TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025077251
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189306
出願日
2023-11-06
発明の名称
片側スポット溶接方法
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/34 20060101AFI20250512BHJP(工作機械;他に分類されない金属加工)
要約
【課題】片側スポット溶接を施す際に、泣き別れ隙量を抑えて溶接不良を防止する。
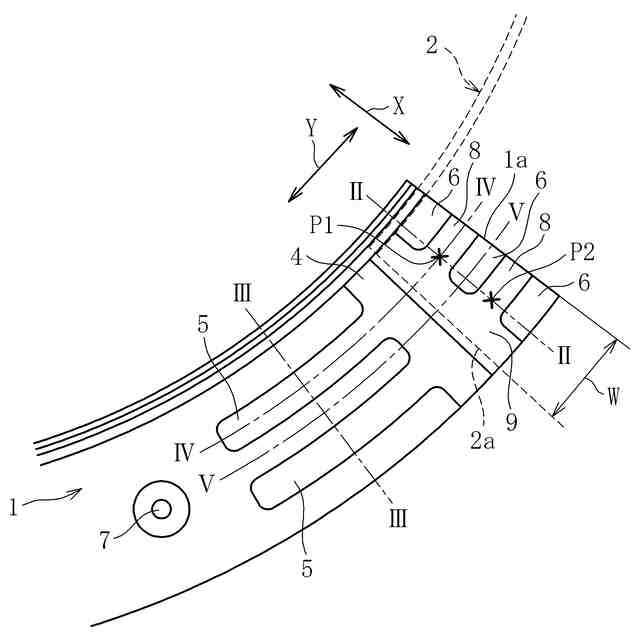
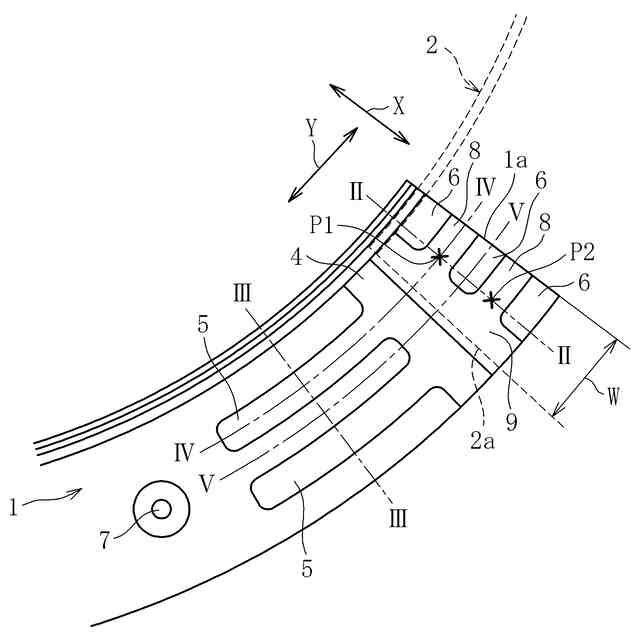
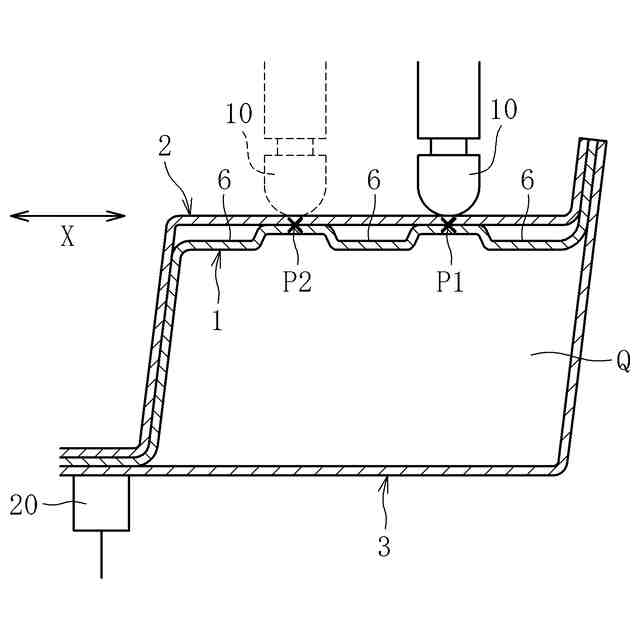
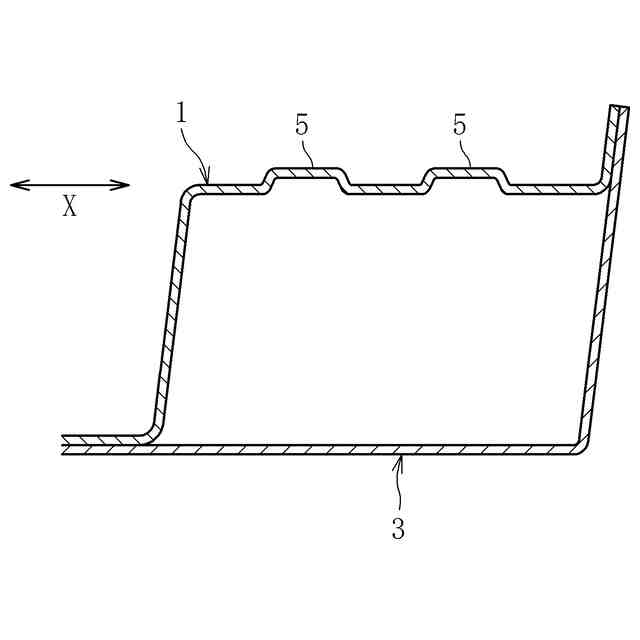
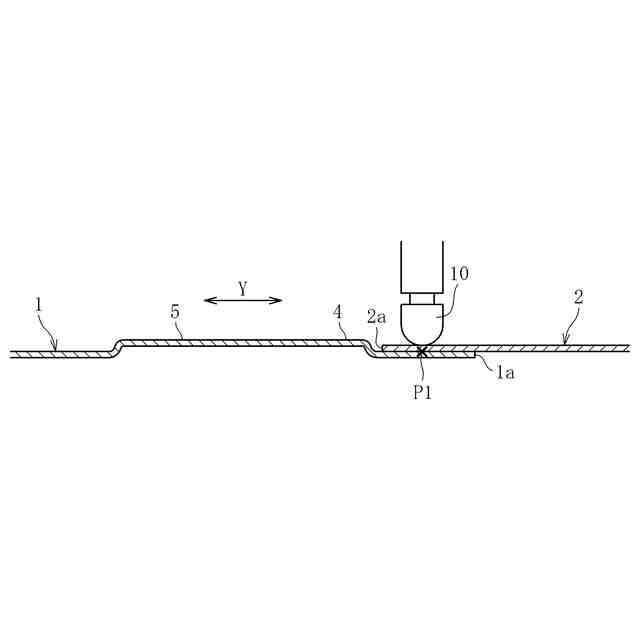
【解決手段】下板1と上板2との重合部のうち、下板1の縁1aの近傍に設けられた接合予定部P1を上板2側のみから電極10で押圧した状態で通電することで接合予定部P1を溶接する片側スポット溶接方法において、下板1のうち、接合予定部P1に対して縁1aと反対側の領域にビード4,5を設ける。
【選択図】図1
特許請求の範囲
【請求項1】
第1の金属板と第2の金属板との重合部のうち、前記第1の金属板の縁の近傍に設けられた接合予定部を前記第2の金属板側のみから電極で押圧した状態で通電することで前記接合予定部を溶接する片側スポット溶接方法において、
前記第1の金属板のうち、前記接合予定部に対して前記縁と反対側の領域にビードが設けられた片側スポット溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、片側スポット溶接方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
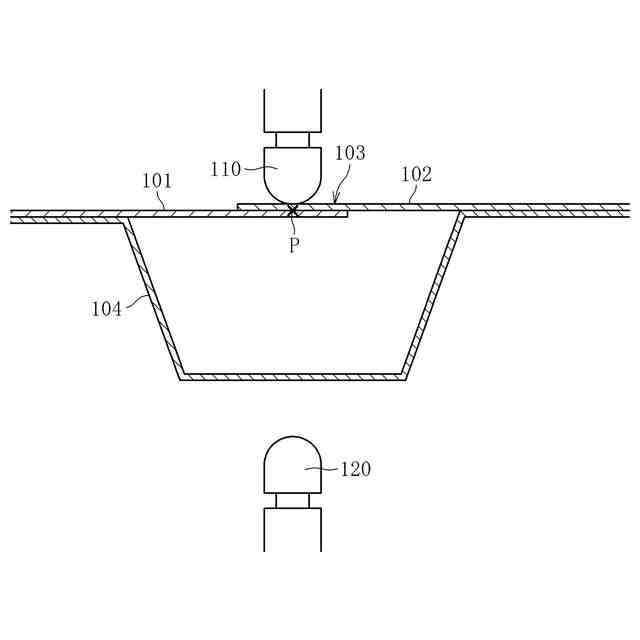
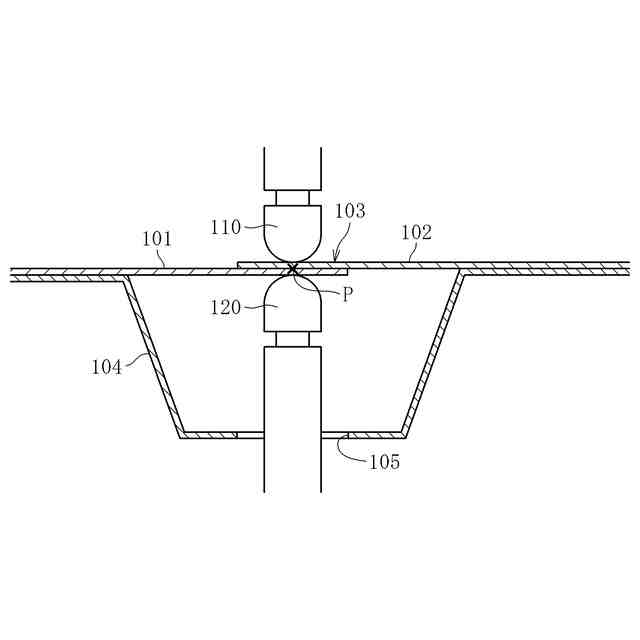
スポット溶接方法としては、複数の金属板の重合部を一対の電極で挟み込んで通電するダイレクトスポット溶接が多く用いられる。しかし、図6に示すように、下板101と上板102の重合部103に設けられた接合予定部Pが、断面ハット形状の金属板104で覆われている場合、接合予定部Pを一対の電極110、120で挟持することができない。例えば、図7に示すように断面ハット形状の金属板104に貫通孔105を形成し、この貫通孔105に電極120を挿通すれば、一対の電極110、120で接合予定部Pを厚さ方向両側から挟持できる。しかし、断面ハット形状の金属板104に貫通孔105を形成すると、この金属板104の剛性が低下するため、肉厚を増したり、高強度の材料で形成したりする必要が生じるため、コスト高を招く。
【0003】
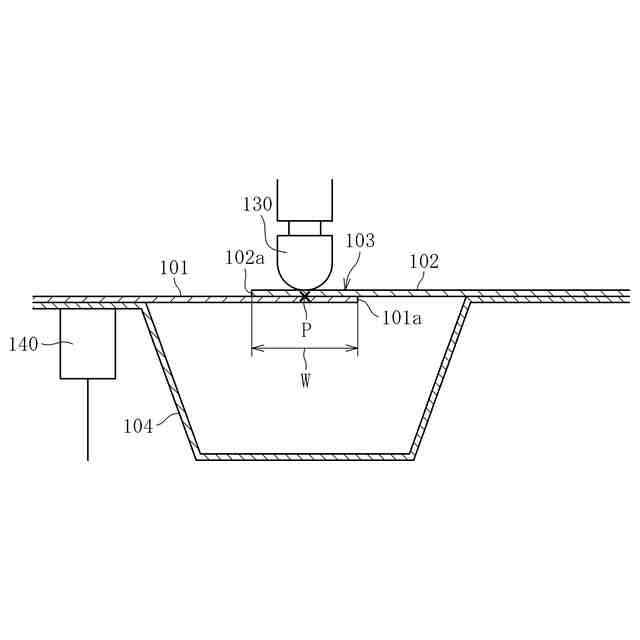
そこで、このような部位に溶接を施す際に、接合予定部に厚さ方向一方側のみから電極を押し当てた状態で通電する「片側スポット溶接」が適用されることがある(例えば、特許文献1参照)。具体的には、図8に示すように、接合予定部Pを上方から溶接電極130で押圧すると共に、ワークの他の部位にアース電極140を当接させた状態で、両電極130、140間に通電することにより、接合予定部Pを溶接する。
【先行技術文献】
【特許文献】
【0004】
特開2023-139742号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
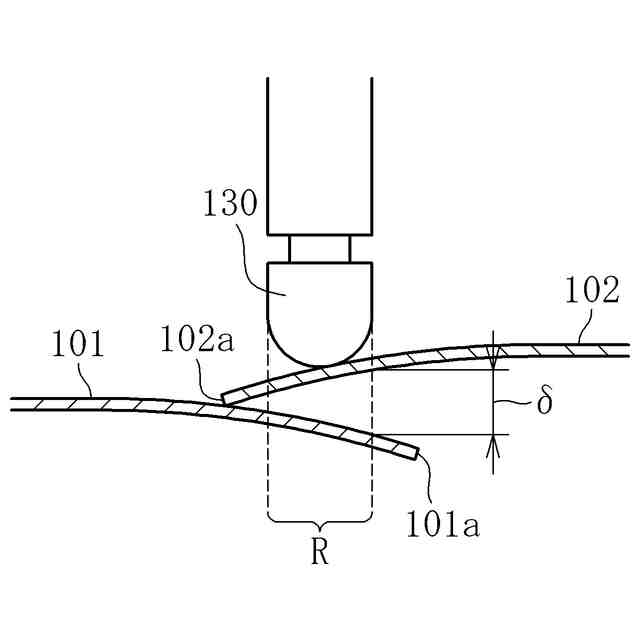
しかし、片側スポット溶接は、接合予定部Pを下方から支持しない状態で上方のみから溶接電極130で押圧するため、接合予定部P及びその周囲が変形しやすく、金属板が薄肉であると変形量が特に大きくなる。例えば、接合予定部Pが設けられた重合部103の幅W(図8参照)が小さい場合、図9に誇張して示すように、溶接電極130で上板102が下方に押し下げられ、さらに上板102の縁102aで下板101が押し下げられることで、下板101の縁101aが上板102から大きく離反する。これにより、下板101と上板102との間の隙間、具体的には溶接電極130の真下の領域Rにおける最大隙間(以下、「泣き別れ隙量δ」と言う。)が大きくなるため、溶接不良が生じやすい。
【0006】
そこで、本発明は、片側スポット溶接を施す際に、泣き別れ隙量を抑えて溶接不良を防止することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明は、第1の金属板と第2の金属板との重合部のうち、第1の金属板の縁の近傍に設けられた接合予定部を第2の金属板側のみから電極で押圧した状態で通電することで溶接を行う片側スポット溶接方法において、
前記第1の金属板のうち、前記接合予定部に対して前記縁と反対側の領域にビードが設けられた片側スポット溶接方法を提供する。
【0008】
このように、本発明では、第1の金属板(電極と接触しない金属板)のうち、接合予定部に対して縁と反対側の領域、すなわち、電極で第2の金属板側から押圧したときに撓みが生じる領域にビードを設け、この領域の剛性を高くした。これにより、両金属板の重合部のうち、第1の金属板の縁の近傍を第2の金属板側から電極で押圧したときに、第1の金属板が撓みにくくなるため、泣き別れ隙量が小さくなり、所望のナゲット径を得やすくなる。
【0009】
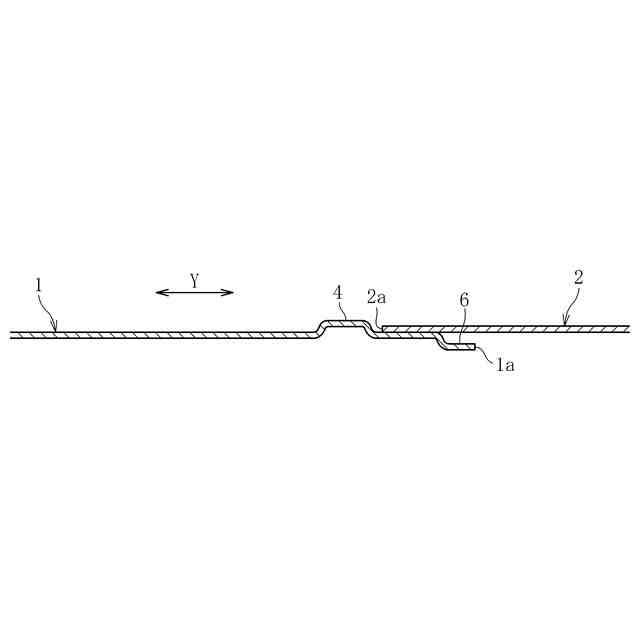
第1の金属板に、縁に沿う方向に延びるビードを設けると、当該方向の剛性が高められるため、当該方向の断面における第1の金属板の湾曲を抑えることができる。また、第1の金属板に、縁と交差する方向に延びるビードを設けると、当該方向の剛性が高められるため、当該方向の断面における第1の金属板の湾曲を抑えることができる。また、第1の金属板のうち、接合予定部に対して前記縁と反対側の領域に、互いに交差する第1ビード及び第2ビードが設ければ、この領域のあらゆる方向の剛性を高めることができる。
【0010】
第1の金属板のうち、接合予定部に対して縁と反対側の領域に部品取付穴が設けられる場合、この部品取付穴に取り付けられた部品の自重により、部品取付穴の周辺に荷重が加わる。そこで、接合予定部周辺を補強する上記のビードを部品取付穴付近まで延ばして、このビードで部品取付穴周辺も補強することが好ましい。具体的には、ビードを、接合予定部と部品取付穴とを結ぶ線の中央よりも部品取付穴側まで延ばすことが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
15日前
個人
加工機
9日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
8日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
日進工具株式会社
エンドミル
25日前
株式会社アンド
半田付け方法
8日前
株式会社アンド
半田付け方法
8日前
株式会社ダイヘン
多層盛り溶接方法
23日前
エフ・ピー・ツール株式会社
リーマ
25日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
超硬合金製ドリル
21日前
株式会社コスメック
クランプ装置
1か月前
オークマ株式会社
工作機械
2か月前
株式会社コスメック
クランプ装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
管用テーパタップ
1か月前
日東精工株式会社
はんだこて先の製造方法
10日前
株式会社不二越
通り穴加工用タップ
29日前
株式会社不二越
スカイビングカッタ
1か月前
個人
管の切断装置及び管の切断方法
23日前
トヨタ自動車株式会社
レーザ加工機
1か月前
オーエスジー株式会社
ドリル
1か月前
株式会社ダイヘン
サブマージアーク溶接装置
1か月前
アサダ株式会社
バンドソー装置
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
1か月前
宮川工機株式会社
プレカット加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































