TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067529
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177587
出願日
2023-10-13
発明の名称
ガラス成形装置及びガラス物品の製造方法
出願人
日本電気硝子株式会社
代理人
個人
,
個人
,
個人
主分類
C03B
17/06 20060101AFI20250417BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】支持レンガから成形体の受圧面部に水平荷重を作用させることで生じ得る受圧面部の角部での応力集中を緩和して、成形体の破損を抑止する.
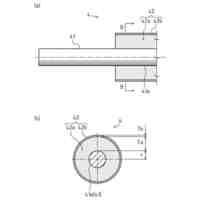
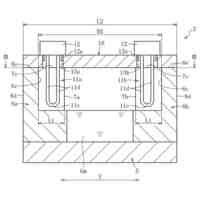
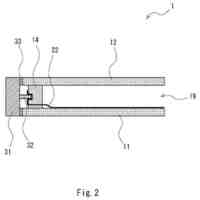
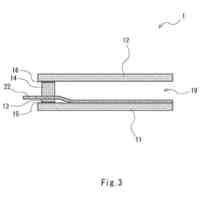
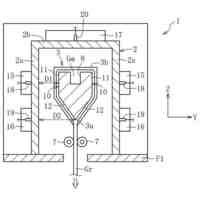
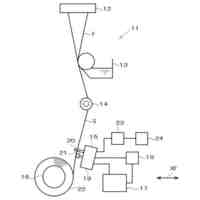
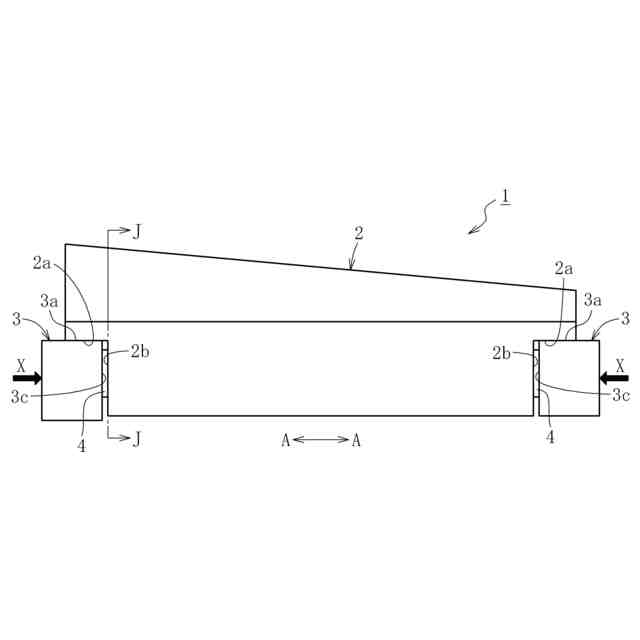
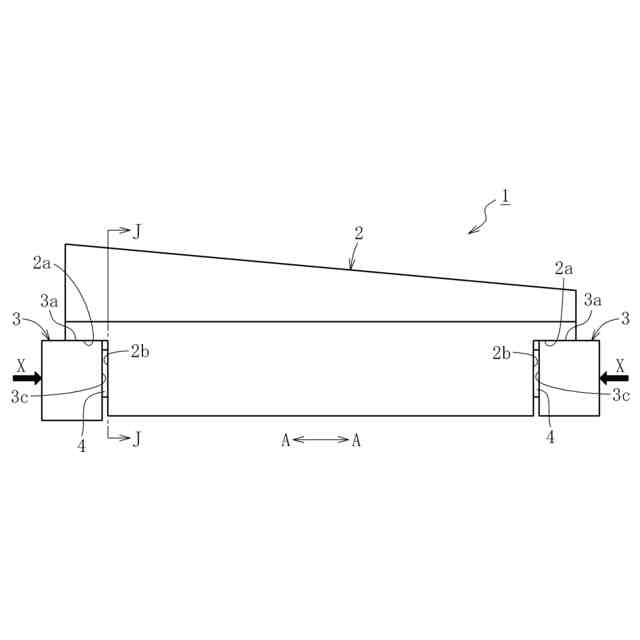
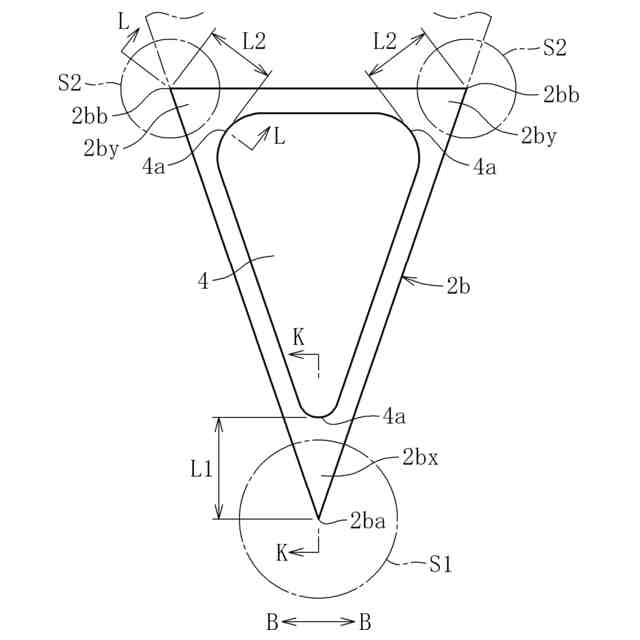
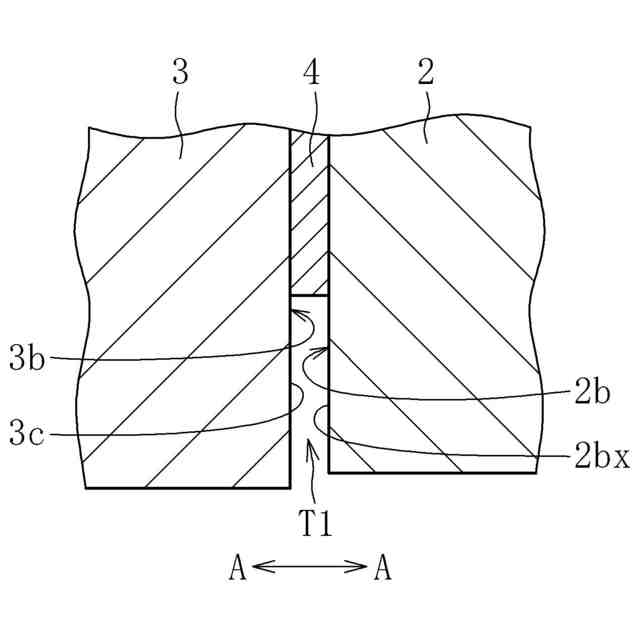
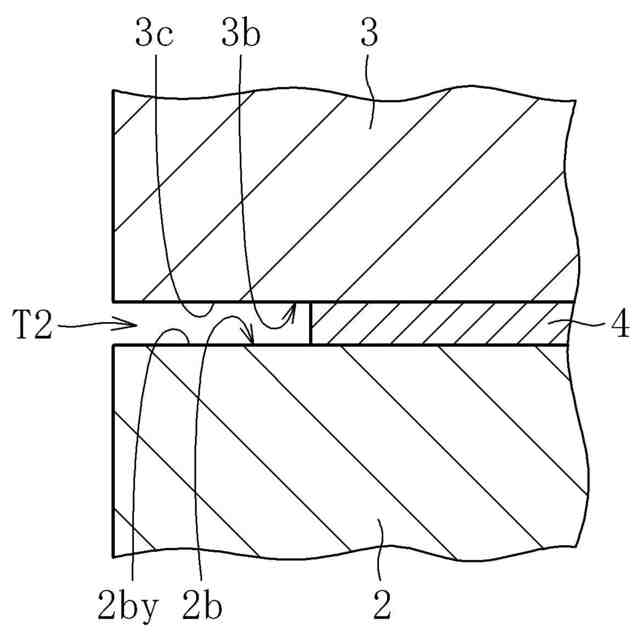
【解決手段】ガラス成形装置1につき、成形体2と、成形体2を支持する支持レンガ3と、成形体2に存在し且つ角部2bx、2byを有する受圧面部2bと、支持レンガ3に存在し且つ受圧面部2bと対向する押圧面部3cとを備え、支持レンガ3から成形体2の受圧面部2bに水平荷重を作用させるように構成し、受圧面部2bと押圧面部3cとの間に緩衝板4を介在させ、緩衝板4は、受圧面部2bの角部2bx、2byと、押圧面部3cとの間に隙間T1、T2が形成されるように配される。
【選択図】図1
特許請求の範囲
【請求項1】
成形体と、前記成形体を支持する支持レンガと、前記成形体に存在し且つ角部を有する受圧面部と、前記支持レンガに存在し且つ前記受圧面部と互いに対向する押圧面部とを備え、前記支持レンガから前記受圧面部に水平荷重を作用させるように構成したガラス成形装置であって、
前記受圧面部と前記押圧面部との間に緩衝板を介在させ、前記緩衝板は、前記受圧面部の角部と、前記押圧面部との間に隙間が形成されるように配されることを特徴とするガラス成形装置。
続きを表示(約 980 文字)
【請求項2】
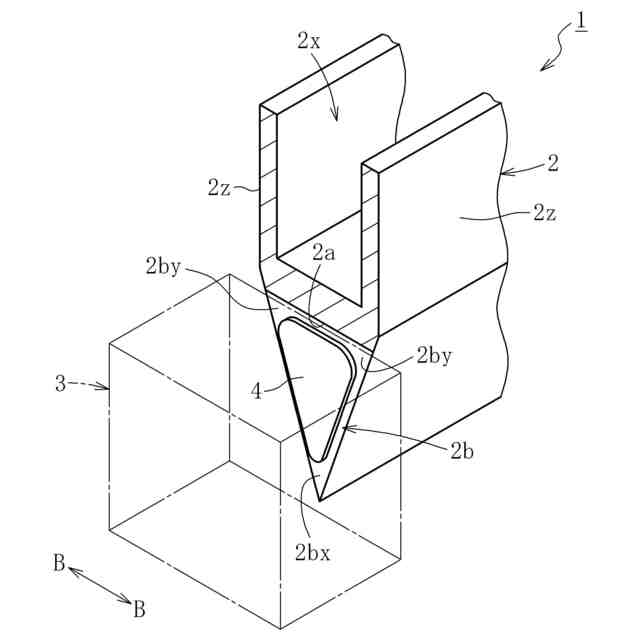
前記受圧面部は、下端部に一つの角部を有し且つ上端部に二つの角部を有する楔形状又は実質的な楔形状をなしており、
前記緩衝板は、前記受圧面部の前記下端部の角部と、前記押圧面部との間に隙間が形成されるように配されることを特徴とする請求項1に記載のガラス成形装置。
【請求項3】
前記緩衝板は、前記受圧面部の前記上端部の二つの角部と、前記押圧面部との間にそれぞれ隙間が形成されるように配されることを特徴とする請求項2に記載のガラス成形装置。
【請求項4】
前記緩衝板は、下端部に一つの角部を有し且つ上端部に二つの角部を有する楔形状における前記三つの角部がそれぞれ欠落した形状をなしていることを特徴とする請求項3に記載のガラス成形装置。
【請求項5】
前記緩衝板の外形線が、全周に亘って、前記受圧面部の外形線の内側にあることを特徴とする請求項1~4の何れかに記載のガラス成形装置。
【請求項6】
前記支持レンガから前記受圧面部に水平荷重を作用させるために前記支持レンガを押す荷重Fを、前記受圧面部の面積Aで除算して得られる応力F/Aにおいて、前記支持レンガのクリープひずみ速度をRとし、前記緩衝板のクリープひずみ速度をPとした場合に、
(R/P)<1
の関係を満たすことを特徴とする請求項1~4の何れかに記載のガラス成形装置。
【請求項7】
前記緩衝板は、白金族元素を主成分として形成されていることを特徴とする請求項6に記載のガラス成形装置。
【請求項8】
前記押圧面部は、外周側に移行するに連れて前記受圧面部から漸次遠ざかる傾斜部を有しており、前記傾斜部は、前記受圧面部の角部と対向していることを特徴とする請求項1~4の何れかに記載のガラス成形装置。
【請求項9】
前記押圧面部は、凹部を有しており、前記凹部は、前記受圧面部の角部と対向していることを特徴とする請求項1~4の何れかに記載のガラス成形装置。
【請求項10】
前記受圧面部と前記押圧面部との間に、前記緩衝板を複数枚介在させたことを特徴とする請求項1~4の何れかに記載のガラス成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形体を支持レンガで支持するように構成したガラス成形装置、及びこれを用いてガラス物品を製造する方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
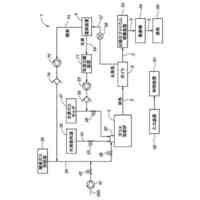
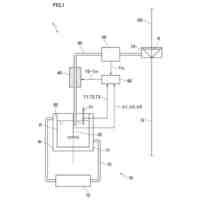
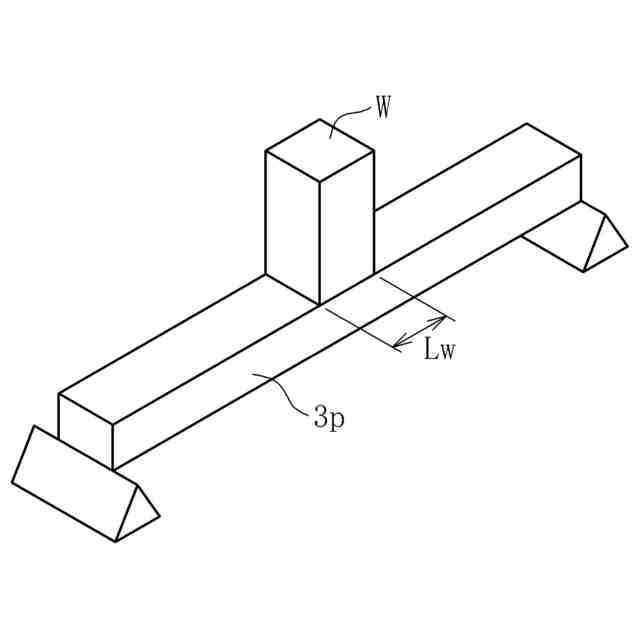
例えばオーバーフローダウンドロー法で用いられる成形体は、長手方向両端部のみが下方から支持されるのが通例であるため、高い操業温度と成形体の自重等により、時間経過に伴って長手方向中央部が垂れ下がるクリープ変形が生じる。
【0003】
この種の成形体の変形は、当該成形体により成形されるガラスリボンひいては製品ガラスの品質や寸法に悪影響を及ぼすため、これを軽減する手段が必要とされる。その手段として、成形体の長手方向両端部から長手方向中央側に向かう水平荷重を与えて、成形体の自重負荷を軽減することが提案されている。
【0004】
その具体例として、例えば特許文献1及び特許文献2には、成形体の長手方向両端部に存在する受圧面部に、成形体の長手方向両端部を下方より支持する支持レンガから水平荷重を作用させることが開示されている。
【0005】
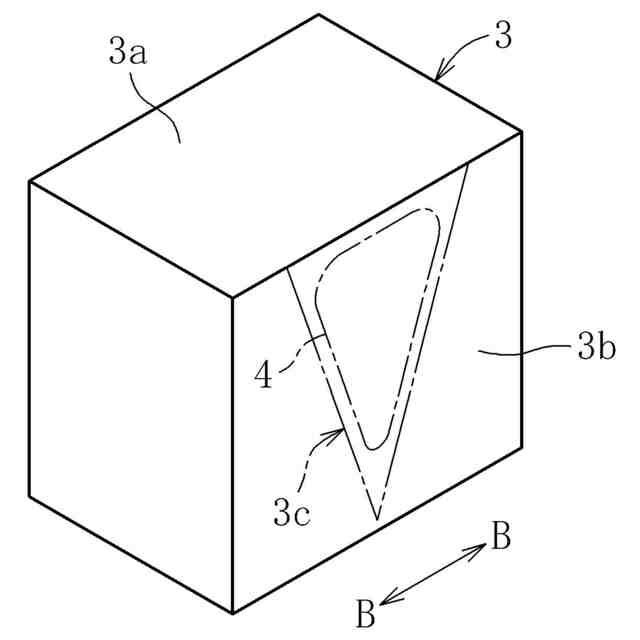
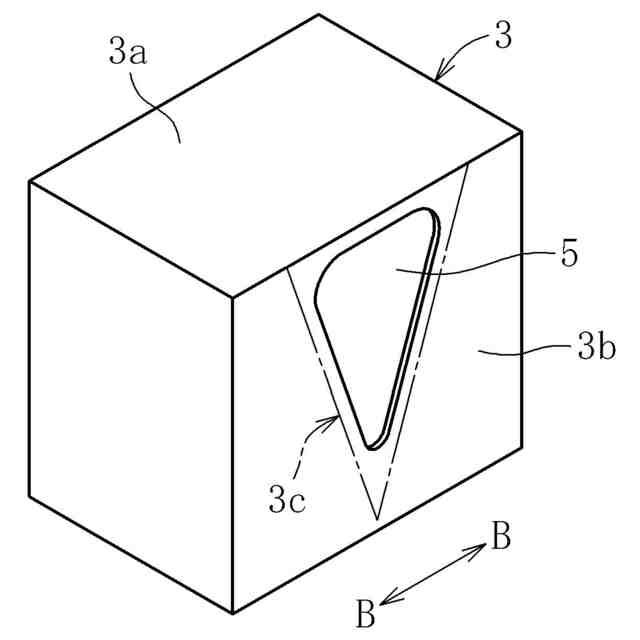
この場合、成形体の下部は楔形状又は実質的な楔形状をなしており、支持レンガは成形体の下部に配置されるため、成形体の受圧面部は角部を有している。また、支持レンガには、成形体の受圧面部と互いに対向する押圧面部が存在している。
【先行技術文献】
【特許文献】
【0006】
特開2004-284843号公報
国際公開第2018/232092号
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1及び特許文献2に開示の手段は、何れも、成形体の受圧面部と支持レンガの押圧面部とが直接接触している。本発明者等による研究結果によれば、このような状態の下で、支持レンガから成形体の受圧面部に所要の水平荷重が作用している場合には、受圧面部の角部で応力集中が生じる。そして、これが原因となって成形体が破損するおそれがある。
【0008】
以上の観点から、本発明は、支持レンガから成形体の受圧面部に水平荷重を作用させることで生じ得る受圧面部の角部での応力集中を緩和して、成形体の破損を抑止することを課題とする。
【課題を解決するための手段】
【0009】
(1)上記課題を解決するために創案された本発明の第一の側面は、成形体と、成形体を支持する支持レンガと、成形体に存在し且つ角部を有する受圧面部と、支持レンガに存在し且つ受圧面部と互いに対向する押圧面部とを備え、支持レンガから受圧面部に水平荷重を作用させるように構成したガラス成形装置であって、受圧面部と押圧面部との間に緩衝板を介在させ、緩衝板は、受圧面部の角部と、押圧面部との間に隙間が形成されるように配されることに特徴づけられる。なお、このガラス成形装置は、ダウンドロー法、特にオーバーフローダウンドロー法によってガラスリボンを成形する場合に好適に用いられる。
【0010】
上記(1)の構成によれば、成形体の受圧面部と支持レンガの押圧面部との間に緩衝板を介在させたことにより、受圧面部の角部と、押圧面部との間に隙間が形成される。そのため、支持レンガから成形体の受圧面部に水平荷重が作用しているにも関わらず、受圧面部の角部に生じ得る応力集中が緩和され、成形体の破損が抑止される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
板状物の研磨装置、及び板状物の製造方法
4日前
日本電気硝子株式会社
積層板
4日前
日本電気硝子株式会社
ガラス材
2か月前
個人
ガラス製品の製造方法
11日前
株式会社フジクラ
シール装置
1か月前
日本電気硝子株式会社
ガラスの製造方法
27日前
日本電気硝子株式会社
ガラス繊維用組成物
18日前
日本電気硝子株式会社
ガラス繊維用組成物
1か月前
日本板硝子株式会社
自動車用窓ガラス
2か月前
株式会社オハラ
光学ガラス
1か月前
日東電工株式会社
ガラス樹脂複合体
2か月前
AGC株式会社
ガラス板の製造方法
2か月前
日本電気硝子株式会社
フィーダー
1か月前
AGC株式会社
ガラスペースト
1か月前
日本板硝子株式会社
調光合わせガラス
3か月前
株式会社オハラ
光学ガラスおよび光学素子
1か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2か月前
東洋ガラス株式会社
ガラス製造装置
1か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
1か月前
日本電気硝子株式会社
ガラス物品の製造方法
2か月前
AGC株式会社
洗浄部材の位置決め方法
1か月前
日本電気硝子株式会社
ガラス粉末、封着材料及び封着材料ペースト
2か月前
住友電気工業株式会社
光ファイバの製造方法
2か月前
日本電気硝子株式会社
ガラス板及びその製造方法
3か月前
株式会社オハラ
結晶相を含むガラス
2か月前
AGC株式会社
膜付き基材及びその製造方法
3か月前
株式会社オハラ
結晶相を含むガラス
2か月前
日本板硝子株式会社
機能性膜付きガラス基材
2か月前
AGC株式会社
ガラス板及びディスプレイ装置
19日前
AGC株式会社
ガラス板及びディスプレイ装置
19日前
日本電気硝子株式会社
ガラス繊維の製造装置、及びガラス繊維の製造方法
2か月前
日本電気硝子株式会社
ガラス板搬送装置
27日前
日本電気硝子株式会社
ガラス板の製造方法及び製造装置
2か月前
信越化学工業株式会社
SiOH含有光ファイバ母材及びその評価方法
1か月前
日本電気硝子株式会社
溶融炉及びガラス物品の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ