TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069764
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179685
出願日
2023-10-18
発明の名称
表面処理を施された部品及び部品の製造組立方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
H02K
15/02 20250101AFI20250423BHJP(電力の発電,変換,配電)
要約
【課題】手間がかからず、処理膜のムラが生じにくい表面処理を施された部品及び部品の製造組立方法を提供する。
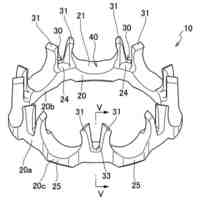
【解決手段】表面処理を施された部品は、内周円筒面と、前記内周円筒面に隣接する段差面とを備えた部品であって、前記内周円筒面に、相手側部品の外周円筒面が係合可能であり、前記段差面に、ブラインドホールであるねじ孔が形成されており、少なくとも前記内周円筒面に表面処理が施され、前記ねじ孔の内部に前記表面処理が施されておらず、前記ねじ孔に最も近い前記内周円筒面における近接面は、前記近接面以外の前記内周円筒面に対して径方向外方に位置する。
【選択図】図2
特許請求の範囲
【請求項1】
内周円筒面と、前記内周円筒面に隣接する段差面とを備えた部品であって、
前記内周円筒面に、相手側部品の外周円筒面が係合可能であり、
前記段差面に、ブラインドホールであるねじ孔が形成されており、
少なくとも前記内周円筒面に表面処理が施され、前記ねじ孔の内部に前記表面処理が施されておらず、
前記ねじ孔に最も近い前記内周円筒面における近接面は、前記近接面以外の前記内周円筒面に対して径方向外方に位置する、
ことを特徴とする表面処理を施された部品。
続きを表示(約 600 文字)
【請求項2】
前記内周円筒面に凹部が形成されており、前記近接面は、前記凹部の径方向内側を向いた面である、
ことを特徴とする請求項1に記載の表面処理を施された部品。
【請求項3】
前記近接面は、前記内周円筒面より大径の大径円筒面である、
ことを特徴とする請求項1に記載の表面処理を施された部品。
【請求項4】
前記部品は、ダイレクトドライブモータのロータを構成する、
ことを特徴とする請求項1に記載の表面処理を施された部品。
【請求項5】
前記表面処理は無電解メッキである、
ことを特徴とする請求項1に記載の表面処理を施された部品。
【請求項6】
請求項1~5のいずれかに記載の表面処理を施された部品の製造組立方法において、
前記部品のねじ孔にマスキングボルトを螺合させて表面処理を行い、
表面処理後に前記マスキングボルトを取り外し、前記相手側部品の外周円筒面を、前記部品の内周円筒面に嵌合させ、別のボルトを前記ねじ孔に螺合させて前記部品と前記相手側部品とを結合する、
ことを特徴とする部品の製造組立方法。
【請求項7】
前記近接面の軸線方向長さは、前記マスキングボルトの頭部の軸線方向長さより長い、
ことを特徴とする請求項6に記載の部品の製造組立方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面処理を施された部品及び部品の製造組立方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
例えば、ダイレクトドライブモータは、ギアやベルト、及びローラなどの伝達機構を介在させることなく、回転体に回転力をダイレクトに伝達し、当該回転体を被回転体に対して所定方向へ回転させる駆動方式を採用した電動機である。ダイレクトドライブモータに用いるロータ等の部品は、例えば硬度や耐腐食性を向上させるべく、表面処理が行われると望ましい。
【0003】
表面処理の一例として、無電解メッキがある。特許文献1には、電動式パワーステアリング装置に使用する歯車の歯面に無電解メッキを施すことにより、歯面の硬度を向上させる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2001-122135号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、表面処理すべき部品にねじ孔などが存在する場合、ねじ孔内まで処理を施すとねじ寸法や形状が変化するなどの問題がある。これを防ぐには、ねじ孔内に処理液が到達しないようマスキング処理を行うことが望ましいが、個々のねじ孔にマスキング処理を行うと手間がかかる。これに対し、ねじ孔にボルトをねじ込むことで、処理液がねじ孔内部に到達しなくなるため、手間がかからずマスキングの効果を得ることができる。しかしながら、ねじ孔にボルトを螺合させて表面処理を行った場合、膜厚のムラ等の問題が生じることが判明した。
【0006】
本発明は上記課題に鑑みてなされたもので、手間がかからず、処理膜のムラが生じにくい表面処理を施された部品及び部品の製造組立方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の表面処理を施された部品は、
内周円筒面と、前記内周円筒面に隣接する段差面とを備えた部品であって、
前記内周円筒面に、相手側部品の外周円筒面が係合可能であり、
前記段差面に、ブラインドホールであるねじ孔が形成されており、
前記内周円筒面に表面処理が施され、前記ねじ孔の内部に前記表面処理が施されておらず、
前記ねじ孔に最も近い前記内周円筒面における近接面は、前記近接面以外の前記内周円筒面に対して径方向外方に位置する、ことを特徴とする。
【発明の効果】
【0008】
本発明によれば、手間がかからず、処理膜のムラが生じにくい表面処理を施された部品及び部品の製造組立方法を提供することができる。
【図面の簡単な説明】
【0009】
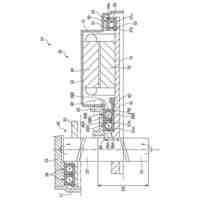
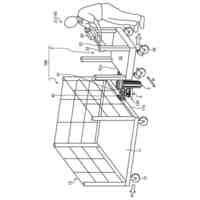
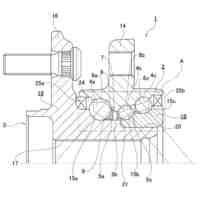
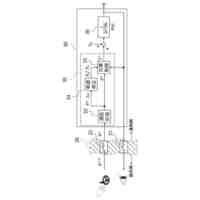
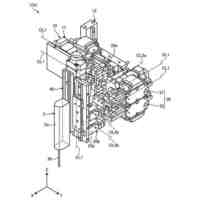
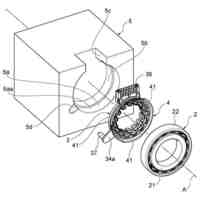
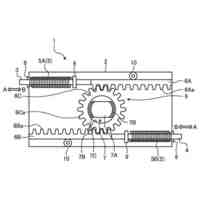
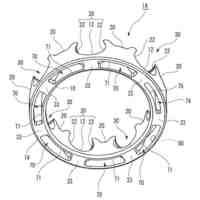
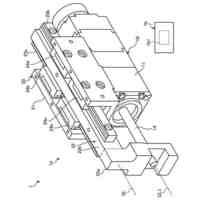
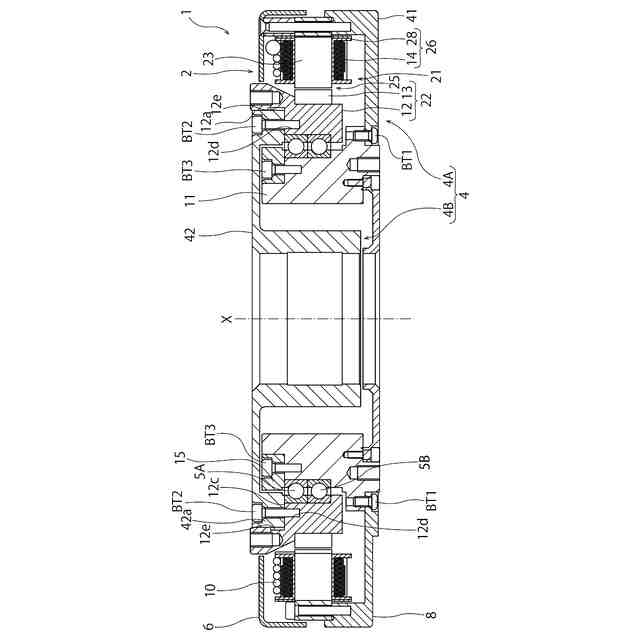
図1は、ダイレクトドライブモータの断面図である。
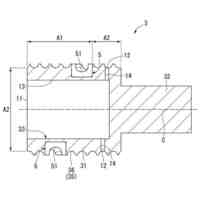
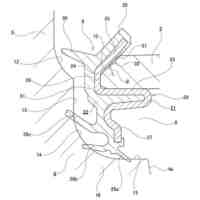
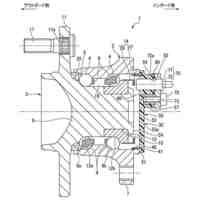
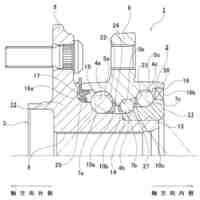
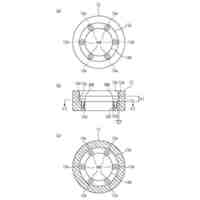
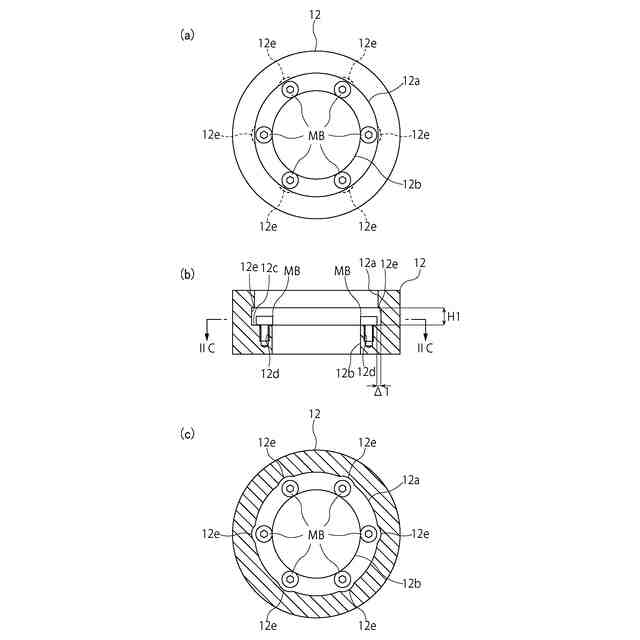
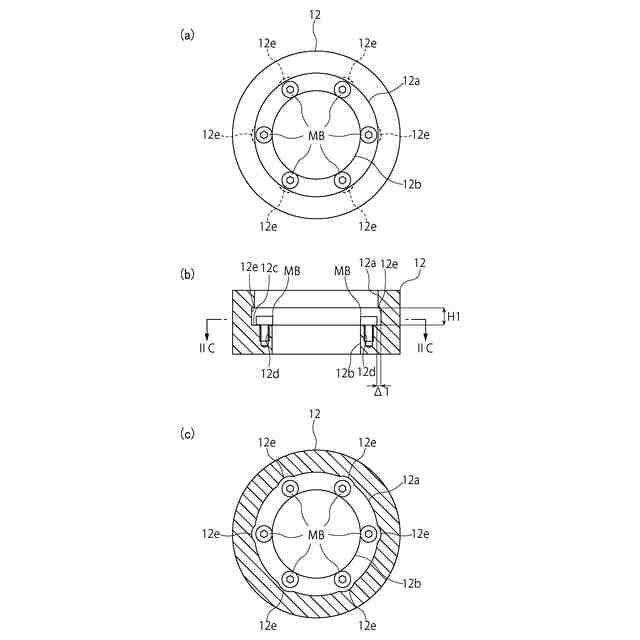
図2は、簡略化して図示する第1の実施形態にかかる第2支持部材を示す図である。
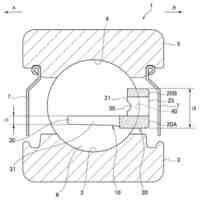
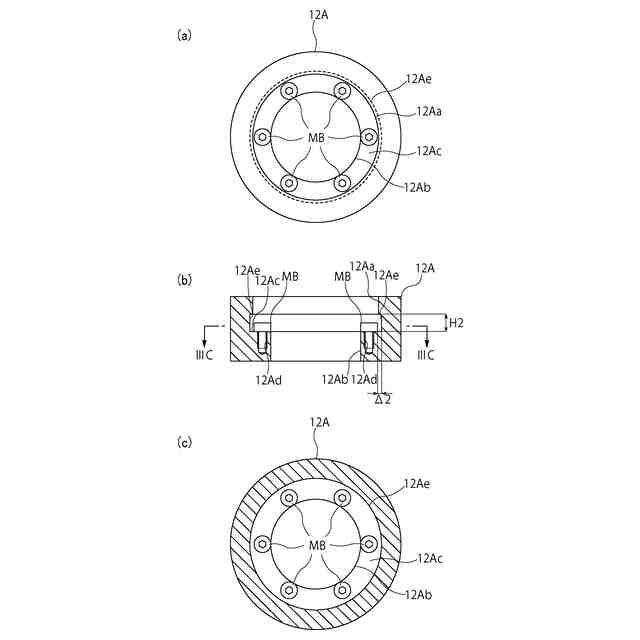
図3は、簡略化して図示する第2の実施形態にかかる第2支持部材を示す図である。
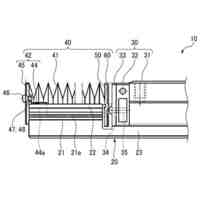
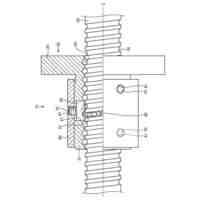
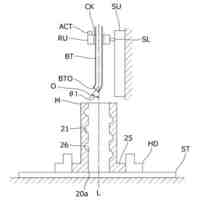
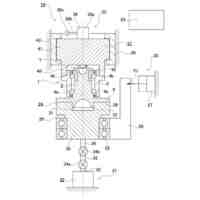
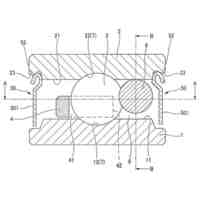
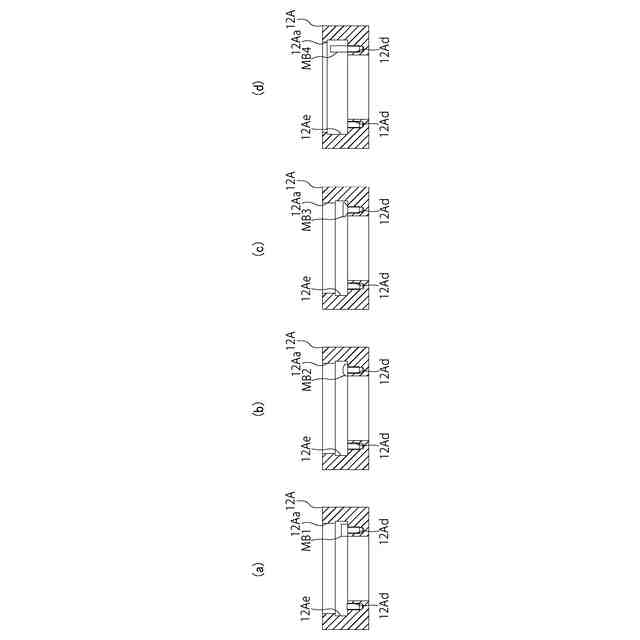
図4は、変形例にかかるマスキングボルトを組み付けた第2支持部材の断面図である。
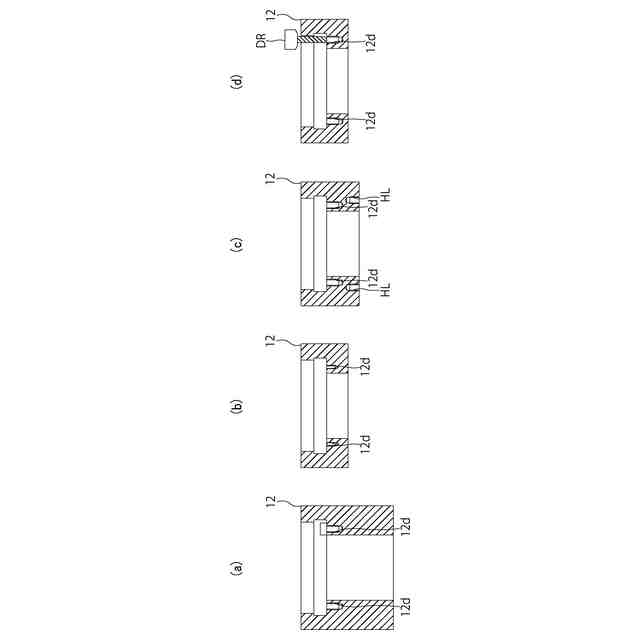
図5は、ねじ孔を貫通孔にできない第2支持部材の例を示す断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
図1は、本実施形態に係る表面処理を施された部品を備えたダイレクトドライブモータ1の断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
リニアガイド
1か月前
日本精工株式会社
回転機械装置
今日
日本精工株式会社
台車搬送装置
1か月前
日本精工株式会社
信号出力回路
16日前
日本精工株式会社
台車搬送装置
1か月前
日本精工株式会社
ボールねじ装置
14日前
日本精工株式会社
ステアリング装置
1か月前
日本精工株式会社
ハブユニット軸受
14日前
日本精工株式会社
ハブユニット軸受
1か月前
日本精工株式会社
こま式ボールねじ
1か月前
日本精工株式会社
磁歪式トルクセンサ
28日前
日本精工株式会社
保持器及び転がり軸受
1日前
日本精工株式会社
制御装置および制御方法
1か月前
日本精工株式会社
センサ付ハブユニット軸受
27日前
日本精工株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
転がり軸受及びその製造方法
1か月前
日本精工株式会社
ボールねじのナットの加工装置
1か月前
日本精工株式会社
パラレルリンクを含むロボット
1か月前
日本精工株式会社
回転センサ一体型軸受の取付構造
1か月前
日本精工株式会社
玉軸受用冠型保持器、及び玉軸受
27日前
日本精工株式会社
ハブユニット軸受の予圧測定方法
24日前
日本精工株式会社
搬送装置および実験支援システム
1か月前
日本精工株式会社
センタリング機構および搬送装置
1か月前
日本精工株式会社
ハブユニット軸受の外輪の製造方法
7日前
日本精工株式会社
軸受用冠型保持器、及び転がり軸受
1か月前
日本精工株式会社
実験支援システムおよび情報取得方法
今日
日本精工株式会社
転がり軸受用冠形保持器、及び転がり軸受
7日前
日本精工株式会社
異常診断装置、異常診断方法およびプログラム
21日前
日本精工株式会社
アクチュエータ装置の制御装置、および制御方法
21日前
日本精工株式会社
表面処理を施された部品及び部品の製造組立方法
今日
日本精工株式会社
玉軸受、及び、玉軸受におけるグリースの塗布方法
27日前
日本精工株式会社
駆動装置、および、パラレルリンクを含むロボット
1日前
日本精工株式会社
ハブユニット軸受の予圧測定方法及び予圧測定装置
1か月前
日本精工株式会社
機械要素の複素インピーダンスの測定方法、および測定装置
1か月前
日本精工株式会社
転がり軸受の荷重推定装置、荷重推定方法、およびプログラム
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ