TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068750
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178733
出願日
2023-10-17
発明の名称
液晶ポリマー製シートの成形方法及び成形システム
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
48/92 20190101AFI20250422BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】原料に液晶ポリマーを用い、押出成形用ダイを用いてシート成形する場合において、形状の安定した液晶ポリマー製シートを成形できる成形方法及び成形システムを提供する。
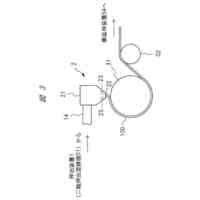
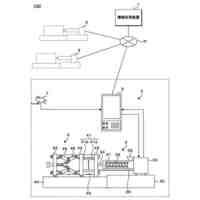
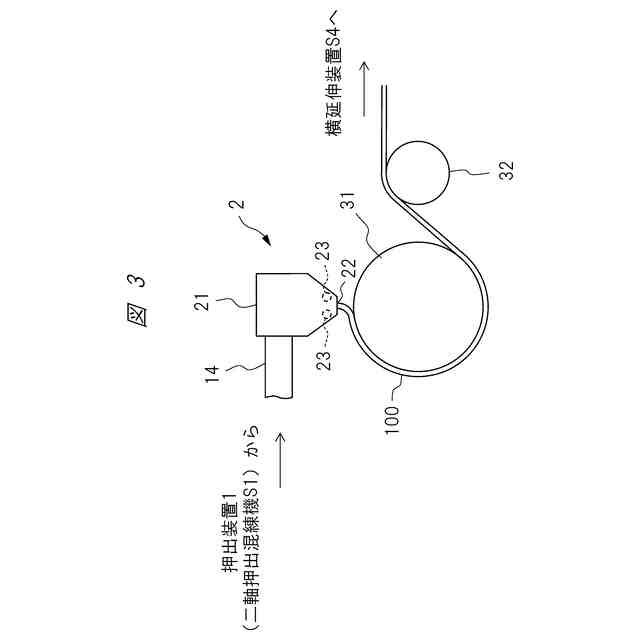
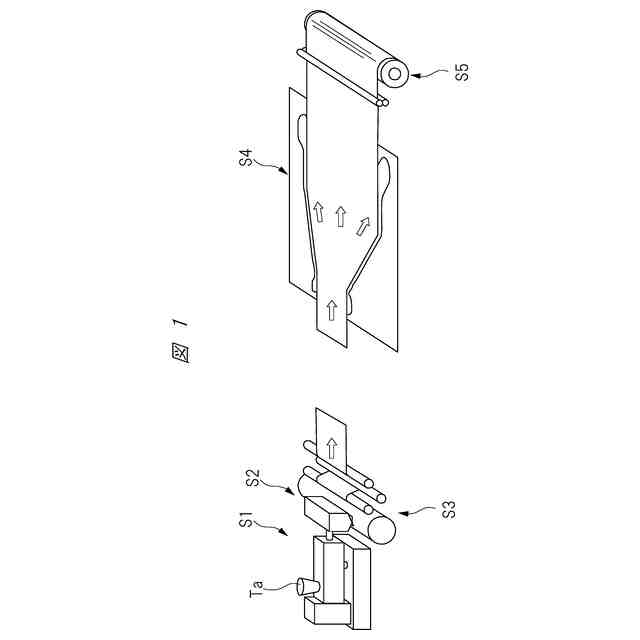
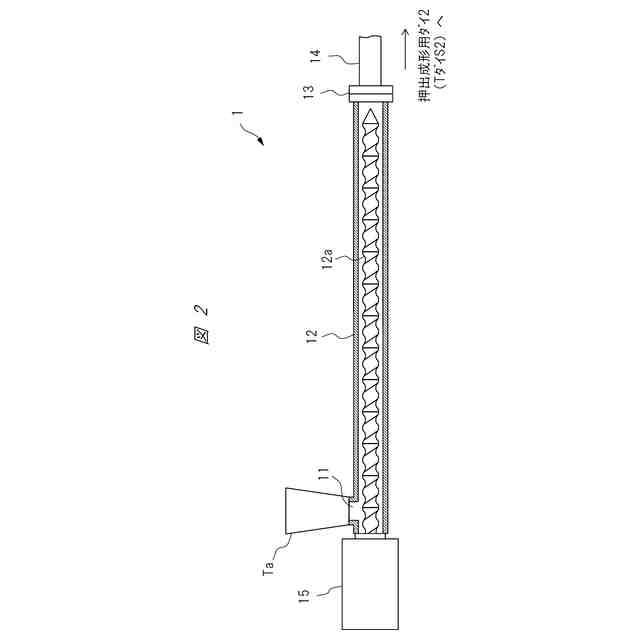
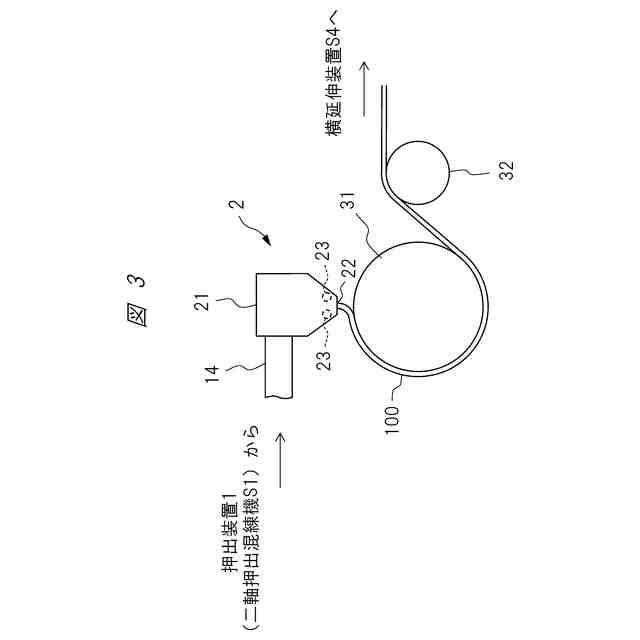
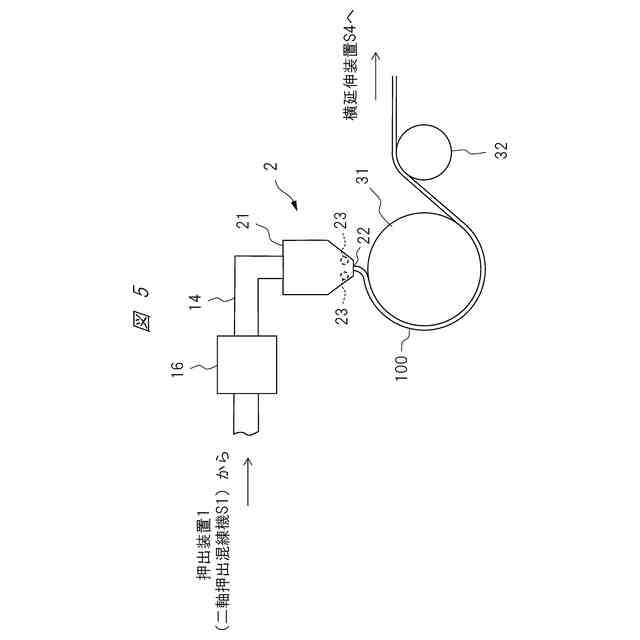
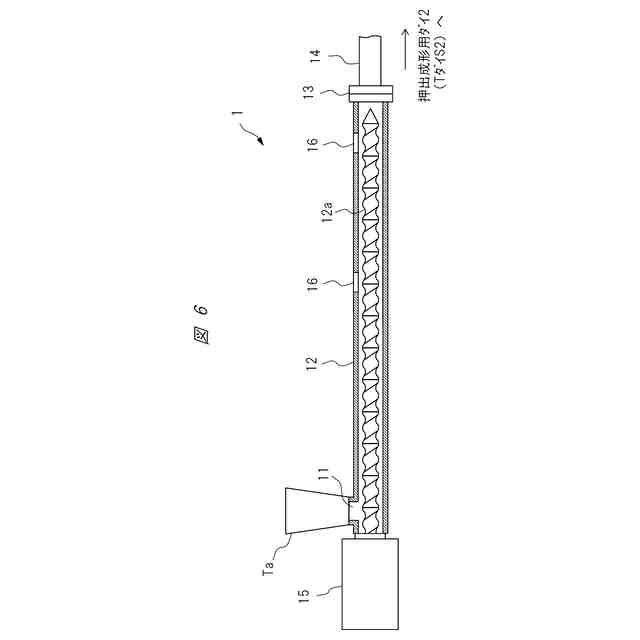
【解決手段】一実施の形態の液晶ポリマー製シートの成形システムは、内部にスクリュが設けられ、液晶ポリマーを加熱溶融するための押出装置1、押出装置1で加熱溶融された液晶ポリマーをシート状に押出す押出成形用ダイ2、を有し、押出成形用ダイ2のリップ部に、埋設されたリップヒータを有する。このとき、液晶ポリマー製シート100を成形する際に、押出成形用ダイ2のリップ部の温度差を5℃以内とする。
【選択図】図3
特許請求の範囲
【請求項1】
以下を含む、液晶ポリマー製シートの成形方法:
(a)内部にスクリュが設けられた押出装置により、加熱溶融した液晶ポリマーを搬送する工程、
(b)前記(a)工程で得られ、加熱溶融した前記液晶ポリマーを押出成形用ダイからシート状に押出す工程、
ただし、前記押出成形用ダイのリップ部の温度差を5℃以内とする。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の液晶ポリマー製シートの成形方法において、
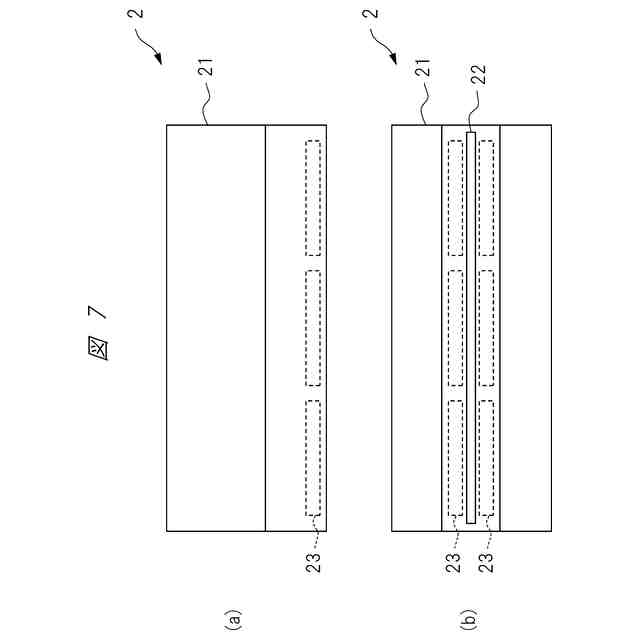
前記押出成形用ダイの前記リップ部に埋設されたリップヒータを有し、該リップヒータにより前記リップ部の温度を調整する、液晶ポリマー製シートの成形方法。
【請求項3】
請求項1に記載の液晶ポリマー製シートの成形方法において、
前記リップヒータが、前記押出成形用ダイの吐出口であるスリットを挟んで両側に、前記スリットの長手方向に沿って設けられている、液晶ポリマー製シートの成形方法。
【請求項4】
請求項1に記載の液晶ポリマー製シートの成形方法において、
前記温度差は、前記押出成形用ダイのスリットの幅に対して中央領域90%以上の範囲内で満たす、液晶ポリマー製シートの成形方法。
【請求項5】
請求項1に記載の液晶ポリマー製シートの成形方法において、
前記押出装置から前記押出成形用ダイを接続する接続配管内において、前記液晶ポリマーのせん断速度を10/sec以上とする、液晶ポリマー製シートの成形方法。
【請求項6】
請求項1に記載の液晶ポリマー製シートの成形方法において、
前記接続配管は、ブレーカープレート、ギアポンプ及び配管エルボーを有する、液晶ポリマー製シートの成形方法。
【請求項7】
請求項1に記載の液晶ポリマー製シートの成形方法において、
前記(a)工程を、前記押出装置の内部で発生したガスを外部に排出しながら行う、液晶ポリマー製シートの成形方法。
【請求項8】
以下を含む、液晶ポリマー製シートの成形方法:
(a)内部にスクリュが設けられた押出装置により、加熱溶融した液晶ポリマーを搬送する工程、
(b)前記(a)工程で得られ、加熱溶融した前記液晶ポリマーを押出成形用ダイからシート状に押出す工程、
前記押出装置から前記押出成形用ダイを接続する配管内において、前記液晶ポリマーのせん断速度を10/sec以上とする、液晶ポリマー製シートの成形方法。
【請求項9】
請求項8に記載の液晶ポリマー製シートの成形方法において、
前記配管は、ブレーカープレート、ギアポンプ及び配管エルボーを有する、液晶ポリマー製シートの成形方法。
【請求項10】
以下を含む、液晶ポリマー製シートの成形システム:
内部にスクリュが設けられ、前記液晶ポリマーを加熱溶融するための押出装置;及び
前記押出装置で加熱溶融された前記液晶ポリマーをシート状に押出す押出成形用ダイ、を有し、
前記押出成形用ダイのリップ部に、埋設されたリップヒータを有する、液晶ポリマー製シートの成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、液晶ポリマー製シートの成形方法及び成形システムに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
樹脂シートの成形方法として、押出機により原料であるペレットを溶融し、得られた溶融樹脂を押出成形用ダイ(Tダイ)からシート状に押出すことにより製造する方法が知られている(例えば、特許文献1(特開2018-36535号公報)参照)。
【0003】
このとき、樹脂シートの材料として液晶ポリマーを選択し、液晶ポリマー製の樹脂シートを成形しようとした場合、そのポリマー特性の特殊性から、温度管理や配管内における流動性等を考慮して、樹脂シートの成形条件を決定する必要がある。
【0004】
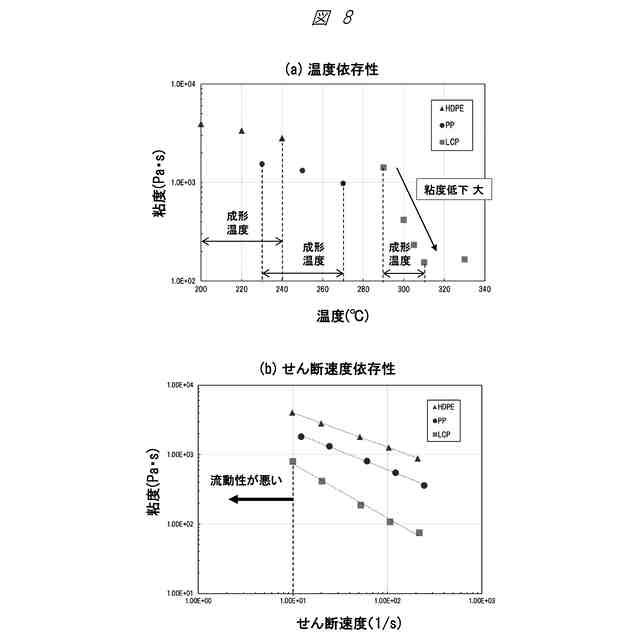
すなわち、液晶ポリマーは、成形温度における温度変化によって粘度変化が大きい特性を有する。また、樹脂をシート状に成形するための押出成形用ダイ(Tダイ)は、その樹脂の吐出口が横に長いスリット形状に形成されているため、その押出成形用ダイのリップ部周辺の温度差が比較的大きくなる傾向にある。
【先行技術文献】
【特許文献】
【0005】
特開2018-36535号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、リップ部周辺における温度差が大きくなると、押出成形用ダイから吐出される液晶ポリマーのネックイン量が左右で偏ったり、シート厚みが一様にならなかったりして、安定した形状の液晶ポリマー製シートが得られない場合がある。
【0007】
そこで、本発明の目的は、原料に液晶ポリマーを用い、押出成形用ダイを用いてシート成形する場合において、形状の安定した液晶ポリマー製シートを成形できる成形方法及び成形システムを提供する。
【0008】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0009】
一実施の形態によれば、液晶ポリマー製の樹脂シートの成形方法は、内部にスクリュが設けられた押出装置により、加熱溶融した液晶ポリマーを搬送する工程、次いで、加熱溶融した液晶ポリマーを押出成形用ダイからシート状に押出す工程、を備える。このとき、押出成形用ダイのリップ部の温度差を5℃以内とする。
【発明の効果】
【0010】
一実施の形態によれば、液晶ポリマーをシート状に成形する場合においても、形状の安定した液晶ポリマー製シートを得ることができる液晶ポリマー製シートの成形方法及び成形システムを提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
射出成形機
11日前
株式会社日本製鋼所
産業システム、産業機械
4日前
株式会社日本製鋼所
樹脂シートの延伸方法および延伸装置
5日前
株式会社日本製鋼所
射出成形機、および射出成形機の異常検出方法
13日前
株式会社日本製鋼所
液晶ポリマー製シートの成形方法及び成形システム
5日前
株式会社日本製鋼所
情報処理方法、コンピュータプログラム及び情報処理装置
11日前
株式会社日本製鋼所
反応方法
19日前
株式会社日本製鋼所
射出成形機およびそれを含む射出成形機システム、ならびに、射出成形機の制御装置および制御方法
11日前
株式会社日本製鋼所
寿命推定方法、寿命推定装置及びコンピュータプログラム
24日前
東レ株式会社
吹出しノズル
5か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
7か月前
個人
射出ミキシングノズル
6か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
12日前
株式会社FTS
成形装置
4か月前
トヨタ自動車株式会社
射出装置
1か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社リコー
シート剥離装置
8か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
28日前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社リコー
画像形成システム
5か月前
東レ株式会社
炭素繊維シートの製造方法
18日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
27日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ