、前記締結部本体が前記重なり面に重なった状態で、前記一対の当て面が前記一対の内面に接触して設けられていることを特徴とするシールド構造である。
また、本発明は、シールドシェルを製造するシールドシェル製造方法であって、金属板に円筒絞り加工を施すことにより、筒状部を有する深絞り成形材を形成する深絞り工程と、前記深絞り成形材に打抜き加工を施すことにより、前記筒状部の周縁に鍔状に連続する鍔状部を形成する鍔状部製造工程と、前記鍔状部における前記筒状部から間隔をあけた位置を折り曲げて、段差を形成する段差製造工程と、を含むことを特徴とするシールドシェル製造方法である。
【発明の効果】
【0010】
本発明によれば、シールドシェルの回転を規制しつつ、車体の取付け対象への固定位置精度の向上を図ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
端子台
18日前
矢崎総業株式会社
端子台
18日前
矢崎総業株式会社
組立体
19日前
矢崎総業株式会社
端子台
1か月前
矢崎総業株式会社
配索構造
10日前
矢崎総業株式会社
配索構造
10日前
矢崎総業株式会社
配索構造
10日前
矢崎総業株式会社
配索構造
10日前
矢崎総業株式会社
配索構造
10日前
矢崎総業株式会社
雌型端子
1か月前
矢崎総業株式会社
配索構造
10日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
表示装置
17日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
18日前
矢崎総業株式会社
端子金具
19日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
10日前
矢崎総業株式会社
コネクタ
10日前
矢崎総業株式会社
コネクタ
10日前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
給電装置
6日前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
1か月前
矢崎総業株式会社
回路構造
6日前
矢崎総業株式会社
電気接続箱
1か月前
矢崎総業株式会社
車両用計器
1か月前
矢崎総業株式会社
電気接続箱
1か月前
矢崎総業株式会社
グロメット
1か月前
矢崎総業株式会社
運転支援装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ