TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063084
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2024229631,2021538392
出願日
2024-12-26,2020-01-03
発明の名称
3D成形パルプ製品を製造するための工具および方法
出願人
セルワイズ・エービー
代理人
弁理士法人スズエ国際特許事務所
主分類
D21J
3/00 20060101AFI20250408BHJP(製紙;セルロースの製造)
要約
【課題】3D成形パルプ製品を形成する、改良された工具および方法を提供する。
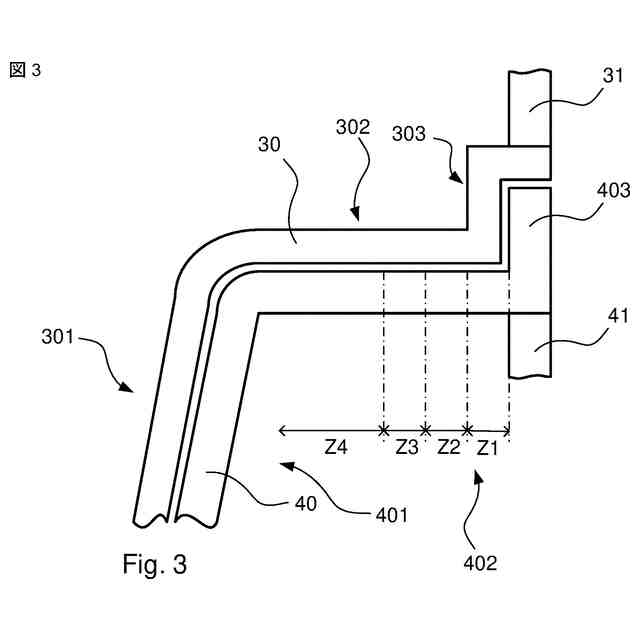
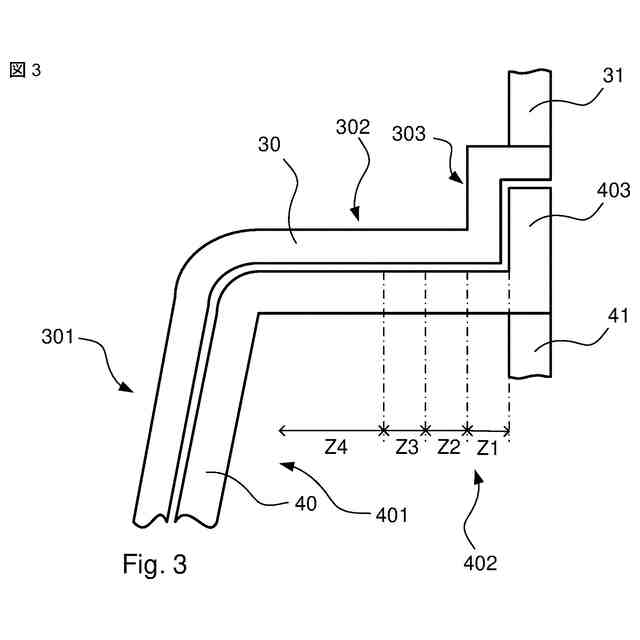
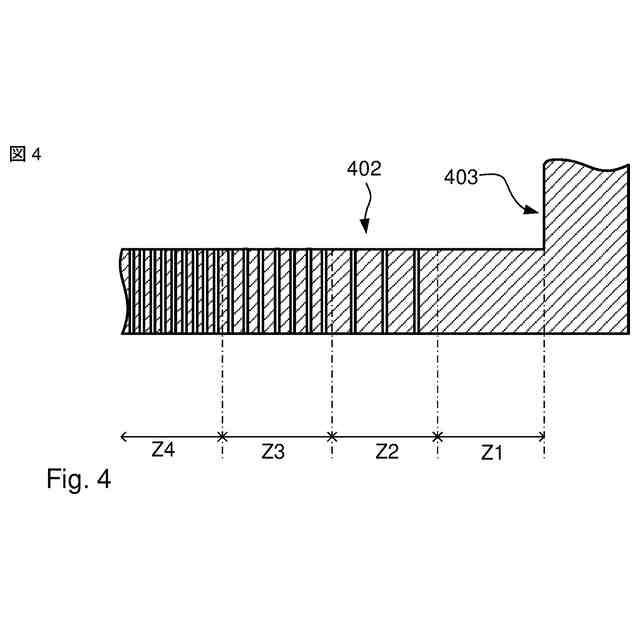
【解決手段】パルプスラリから3D成形製品を製造するための工具であって、互いに向き合い、その間でパルプ層をプレスするように構成された、それぞれの製品面を有する1対の金型を備え、前記製品面は3D成形製品を成形するための3D形状を提供し、前記製品面はそれぞれの外側製品端面を呈し、金型の形成領域の最外限界を画定する、工具に関する。製品面のうちの少なくとも1つは、製品端面から製品面の重心に向かって内向きに見て、事実上多孔度のない外側ゾーン(Z1)と、40~75%の多孔度を有する内側ゾーン(Z4)とを呈し、第1の中間ゾーン(Z2)は、外側ゾーン(Z1)と内側ゾーン(Z4)との間に配置され、外側ゾーン(Z1)の多孔度より高く内側ゾーン(Z4)の多孔度よりも低い多孔度を有する。
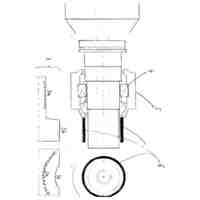
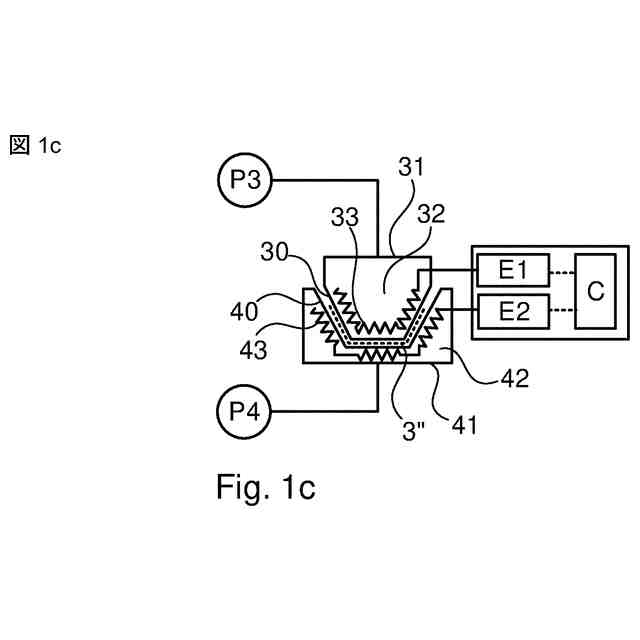
【選択図】図3
特許請求の範囲
【請求項1】
パルプスラリから3D成形製品を製造するための工具であって、
互いに向き合い、その間でパルプ層をプレスするように構成された、それぞれの製品面を有する1対の金型を備え、
前記製品面は前記3D成形製品を成形するための3D形状を提供し、
前記製品面はそれぞれの外側製品端面を呈し、前記金型のうちの少なくとも一方の形成領域の最外限界を画定し、
前記製品面のうちの少なくとも1つは、前記製品端面から前記製品面の重心に向かって内向きに見て、
事実上多孔度のない外側ゾーン(Z1)と、
40~75%の多孔度を有する内側ゾーン(Z4)と
を呈し、
前記外側ゾーン(Z1)と前記内側ゾーン(Z4)との間に配置され、前記外側ゾーン(Z1)の多孔度より高く前記内側ゾーン(Z4)の多孔度よりも低い多孔度を有する第1の中間ゾーン(Z2)を特徴とする、工具。
続きを表示(約 790 文字)
【請求項2】
前記外側ゾーン(Z1)は、1%未満、好ましくは0.5%未満または0.1%未満の多孔度を呈する、請求項1に記載の工具。
【請求項3】
前記第1の中間ゾーン(Z2)は、前記内側ゾーンの多孔度の25~75%の多孔度を呈する、請求項1または2に記載の工具。
【請求項4】
前記製品面は、前記第1の中間ゾーンの多孔度よりも高いが前記内側ゾーンの多孔度よりも低い多孔度を有する第2の中間ゾーン(Z3)を呈する、請求項1から3のいずれか一項に記載の工具。
【請求項5】
前記第2の中間ゾーン(Z3)は、前記内側ゾーンの多孔度の40~85%の多孔度を呈する、請求項4に記載の工具。
【請求項6】
前記多孔質製品面は、0.1~0.7mm、好ましくは0.25~0.6mmの最大断面幅を有する細孔を呈する、請求項1から5のいずれか一項に記載の工具。
【請求項7】
前記第1の中間ゾーン(Z2)は、前記内側ゾーン(Z4)によって呈される前記細孔よりも小さい平均最大断面積を有する細孔を呈する、請求項6に記載の工具。
【請求項8】
前記第2の中間ゾーン(Z3)は、前記第1の中間ゾーン(Z2)によって呈される前記細孔よりも大きい平均最大断面積を有する細孔を呈する、請求項7に記載の工具。
【請求項9】
前記金型は、前記金型の周囲に伸び、前記金型の相対移動方向に対して60度を超える、好ましくは75度を超える、または85~90度の角度を呈する縁部分(302、402)を備える、請求項1から8のいずれか一項に記載の工具。
【請求項10】
前記外側ゾーン(Z1)は、前記縁部分(302、402)に形成される、請求項9に記載の工具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形パルプ製品を製造するための工具および方法に関する。方法は、パルプスラリからの製品の3D成形に特に適している。このような製品は、トレイ、カップ、プレート、および包装用の様々な容器を含み得る。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
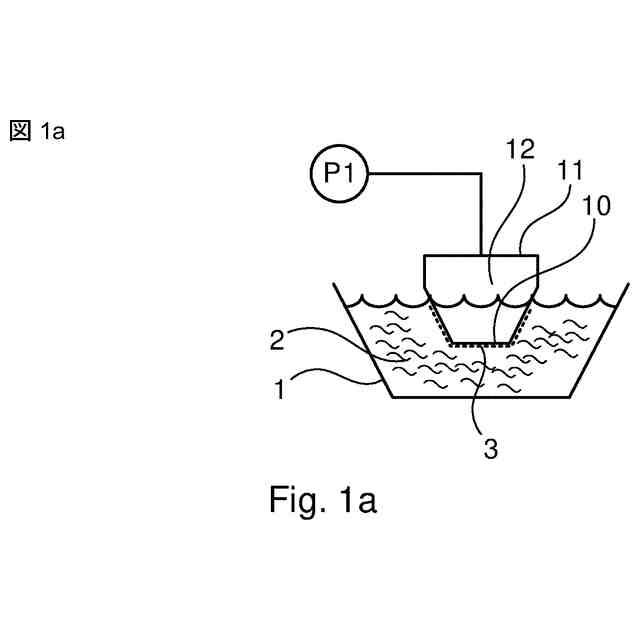
国際公開第2016101976号パンフレットより、スラリ層を多孔質金型に適用し、その反対側がスラリ層と接触している金型壁を通じて真空を引いている間にスラリ層を同時に加熱およびプレスすることでスラリから水を除去することによって、パルプスラリから製品を製造する方法が知られている。
【0003】
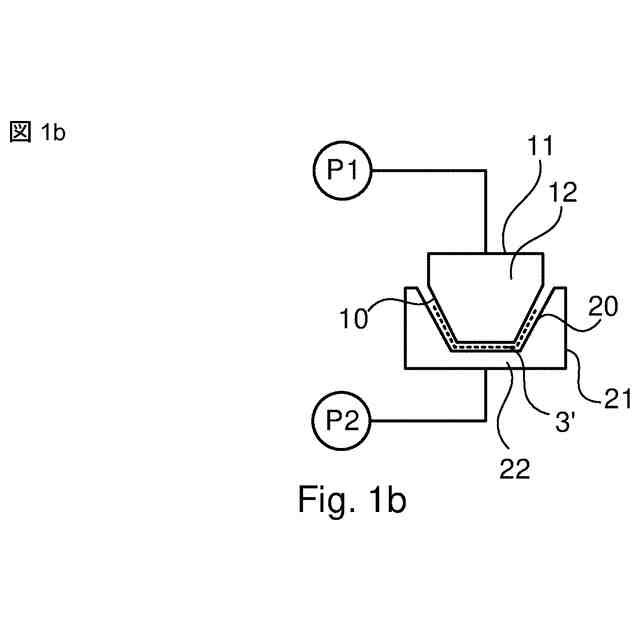
国際公開第2016101976号パンフレットに開示されるように、成形プロセスは、2つ以上の連続するプレスステップで実行されてもよく、これは、単一のプレスステップのプロセスと比較して、サイクル時間を短縮し、こうして製造プロセスのスループットを増加させるので、有利である。
【0004】
多孔質金型を使用するパルプ製品の製造は、多孔質金型と相互作用したときのパルプの挙動に起因する様々な課題に関連している。
【0005】
ここで対処される1つの特定の問題は、金型の内部コーナーの「ヒゲ」の形成である。このような「ヒゲ」は、過剰な量のパルプの蓄積の結果である。このようなヒゲは、後続の形成ステップ、ならびに最終製品の外観に悪影響を及ぼす。
【0006】
このような「ヒゲ形成」を低減する必要がある。
【先行技術文献】
【特許文献】
【0007】
国際公開第2016101976号パンフレット
【発明の概要】
【0008】
本開示の目的は、3D成形パルプ製品を形成する、改良された工具および方法を提供することである。
【0009】
本発明は、添付の独立請求項によって定義され、実施形態は、添付の従属請求項、ならびに以下の説明および図面に明記されている。
【0010】
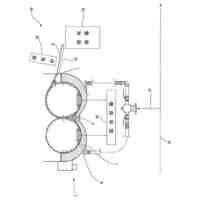
第1の態様によれば、パルプスラリから3D成形製品を製造するための工具であって、互いに向き合い、その間でパルプ層をプレスするように構成された、それぞれの製品面を有する1対の金型を備え、前記製品面は3D成形製品を成形するための3D形状を提供し、前記製品面はそれぞれの外側製品端面を呈し、金型のうちの少なくとも一方、好ましくは両方の形成領域の最外限界を画定し、製品面のうちの少なくとも1つは、製品端面から製品面の重心に向かって内向きに見て、事実上多孔度のない外側ゾーンと、40~75%の多孔度を有する内側ゾーンとを呈し、第1の中間ゾーンが、外側ゾーンと内側ゾーンとの間に配置され、外側ゾーンの多孔度より高く内側ゾーンの多孔度よりも低い多孔度を有する、工具が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
印刷用紙
3か月前
三菱製紙株式会社
印刷用紙
3か月前
三菱製紙株式会社
包装用紙
3か月前
三菱製紙株式会社
包装用紙
3か月前
日本製紙株式会社
上質紙
6か月前
三菱製紙株式会社
両艶クラフト紙
25日前
三菱製紙株式会社
グラビア印刷用紙
3か月前
日本製紙株式会社
塗工紙
4か月前
井前工業株式会社
不燃紙又はシート
3か月前
ハイモ株式会社
濾水性向上を図る抄紙方法
3か月前
株式会社大善
色管理システム
18日前
特種東海製紙株式会社
耐油紙及びその製造方法
5か月前
個人
耐水紙体の製造方法および耐水紙体
3か月前
日本製紙クレシア株式会社
キッチンタオルロール
4か月前
株式会社サトミ製作所
叩解方法及び叩解装置
3か月前
日本製紙株式会社
パルプの解砕方法。
3か月前
王子ホールディングス株式会社
カレンダー装置
3か月前
リンテック株式会社
透明紙
1か月前
栗田工業株式会社
製紙工程用洗浄剤
3か月前
ダイキン工業株式会社
パルプ組成物
4日前
リンテック株式会社
耐油紙
1か月前
ダイキン工業株式会社
パルプ組成物
4日前
セイコーエプソン株式会社
解繊装置
2か月前
ダイキン工業株式会社
パルプ組成物
2か月前
株式会社マーケットヴィジョン
機能性紙製品
1か月前
日本フイルコン株式会社
工業用多層織物
3か月前
日本製紙クレシア株式会社
キッチンタオルロール
1か月前
丸住製紙株式会社
機能性材料
4か月前
栗田工業株式会社
マクロスティッキー処理剤
3か月前
大王製紙株式会社
印刷用塗工紙
1か月前
ダイキン工業株式会社
パルプ製品の製造方法
1か月前
レンゴー株式会社
白板紙
1か月前
有限会社バースケア
機能性和紙シートおよびその製造方法
1か月前
日本製紙株式会社
蒸着用原紙
4日前
長瀬産業株式会社
シート及びシートの製造方法
1か月前
リンテック株式会社
剥離紙原紙
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ