TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067355
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177290
出願日
2023-10-13
発明の名称
車両用内外装材の製造方法とその製造に用いる成形型
出願人
株式会社HOWA
代理人
弁理士法人岡田国際特許事務所
主分類
B29C
43/52 20060101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】繊維系材料の基材に対する加熱効率を向上させて、基材を成形する工程のサイクルタイムの短縮し得る、車両用内外装材の製造方法とその製造に用いる成形型を提供する。
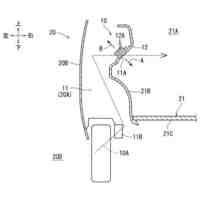
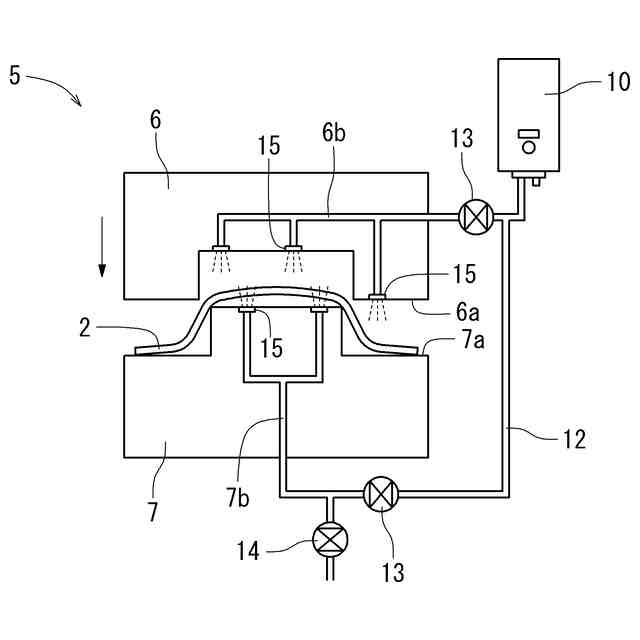
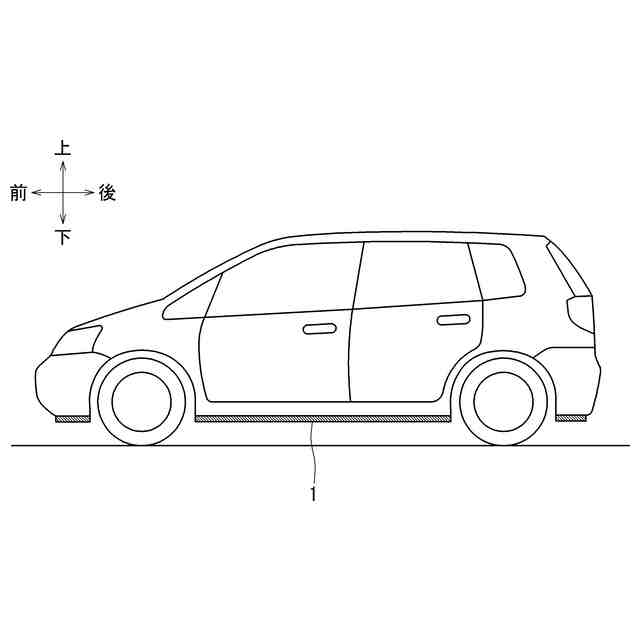
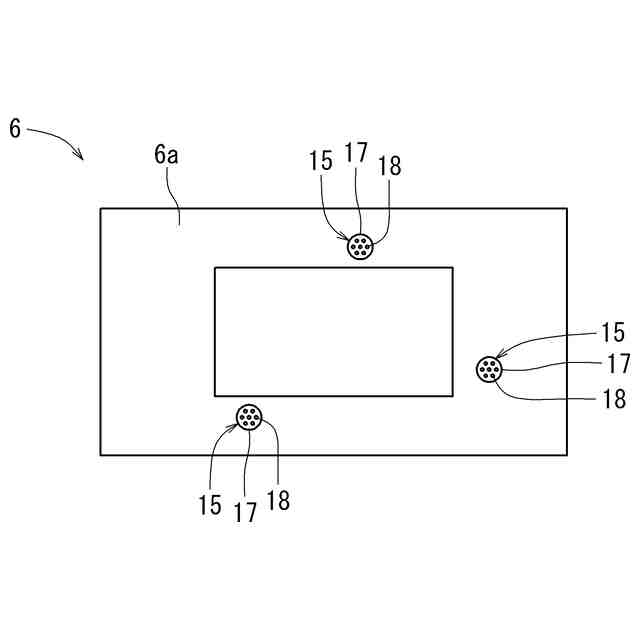
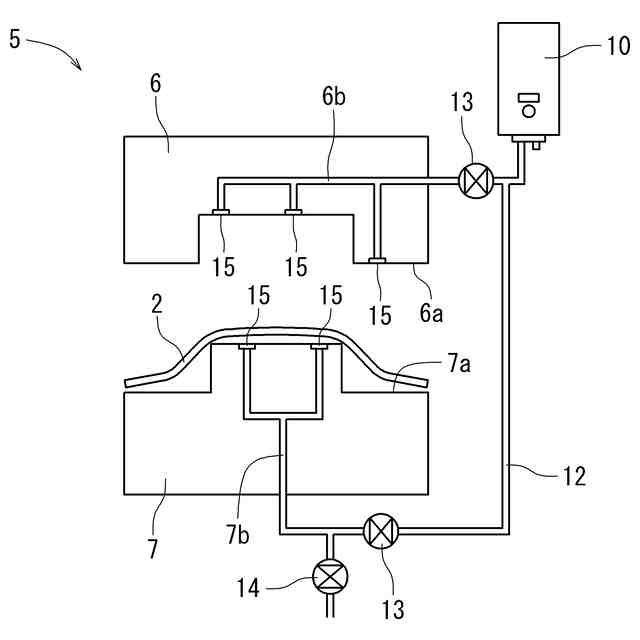
【解決手段】繊維成形体3として形成される車両用内外装材1の製造方法は、熱可塑性樹脂を含んだ面状の繊維ウェブで構成される未加熱の繊維基材2を、成形型5により両面から挟んでプレスし、繊維成形体3とする成形工程と、上型6と下型7のうち少なくとも一方の成形面6a,7aから繊維基材2に向けて蒸気を噴出して繊維基材2を蒸気加熱する蒸気加熱工程とを有する。成形型5は、蒸気を生成する蒸気生成部10と連通し、上型6と下型7の少なくとも一方の内部に配設された蒸気配管6b,7bと、蒸気配管6b,7bと連通するように成形面6a,7aに配設され、繊維基材2に向けて蒸気を噴出する複数の孔18を備えた蒸気噴出部15とを有する。
【選択図】図10
特許請求の範囲
【請求項1】
三次元の面形状の繊維成形体として形成される車両用内外装材の製造方法であって、
熱可塑性樹脂を含んだ面状の繊維ウェブで構成される未加熱の繊維基材を、上型と下型を有する成形型により両面から挟んでプレスし、前記繊維成形体とする成形工程と、
前記上型と前記下型のうち少なくとも一方の成形面から前記繊維基材に向けて蒸気を噴出して前記繊維基材を蒸気加熱する蒸気加熱工程と、を有する車両用内外装材の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の車両用内外装材の製造方法であって、
前記成形工程は、前記上型と前記下型の間に前記繊維基材が配置された前記成形型を閉じると共に前記繊維基材に対し圧力を加える加圧工程と、
前記成形型が閉じた状態で、前記繊維基材にかかる圧力を維持する保圧工程と、
前記繊維基材にかかる圧力を下げると共に、前記成形型を開く減圧工程と、を含み、
前記蒸気加熱工程は、前記成形工程が行われている間に、前記繊維基材に対する蒸気加熱を行う、車両用内外装材の製造方法。
【請求項3】
請求項2に記載の車両用内外装材の製造方法であって、
前記蒸気加熱工程は、前記加圧工程が行われている間に、前記繊維基材に対する蒸気加熱を開始する、車両用内外装材の製造方法。
【請求項4】
請求項3に記載の車両用内外装材の製造方法であって、
前記蒸気加熱工程は、前記保圧工程の開始後に前記繊維基材に対する蒸気加熱を停止し、
前記保圧工程は、前記蒸気加熱工程における蒸気加熱の停止後も一定時間継続される、車両用内外装材の製造方法。
【請求項5】
請求項1から請求項4のいずれか一項に記載の車両用内外装材の製造方法であって、
予め加熱された前記成形型に前記繊維基材をセットする配置工程を含み、
前記配置工程後に前記成形工程及び前記蒸気加熱工程が行われる、車両用内外装材の製造方法。
【請求項6】
三次元の面形状の繊維成形体として形成される車両用内外装材の製造に用いる成形型であって、
熱可塑性樹脂を含んだ面状の繊維ウェブで構成される未加熱の繊維基材を両面から挟んでプレスする一対の上型と下型を備え、
前記上型と前記下型にそれぞれ設けられた、互いに対向する成形面と、
蒸気を生成する蒸気生成部と連通し、前記上型と前記下型の少なくとも一方の内部に配設された蒸気配管と、
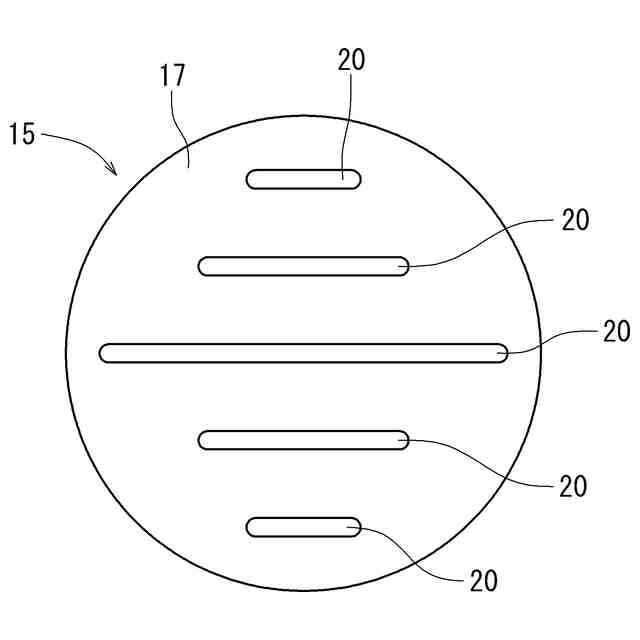
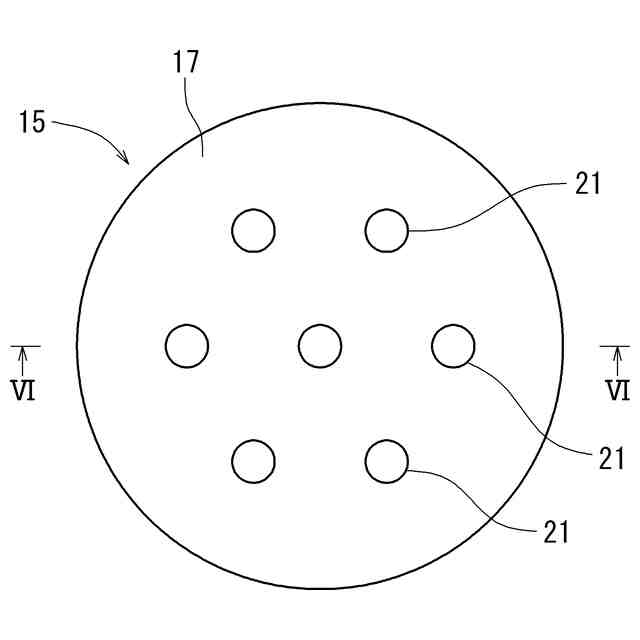
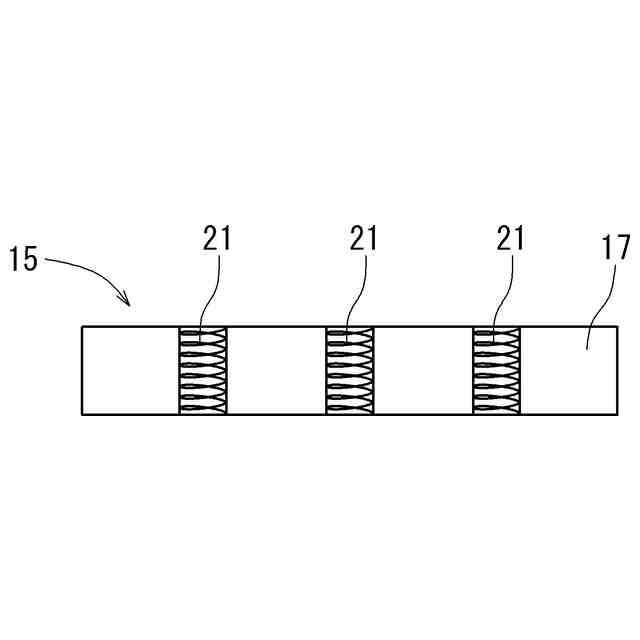
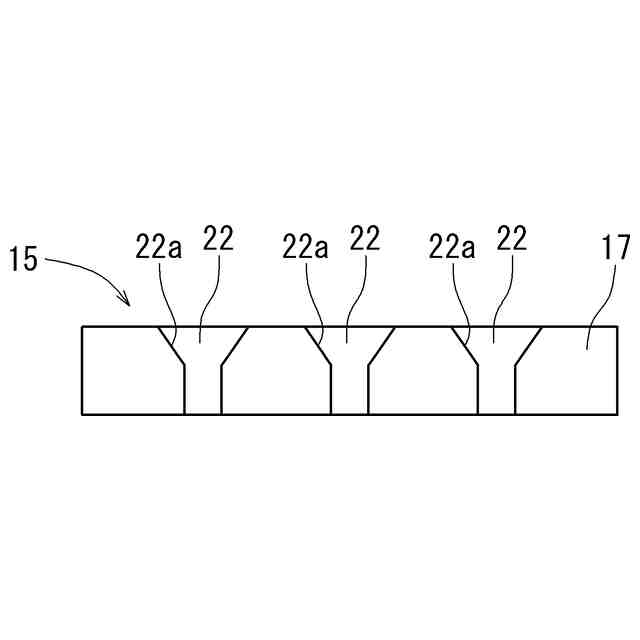
前記蒸気配管と連通するように前記成形面に配設され、前記上型と前記下型の間に位置する前記繊維基材に向けて蒸気を噴出する複数の孔を備えた蒸気噴出部と、を有する、車両用内外装材の製造に用いる成形型。
【請求項7】
請求項6に記載された車両用内外装材の製造に用いる成形型であって、
前記成形型に挟まれた前記繊維基材に対して加圧しながら、又は加圧された圧力を維持した状態で、前記蒸気噴出部から前記繊維基材に向けて蒸気を噴出する、車両用内外装材の製造に用いる成形型。
【請求項8】
請求項7に記載された車両用内外装材の製造に用いる成形型であって、
前記繊維基材にかかる圧力を維持した状態で、前記繊維基材に対する蒸気の噴出を停止し、蒸気の噴出を停止した後も前記繊維基材にかかる圧力を維持した状態が一定時間継続される、車両用内外装材の製造に用いる成形型。
【請求項9】
請求項7又は請求項8に記載された車両用内外装材の製造に用いる成形型であって、
前記上型と前記下型は、加熱装置によって加熱される構成とされ、
前記成形型にセットされた前記繊維基材を蒸気加熱すると共に、予め加熱された前記上型と前記下型の前記成形面の熱により、前記繊維基材の前記成形面と接する面から加熱する、車両用内外装材の製造に用いる成形型。
【請求項10】
請求項6から請求項8のいずれか一項に記載された車両用内外装材の製造に用いる成形型であって、
前記蒸気噴出部は、線形状を呈する前記孔が複数併設されている、車両用内外装材の製造に用いる成形型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両用内外装材の製造方法とその製造に用いる成形型に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、車両用のアンダーカバーなどの車両用内外装材は、その材料によって種々の成形方法が選択される。例えば、特許文献1には、成形不織布として形成されるアンダーカバーの成形方法として、熱可塑性樹脂を含む積層材料を冷間プレスでプレス成形する製造方法が開示されている。特許文献1に記載された製造方法では、このプレス成形の前工程として、予備加熱装置や加熱装置によって積層材料の原反を熱可塑性樹脂の融点温度以上に加熱する。そして、加熱された積層材料を成形型に配置してプレス成形する。
【先行技術文献】
【特許文献】
【0003】
特開2018-69813号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、冷間プレス成形の前工程として繊維系材料の原反の加熱を行うことで、成形不織布の成形までの工程時間が長くなる傾向にある。さらに、従来の前工程の加熱では、未加熱の繊維系材料の原反を用いた場合に内部まで十分に熱が伝わり難いため、予め加熱処理されて収縮した原反を用いる必要があった。
【0005】
本発明は、このような点に鑑みて創案されたものであり、本発明が解決しようとする課題は、繊維系材料の基材に対する加熱効率を向上させて、基材を成形する工程のサイクルタイムの短縮を図ることができる、車両用内外装材の製造方法とその製造に用いる成形型を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決する、三次元の面形状の繊維成形体として形成される車両用内外装材の製造方法の一つの特徴は、熱可塑性樹脂を含んだ面状の繊維ウェブで構成される未加熱の繊維基材を、上型と下型を有する成形型により両面から挟んでプレスし、前記繊維成形体とする成形工程と、前記上型と前記下型のうち少なくとも一方の成形面から前記繊維基材に向けて蒸気を噴出して前記繊維基材を蒸気加熱する蒸気加熱工程とを有する。
【0007】
上記工程の一つの特徴及び利点は、熱可塑性樹脂を含んだ面状の繊維ウェブで構成される未加熱の繊維基材を成形型の上型と下型の間に配置した状態で、成形面から繊維基材に向けて蒸気を噴出する。蒸気によって繊維基材が加熱され、繊維基材に含まれる熱可塑性樹脂が軟化又は溶融する。さらに、この上型と下型で繊維基材を両面から挟んでプレスすることで繊維成形体が形成される。すなわち、繊維基材に対する蒸気加熱とプレス成形を一つの成形型で並行して行い得る。したがって、加圧成形の前工程として加熱工程を設ける必要がなく、繊維基材に対する加熱とプレス成形を同時に行うことができる。また、蒸気によって加熱することで、繊維基材の内部まで効率的に熱を伝えることができる。さらに、収縮していない未加熱の繊維基材を用いることで、蒸気加熱の効果を、より発揮させることができる。よって、繊維基材に対する加熱効率を向上させて、車両用内外装材の製造工程における繊維基材の加熱・加圧成形のサイクルタイムの短縮を図ることができる。
【0008】
上記車両用内外装材の製造方法について、前記成形工程は、前記上型と前記下型の間に前記繊維基材が配置された前記成形型を閉じると共に前記繊維基材に対し圧力を加える加圧工程と、前記成形型が閉じた状態で、前記繊維基材にかかる圧力を維持する保圧工程と、前記繊維基材にかかる圧力を下げると共に、前記成形型を開く減圧工程とを含み、前記蒸気加熱工程は、前記成形工程が行われている間に、前記繊維基材に対する蒸気加熱を行う工程であっても良い。
【0009】
上記工程の一つの特徴及び利点は、成形工程は、加圧工程後、繊維基材にかかる圧力を維持する保圧工程を含む。成形型を閉じてから一定時間、繊維基材に対する圧力を維持することで、繊維成形体の形状保持を図ることができる。また、繊維基材に対する蒸気加熱と成形工程を並行して行い得る。したがって、繊維基材の加熱・加圧成形のサイクルタイムの短縮を図ることができる。
【0010】
上記車両用内外装材の製造方法について、前記蒸気加熱工程は、前記加圧工程が行われている間に、前記繊維基材に対する蒸気加熱を開始する工程であっても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社HOWA
遮音構造
2日前
株式会社HOWA
乗物用天井内装材
2日前
株式会社HOWA
ハニカムコア材および複合ハニカム
2日前
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
9か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社リコー
シート剥離装置
10か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
3か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
4か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社日本製鋼所
押出成形装置
9か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
画像形成システム
6か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ