TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064708
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174652
出願日
2023-10-06
発明の名称
鋳鉄の砂型鋳造用の自硬性鋳型およびその製造方法、並びに塗型剤
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22C
1/00 20060101AFI20250410BHJP(鋳造;粉末冶金)
要約
【課題】鋳造時における焼付きの発生を低減することができる技術を提供する。
【解決手段】質量比でSiO
2
を99%以上含む鋳物砂(珪砂)と、バインダーとを混合してなる自硬性鋳型であって、前記鋳物砂は、「JIS Z2601-1993 鋳物砂の試験方法 附属書2 鋳物砂の粒度試験方法」に記載の方法に準拠してふるい分け試験を行った場合に、その結果が、(1)35メッシュのふるい面上に残る砂の質量百分率、48メッシュのふるい面上に残る砂の質量百分率、および65メッシュのふるい面上に残る砂の質量百分率が全て15%以上であること、(2)上記以外のメッシュサイズのふるい面上に残る砂の質量百分率は15%未満であること、および
(3)鋳物砂の粒度指数FNが66~79であること、を満たしている。
【選択図】なし
特許請求の範囲
【請求項1】
自硬性鋳型の製造方法であって、
質量比でSiO
2
を99%以上含む鋳物砂(珪砂)と、バインダーとを混合したものから鋳型を成形する工程を備え、
前記鋳物砂は、「JIS Z2601-1993 鋳物砂の試験方法 附属書2 鋳物砂の粒度試験方法」に記載の方法に準拠してふるい分け試験を行った場合に、その結果が、
(1)35メッシュのふるい面上に残る砂の質量百分率、48メッシュのふるい面上に残る砂の質量百分率、および65メッシュのふるい面上に残る砂の質量百分率が全て15%以上であること、
(2)上記以外のメッシュサイズのふるい面上に残る砂の質量百分率はいずれも15%未満であること、および
(3)鋳物砂の粒度指数FNが66~79であること、
を満たしている、自硬性鋳型の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
上記のふるい分け試験の結果が、さらに、
(2-1)28メッシュのふるい面上に残る砂の質量百分率、および28メッシュよりも粗いふるい面上に残る砂の質量百分率の合計が10%未満であることを満たしている、請求項1に記載の製造方法。
【請求項3】
上記のふるい分け試験の結果が、さらに、
(2-2)100メッシュのふるい面上に残る砂の質量百分率が12%未満であること、
(2-3)150メッシュのふるい面上に残る砂の質量百分率および200メッシュのふるい面上に残る砂の質量百分率の合計が5%未満であること、
および、
(2-4)200メッシュよりも細かいふるい面上に残る砂の質量百分率の合計が1%未満であること、
を満たしている、請求項2に記載の製造方法。
【請求項4】
成形された鋳型の少なくとも溶湯が接する表面およびその近傍部分に塗型剤の浸透層を形成する工程をさらに備え、
前記塗型剤は、
重量%で、SiO
2
:5~40%、Al
2
O
3
:20~56%、MgO:0~2%、Fe
2
O
3
:15~35%を含有し、
さらに、塗型剤の不可避成分である粘結剤、懸濁剤、消泡剤、防腐剤および活性剤を含み、
残部が、水、アルコールまたはこれらの混合物である溶媒からなる全体としてペースト状の物質である、
請求項1に記載の製造方法。
【請求項5】
前記塗型剤のボーメ度が50~65である、請求項4に記載の製造方法。
【請求項6】
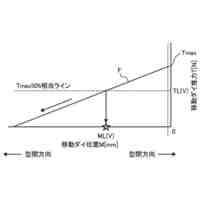
前記浸透層の深さが4~5mmとなるように浸透層を形成する、請求項4に記載の製造方法。
【請求項7】
質量比でSiO
2
を99%以上含む鋳物砂(珪砂)と、バインダーとを混合してなる自硬性鋳型であって、
前記鋳物砂は、「JIS Z2601-1993 鋳物砂の試験方法 附属書2 鋳物砂の粒度試験方法」に記載の方法に準拠してふるい分け試験を行った場合に、その結果が、
(1)35メッシュのふるい面上に残る砂の質量百分率、48メッシュのふるい面上に残る砂の質量百分率、および65メッシュのふるい面上に残る砂の質量百分率が全て15%以上であること、
(2)上記以外のメッシュサイズのふるい面上に残る砂の質量百分率はいずれも15%未満であること、および
(3)鋳物砂の粒度指数FNが66~79であること、
を満たしている自硬性鋳型。
【請求項8】
上記のふるい分け試験の結果が、さらに、
(2-1)28メッシュのふるい面上に残る砂の質量百分率、および28メッシュよりも粗いふるい面上に残る砂の質量百分率の合計が10%未満であることを満たしている、請求項7に記載の自硬性鋳型。
【請求項9】
上記のふるい分け試験の結果が、さらに、
(2-2)100メッシュのふるい面上に残る砂の質量百分率が12%未満であること、
(2-3)150メッシュのふるい面上に残る砂の質量百分率および200メッシュのふるい面上に残る砂の質量百分率の合計が5%未満であること、
および、
(2-4)200メッシュよりも細かいふるい面上に残る砂の質量百分率の合計が1%未満であること、
を満たしている、請求項8に記載の自硬性鋳型。
【請求項10】
少なくとも溶湯が接する表面およびその近傍部分に、深さが4~5mmの塗型剤の浸透層を有している、を満たしている請求項7に記載の自硬性鋳型。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳鉄(片状黒鉛鋳鉄、球状黒鉛鋳鉄)の砂型鋳造に用いられる自硬性鋳型およびその製造方法、並びに塗型剤に関する。
鋳物砂に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
鋳鉄の砂型鋳造に用いられる鋳型は、一般的には、珪砂を主成分とする鋳物砂と自硬性樹脂(粘結剤)との混合物から形成される。砂型鋳造において問題となっている事象の一つに焼付きがある。焼付きとは、鋳型表面の鋳物砂の一部が溶解して鋳物表面に付着し、鋳物砂と鋳物(金属)とが緊密に混合する事象を意味する。とりわけ大型鋳物の鋳造においては、砂型が割れてそこに溶湯が差し込む焼付きが発生し易い傾向にある。このような焼付きが発生すると、鋳物の製品部分から焼付き部分を除去するために多大な工数が発生する。
【先行技術文献】
【特許文献】
【0003】
中江他「鉄鋳物の焼付き性に対する砂の化学組成」鋳造工学72(2000)2
原田他「鋳型用珪砂の細粒度域における焼付き性について」鋳物32(1958)1
原田他「鋳型用珪砂の粗粒度域における焼付き性について」鋳物31(1958)11
【発明の概要】
【0004】
本発明は、焼付きの発生を低減することができる技術を提供するものである。とりわけ、本発明は、従来から難易度が高いとされていた大型鋳物の焼付きの発生を低減することができる技術を提供するものである。
【0005】
焼付きの発生要因は、物理的焼付き要因(浸透型)と化学的焼付き要因(Fayalite等の低融点物質生成,融着)に分けられる。本発明においては、化学成分としてSiO
2
を99%以上含む高純度の珪砂を用いることにより、化学的焼付きの要因を排除して物理的焼付きへのアプローチに特化させることとした。
【0006】
すなわち、本発明によれば、SiO
2
を99%以上含む鋳物砂(珪砂)と、バインダーとを含む自硬性鋳型が提供される。一実施形態において、自硬性鋳型は、鋳物砂(珪砂)と、硬化剤およびフラン樹脂からなるバインダーとを含むフラン有機自硬性鋳型である。
【0007】
鋳物砂に含まれる新砂の比率は10%未満であることが好ましい。SiO
2
は約570℃に変態点を持っているため、鋳造等の熱履歴を受けていない新砂を主体に鋳型を製造すると鋳型が割れるおそれがあるからである。
【0008】
上記自硬性鋳型の鋳物砂の粒度分布は、「JIS Z2601-1993 鋳物砂の試験方法 附属書2 鋳物砂の粒度試験方法」に記載の方法に準拠してふるい分け試験を行った場合に、以下の要件(1)から(3)を満たすようにする。
(1)35メッシュ(ふるいの呼び寸法425μm)のふるい面上に残る砂の鋳物砂全体に対する質量百分率、48メッシュ(ふるいの呼び寸法300μm)のふるい面上に残る砂の鋳物砂全体に対する質量百分率、および65メッシュ(ふるいの呼び寸法212μm)のふるい面上に残る砂の鋳物砂全体に対する質量百分率が全て15%以上であること。なお、以下、本明細書において、記載の簡略化のため、上記のふるい分け試験の後にNメッシュ(Nはふるいの呼び寸法に対応する適当な数値であり例えば上記の35、48、65などが該当する)のふるい面上に残る砂を「Nメッシュ砂」と呼ぶこととする。
(2)上記以外のメッシュサイズのふるい面上に残る砂の質量百分率は全て15%未満であること。なお、28メッシュ砂およびそれよりも粗粒の砂の質量百分率は合計で10%未満とすることが好ましい。100メッシュ砂の質量百分率は合計で12%未満とすることが好ましい。150メッシュ砂および200メッシュ砂の質量百分率は合計で5%未満とすることが好ましい。200メッシュ砂よりも細粒の砂の質量百分率は合計で1%未満とすることが好ましい。
(3)鋳物砂の粒度指数FNが66~79であること。
【0009】
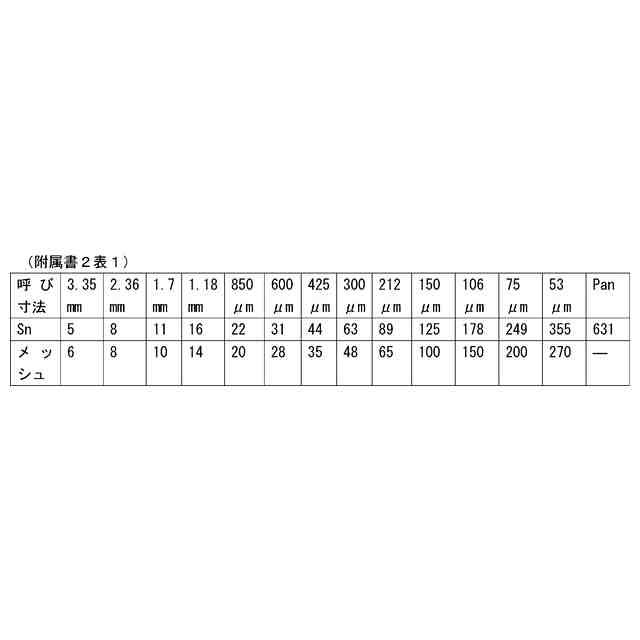
粒度指数FNは下式により表すことができる。
FN=Σ(Wn×Sn)/ΣWn
ここで、「Wn」は各ふるい面上の砂の質量、Snは附属書2表1(この表は以下に示した)によって与えられる粒度係数である。なお、「Pan」とは呼び寸法53μmのふるいの下の微細粒子をいう。なお、本明細書では、附属書2表1の最下段に、呼び寸法に対応する伝統メッシュを追記したものを示した。伝統メッシュは、本明細書における「Nメッシュ」、「Nメッシュ砂」の「N」に対応する。「呼び寸法(=公称目開き)」と「伝統メッシュ」との関係は、旧JIS(具体的にはJIS Z8801-1:2006)に記載されている。
TIFF
2025064708000001.tif
39
170
【0010】
上記の要件(1)に記載したように、異なるメッシュの比較的細粒の砂(35メッシュ砂、48メッシュ砂、65メッシュ砂)を適宜混合して用いることにより、砂粒子と砂粒子との間に大きな空隙が存在しないようにすることができる。つまり35メッシュ砂および48メッシュ砂の砂粒の間の空隙を65メッシュ砂の砂粒が埋めることにより、砂粒の間の空隙を小さくすることができ、このため、空隙に溶湯が差し込むことに起因した焼付きを低減することができる。また、比較的細粒の砂は、溶湯の熱により溶融してガラス化して空隙を埋めるため、溶湯の差し込みがより一層生じ難くなる。なお、鋳型には適度な通気性も必要であるため、細粒の砂の含有量を多くし過ぎることは好ましくない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
射出成形機
5日前
芝浦機械株式会社
双腕ロボット
9日前
芝浦機械株式会社
表面検査装置
24日前
芝浦機械株式会社
モータ制御装置
10日前
芝浦機械株式会社
発泡成形用射出成形機及び発泡成形方法
9日前
芝浦機械株式会社
射出成形機及び金型保護設定値の設定方法
5日前
個人
ピストンの低圧鋳造金型
20日前
三菱電機株式会社
三次元造形装置
4か月前
株式会社 寿原テクノス
金型装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
24日前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
トヨタ自動車株式会社
突き折り棒
5日前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
9日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
26日前
株式会社神戸製鋼所
炭素-銅含有粉末
10日前
日立Astemo株式会社
成形装置
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
26日前
セイコーエプソン株式会社
製造方法
17日前
山陽特殊製鋼株式会社
取鍋
3か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
17日前
トヨタ自動車株式会社
金型
4日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
3日前
株式会社荏原製作所
造形ノズル
4か月前
東京窯業株式会社
上ノズル上プレート一体物
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ