TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073267
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023183889
出願日
2023-10-26
発明の名称
タンクの製造方法、および、水素タンク
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
F17C
1/06 20060101AFI20250502BHJP(ガスまたは液体の貯蔵または分配)
要約
【課題】タンクの製造において、樹脂の十分な含浸と、タンクの品質の確保を両立させる技術を提供する。
【解決手段】タンクの製造方法は、タンクの内部空間を画定するライナの外表面に複数層の繊維束が巻き付けられたプリフォームであって、円筒形状の胴部を備えるプリフォームと、金型と、3次元の網目状の繊維により構成されたシートと、を準備する準備工程と、プリフォームの外表面にプリフォームの胴部の周方向に沿って1周以上に亘ってシートを巻き付ける巻き付け工程と、シートが巻き付けられたプリフォームを金型内に配置した配置状態において、金型内に樹脂を注入する注入工程と、シートと繊維束に樹脂を含浸させる含浸工程と、を含む。巻き付け工程において、シートは、少なくとも胴部の一部に巻き付けられ、シートが巻き付けられたプリフォームは、プリフォームの外表面において繊維束の繊維が伸びる方向とは異なる方向に伸びる空隙を備える。
【選択図】図2
特許請求の範囲
【請求項1】
タンクの製造方法であって、
前記タンクの内部空間を画定するライナの外表面に複数層の繊維束が巻き付けられたプリフォームであって、円筒形状の胴部を備える前記プリフォームと、金型と、3次元の網目状の繊維により構成されたシートと、を準備する準備工程と、
前記プリフォームの外表面に前記胴部の周方向に沿って1周以上に亘って前記シートを巻き付ける巻き付け工程と、
前記シートが巻き付けられた前記プリフォームを前記金型内に配置した配置状態において、前記金型内に樹脂を注入する注入工程と、
前記シートと前記繊維束に前記樹脂を含浸させる含浸工程と、を含み、
前記巻き付け工程において、
前記シートは、少なくとも前記胴部の一部に巻き付けられ、
前記シートが巻き付けられた前記プリフォームは、前記プリフォームの外表面において前記繊維束の繊維が伸びる方向とは異なる方向に伸びる空隙を備える、タンクの製造方法。
続きを表示(約 460 文字)
【請求項2】
請求項1記載のタンクの製造方法であって、
前記巻き付け工程において、前記シートは、前記胴部の全部に巻き付けられる、タンクの製造方法。
【請求項3】
請求項2記載のタンクの製造方法であって、
前記含浸工程は、前記シート上に前記樹脂の層を形成する工程を含む、タンクの製造方法。
【請求項4】
請求項3記載のタンクの製造方法であって、
前記巻き付け工程において、前記シートの巻き付けは、複数回に亘って行われる、タンクの製造方法。
【請求項5】
水素タンクであって、
円筒形状の胴部を備え、
前記水素タンクは、樹脂を含む外層であって、前記胴部を覆う前記外層を備え、
前記外層は、
複数層の繊維束により構成されている下層と、
前記下層に重なり、3次元の網目状に構成されたシートを含む上層と、を含み、
前記シートは、前記繊維束の繊維が伸びる方向とは異なる方向に伸びる空隙を備える、水素タンク。
発明の詳細な説明
【技術分野】
【0001】
本開示は、タンクの製造方法、および、水素タンクに関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、特許文献1に示すように、RTM(Resin Transfer Molding)法により、ライナの外周に繊維強化樹脂層と樹脂層を形成する技術が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2020-118288号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
製造途中のタンクとして、ライナの外表面に繊維を巻き付けることにより形成される中間製品においては、その形状にばらつきが生じやすい。このため、樹脂の含浸工程において、金型と中間製品とが接触する場合、接触部分における繊維に、樹脂が十分に含浸されない場合があった。
【0005】
発明者は、金型の表面に凹凸を設けることにより、樹脂の流路を確保する方法を検討した。しかし、凹凸のある金型からタンクを離型する際の抵抗は、表面が平らな金型からタンクを離型する際の抵抗に比べて、大きくなる。タンクは、型から離型される際に、イジェクタピンにより押し出される。離型する際の抵抗が大きい場合、タンクの樹脂層は、イジェクタピンから過度な荷重を受けることにより、損傷する場合がある。よって、タンクの製造において、樹脂の十分な含浸と、タンクの品質の確保を両立させることが課題であった。
【課題を解決するための手段】
【0006】
本開示は、以下の形態として実現することが可能である。
【0007】
(1)本開示の一形態によれば、タンクの製造方法が提供される。この製造方法は、前記タンクの内部空間を画定するライナの外表面に複数層の繊維束が巻き付けられたプリフォームであって、円筒形状の胴部を備える前記プリフォームと、金型と、3次元の網目状の繊維により構成されたシートと、を準備する準備工程と、前記プリフォームの外表面に前記胴部の周方向に沿って1周以上に亘って前記シートを巻き付ける巻き付け工程と、前記シートが巻き付けられた前記プリフォームを前記金型内に配置した配置状態において、前記金型内に樹脂を注入する注入工程と、前記シートと前記繊維束に前記樹脂を含浸させる含浸工程と、を含み、前記巻き付け工程において、前記シートは、少なくとも前記胴部の一部に巻き付けられ、前記シートが巻き付けられた前記プリフォームは、前記プリフォームの外表面において前記繊維束の繊維が伸びる方向とは異なる方向に伸びる空隙を備える。
このような形態とすることで、含浸工程では、シートと繊維束を介して樹脂の含浸が行われる。シートは、繊維束に重なることにより、金型と繊維束の間で樹脂の流路として機能する。より具体的には、シートは、プリフォームとの間に、繊維束とは異なる方向に伸びる空隙を画定させる。このため、樹脂が金型と繊維束の間を流動しやすくなることにより、繊維束の未含浸の部位は、生じにくい。さらに、本開示のタンクの製造方法は、特殊な金型構造を必要としないため、既存の金型構造でも含浸を容易にできる。すなわち、本開示のタンクの製造方法は、従来と同様の金型を用いることにより、タンクの品質を確保しつつタンクを製造できる。よって、本開示のタンクの製造方法は、樹脂の十分な含浸と、タンクの品質の確保を両立できる。
(2)上記形態のタンクの製造方法において、前記巻き付け工程において、前記シートは、前記胴部の全部に巻き付けられてもよい。
このような形態とすることで、シートが金型と接触する場合に、胴部の一部に金型の型締めによる荷重が集中しにくい。例えば、シートが胴部の一部に巻き付けられている場合、金型の型締めによる荷重が胴部の一部に集中しやすい。このため、含浸工程において、未含浸の部位が生じる場合がある。シートを胴部の全部に巻くことにより、金型の型締めによる荷重は、胴部の全体に分散される。よって、本開示のタンクの製造方法は、胴部に未含浸の部位が生じる可能性を低減できる。
(3)上記形態のタンクの製造方法において、前記含浸工程は、前記シート上に前記樹脂の層を形成する工程を含んでいてもよい。
このような形態とすることで、本開示のタンクの製造方法は、胴部の全部を樹脂の層で覆うことにより、胴部を保護できる。
(4)上記形態のタンクの製造方法において、前記巻き付け工程において、前記シートの巻き付けは、複数回に亘って行われてもよい。
プリフォームの外径は、繊維束の巻き付けの精度により、ばらつきが生じる。このような形態とすることで、本開示のタンクの製造方法は、シートの巻き数の調整により、シートを含むプリフォームの外径を金型の大きさに合わせて、容易に調整できる。よって、本開示のタンクの製造方法は、樹脂の含浸をより適切にできる。
(5)本開示の他の形態によれば、水素タンクが提供される。この水素タンクは、円筒形状の胴部を備え、前記水素タンクは、樹脂を含む外層であって、前記胴部を覆う前記外層を備え、前記外層は、複数層の繊維束により構成されている下層と、前記下層に重なり、3次元の網目状に構成されたシートを含む上層と、を含み、前記シートは、前記繊維束の繊維が伸びる方向とは異なる方向に伸びる空隙を備える。
このような形態とすることで、RTM法により水素タンクの外層を製造する場合に、本開示の水素タンクは、シートを介して繊維束に樹脂を流入させることできる。このため、繊維束と金型が接触しないため、本開示の水素タンクには、未含浸の部位が生じにくい。さらに、本開示の水素タンクは、シートを用いることにより、既存の金型構造でも含浸を容易にできる。すなわち、本開示の水素タンクは、水素タンクの品質を確保しつつ、水素タンクの製造を容易にできる。
【図面の簡単な説明】
【0008】
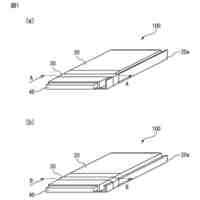
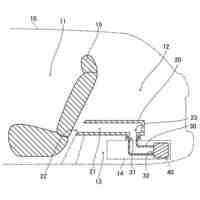
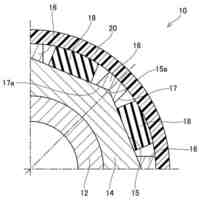
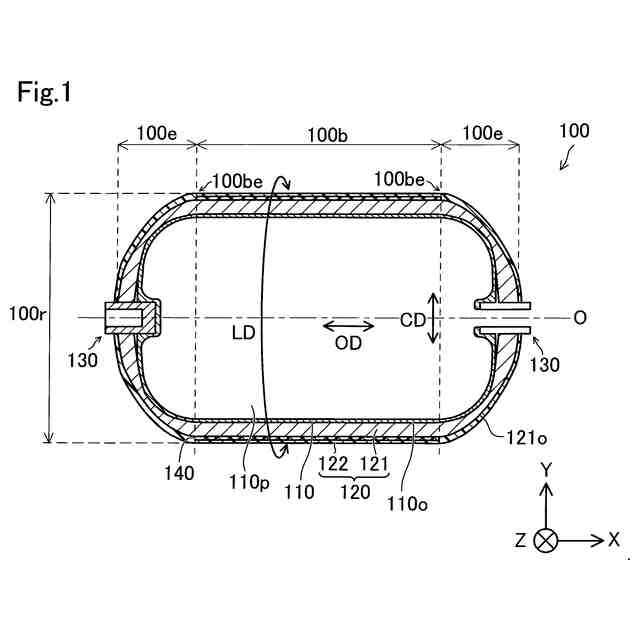
タンクの概略構成を示す断面図である。
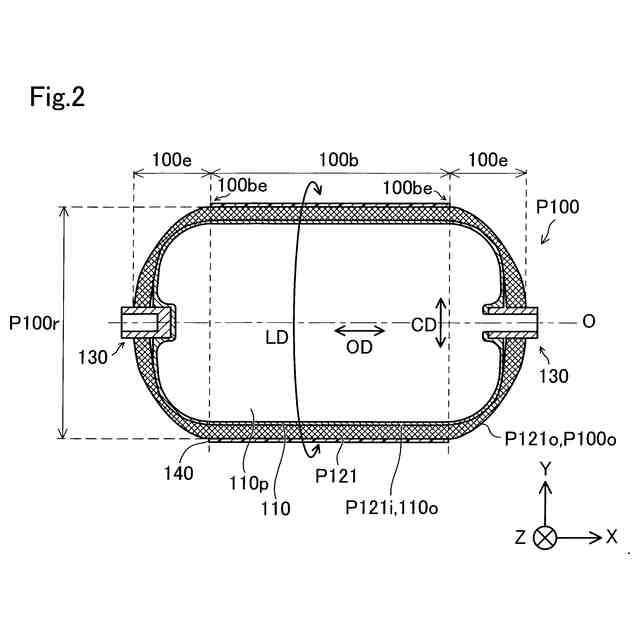
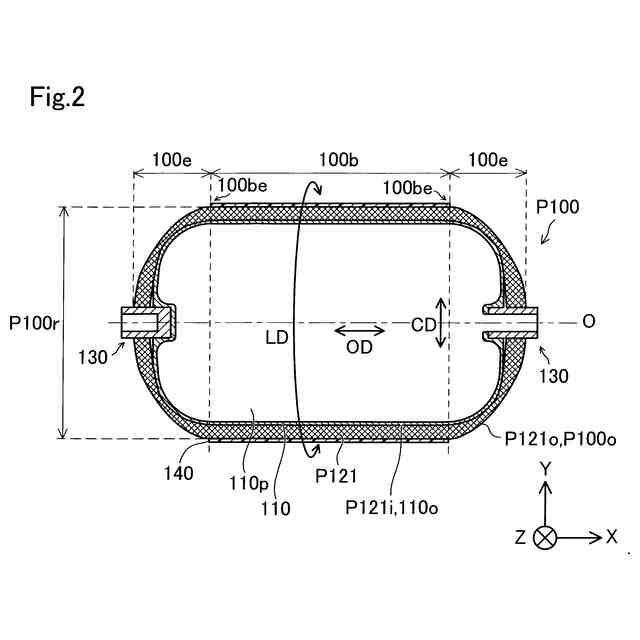
プリフォームの概略構成を示す断面図である。
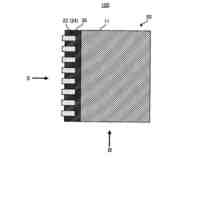
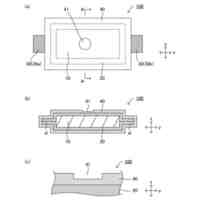
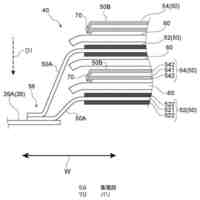
フローメディアが巻き付けられたプリフォームを示す平面図である。
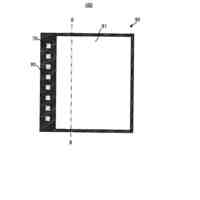
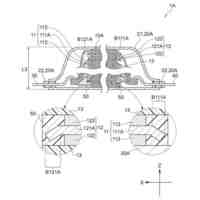
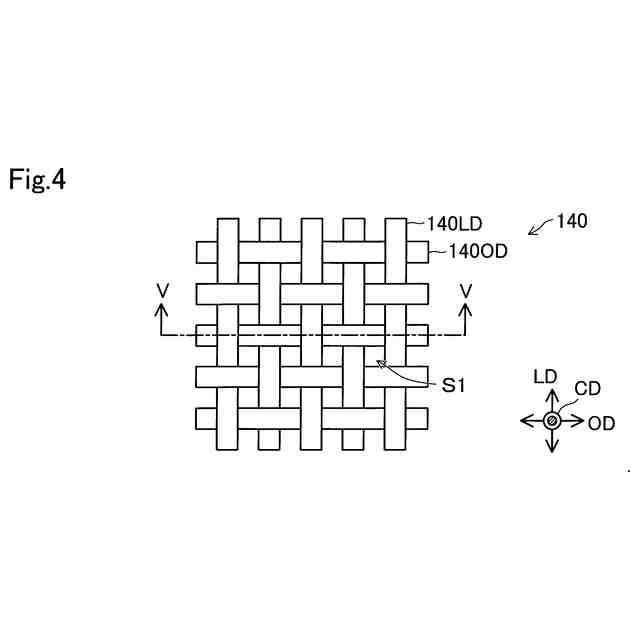
フローメディアの構造を示す平面図である。
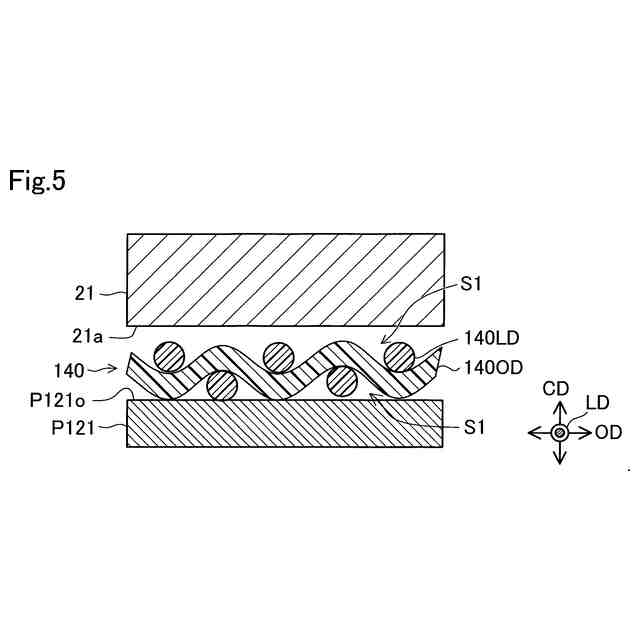
図4のV-V断面を示す断面図である。
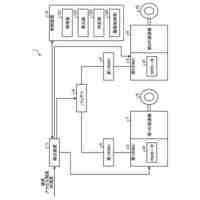
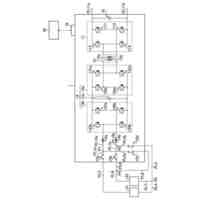
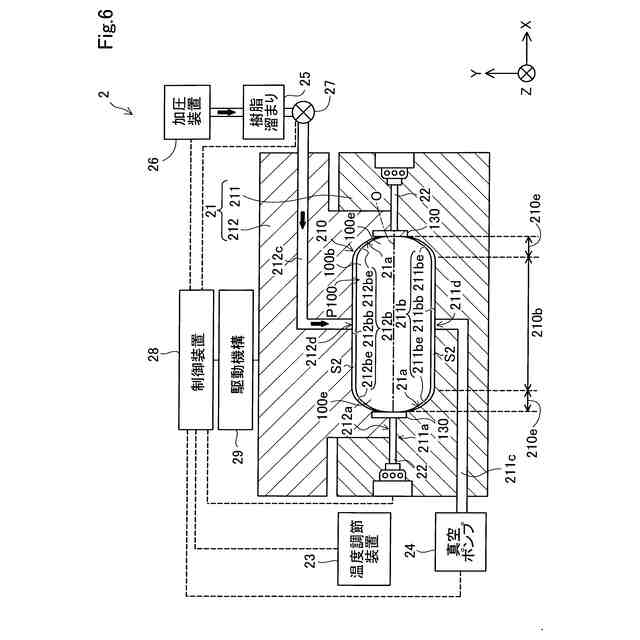
タンクの製造装置の概略構成を模式的に示した図である。
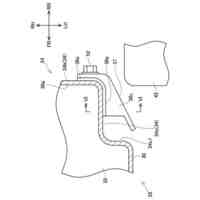
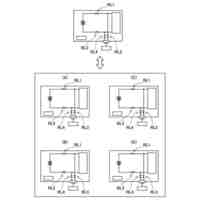
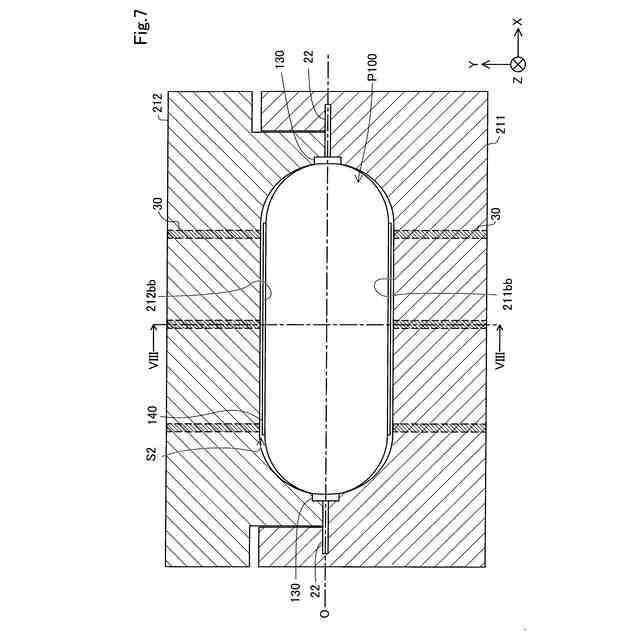
イジェクタピンを示す説明図である。
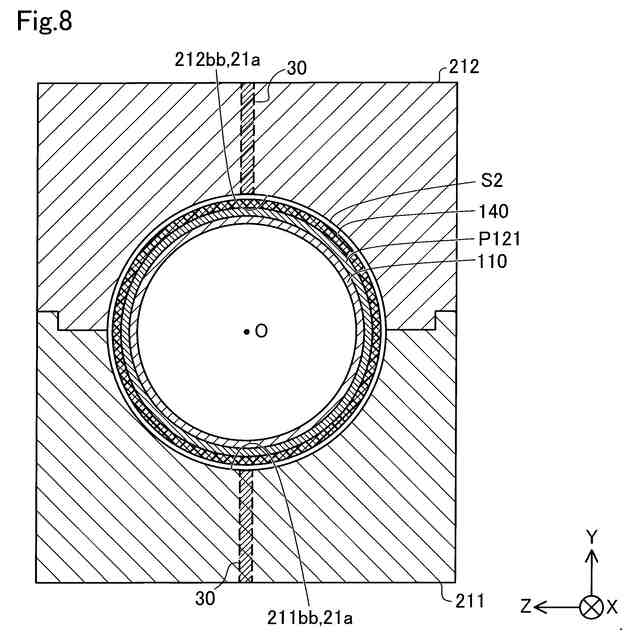
図7のVIII-VIII断面を示す断面図である。
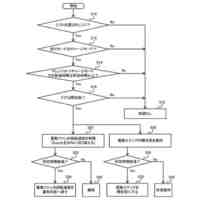
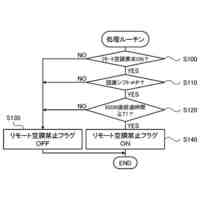
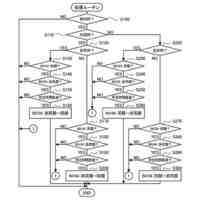
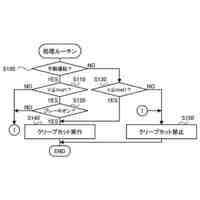
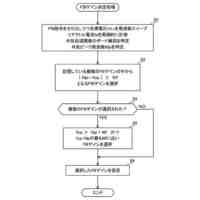
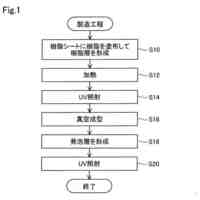
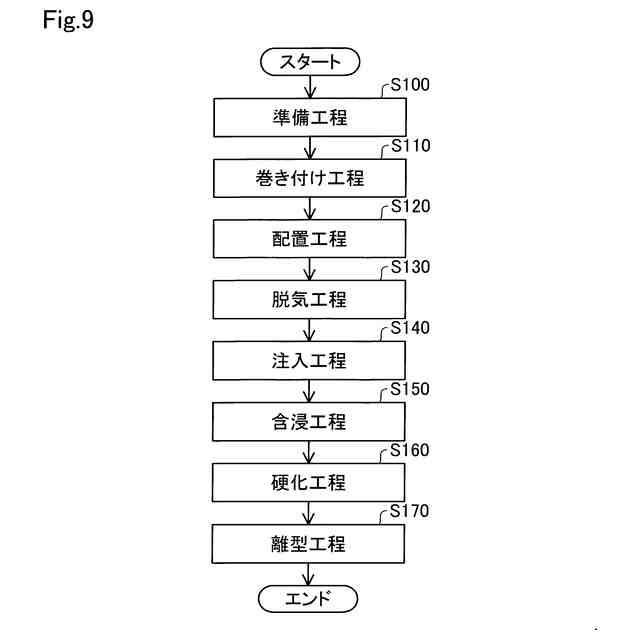
タンクの製造方法を示すフローチャートである。
タンクの外径の振れ幅を示すグラフである。
【発明を実施するための形態】
【0009】
A.第1実施形態:
A-1.プリフォームおよびタンクの構成:
図1は、タンク100の概略構成を示す断面図である。図2は、プリフォームP100の概略構成を示す断面図である。図1に示すタンク100は、図2に示すプリフォームP100を加工することによって製造される。
【0010】
図1および図2では、プリフォームP100とタンク100とをそれぞれについて、中心軸Oに垂直な断面図が図示されている。図1および図2には、互いに直交する軸としてのX軸、Y軸、およびZ軸が描かれている。X軸,Y軸,Z軸の矢印が向いている方向は、それぞれX軸,Y軸,Z軸に沿った正の方向を示している。X軸,Y軸,Z軸に沿った正の方向を、それぞれ+X方向,+Y方向,+Z方向とする。X軸,Y軸,Z軸の矢印が向いている方向と逆の方向が、X軸,Y軸,Z軸に沿った負の方向である。X軸,Y軸,Z軸に沿った負の方向を、それぞれ-X方向,-Y方向,-Z方向とする。X軸,Y軸,Z軸に沿った方向で正負を問わないものを、それぞれX方向,Y方向,Z方向と呼ぶ。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
方法
21日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
18日前
トヨタ自動車株式会社
金型
5日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
電池
4日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
組電池
21日前
トヨタ自動車株式会社
電動車
1か月前
トヨタ自動車株式会社
自動車
25日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
電動車
17日前
トヨタ自動車株式会社
ロータ
1か月前
トヨタ自動車株式会社
電動車
6日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
充電器
26日前
トヨタ自動車株式会社
電動車両
26日前
トヨタ自動車株式会社
ステータ
5日前
トヨタ自動車株式会社
配車装置
17日前
トヨタ自動車株式会社
製造方法
26日前
トヨタ自動車株式会社
電動車両
1か月前
トヨタ自動車株式会社
電池セル
5日前
トヨタ自動車株式会社
二次電池
5日前
トヨタ自動車株式会社
ステータ
5日前
トヨタ自動車株式会社
表示装置
17日前
トヨタ自動車株式会社
蓄電装置
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ