TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025061794
公報種別
公開特許公報(A)
公開日
2025-04-11
出願番号
2025010513,2021024413
出願日
2025-01-24,2021-02-18
発明の名称
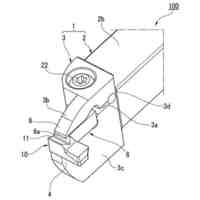
表面被覆切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B23B
27/14 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】Ti基合金等の難削材の高速高能率切削に供しても、被覆層が十分な耐熱性を有し、長寿命の被覆工具を得る。
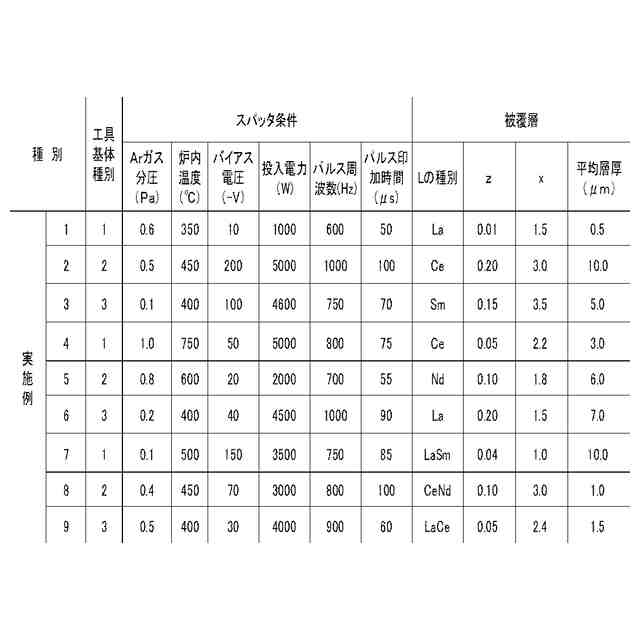
【解決手段】工具基体と該工具基体表面に被覆層を有し、前記被覆層は、その平均層厚が0.5~10.0μmであるTiとランタノイドとの複合硼化物層を含み、該複合硼化物層の平均組成を組成式:Ti
1-z
L
z
B
x
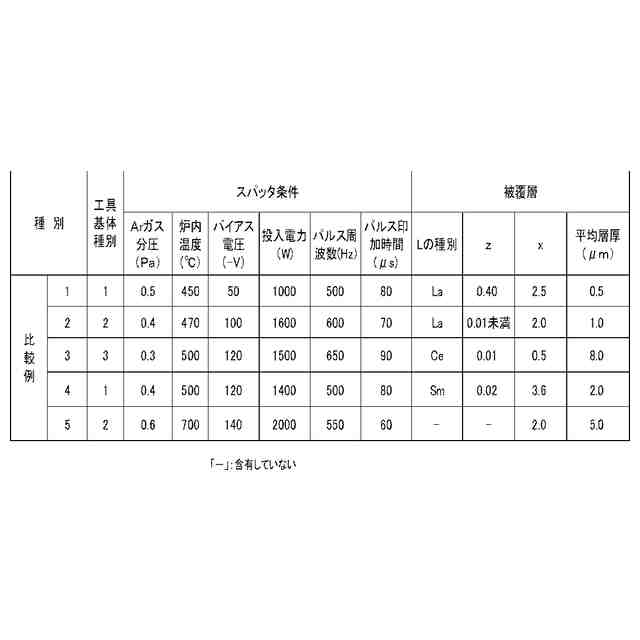
(Lはランタノイドの1種または2種以上)で表したとき、原子比zが0.01~0.20で、xが1.0~3.5を満足する、ことを特徴とする表面被覆切削工具。
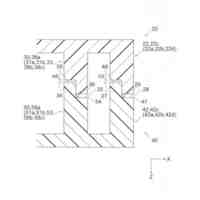
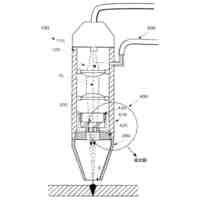
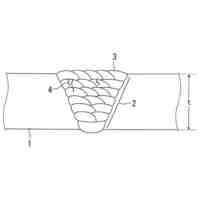
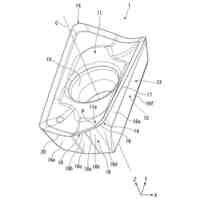
【選択図】図1
特許請求の範囲
【請求項1】
工具基体と該工具基体表面に被覆層を有する表面被覆切削工具であって、
前記被覆層は、その平均層厚が0.5~10.0μmであるTiとランタノイドとの複合硼化物層を含み、該複合硼化物層の平均組成を組成式:Ti
1-z
L
z
B
x
(Lはランタノイドの1種または2種以上)で表したとき、原子比zが0.01~0.20で、xが1.0~3.5を満足する、
ことを特徴とする表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面被覆切削工具(以下、被覆工具ということがある)に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、被覆工具としては、例えば、炭化タングステン(以下、WCで表す)基超硬合金等の工具基体に被覆層を形成したものが知られている。
そして、この被覆層の組成を調整することによって、より高硬度の被覆層を得る提案がなされている
【0003】
例えば、特許文献1には、工具基体の表面にAl、Si、Cr、W、Ti、Nb、Zrから選択される1種または2種以上の金属元素からなる硼化物皮膜を被覆し、該硼化物皮膜は六方晶構造を有し、X線回折において011回折線が最強硬度を有し、残留圧縮応力が0.1GPa以上である被覆工具が記載され、該被覆工具は密着性に優れ高硬度の皮膜を有するため長寿命であるとされている。
【先行技術文献】
【特許文献】
【0004】
特開2008-238281号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
硼化物皮膜を被覆層として有する被覆工具は、例えば、前記特許文献1に記載されているように、同被覆層が密着性に優れ高硬度であるため、優れた切削性能を有するが、本発明者の検討によれば、Ti基合金等の難削材の高速高能率切削加工に供すると、耐熱性が不足することが判明した。
【0006】
本発明は、Ti基合金等の難削材の高速高能率切削加工に供しても、被覆層が十分な耐熱性を有し、長寿命の被覆工具を得ることを目的とする。ここで、高速高能率切削加工とは、通常の切削加工に比して、切削加工速度が30%以上速く、かつ、30%以上切削量が多い切削加工をいう。
【課題を解決するための手段】
【0007】
本発明者は、前記目的を達成する被覆工具を得るべく鋭意検討を行った。その結果、Tiの他にランタノイド(以下、ランタノイドをLで表記することがある)を1種または2種以上含む複合硼化物を被覆層に含むと、Ti基合金等の難削材の高速高能率切削に供しても、被覆層が十分な耐熱性を有し、長寿命の被覆工具となるとの新規な知見を得た。
【0008】
本発明は、この知見に基づくものであって、次のとおりのものである。
「工具基体と該工具基体表面に被覆層を有する表面被覆切削工具であって、
前記被覆層は、その平均層厚が0.5~10.0μmであるTiとランタノイドとの複合硼化物層を含み、該複合硼化物層の平均組成を組成式:Ti
1-z
L
z
B
x
(Lはランタノイドの1種または2種以上)で表したとき、原子比zが0.01~0.20で、xが1.0~3.5を満足する、
ことを特徴とする表面被覆切削工具。」
【発明の効果】
【0009】
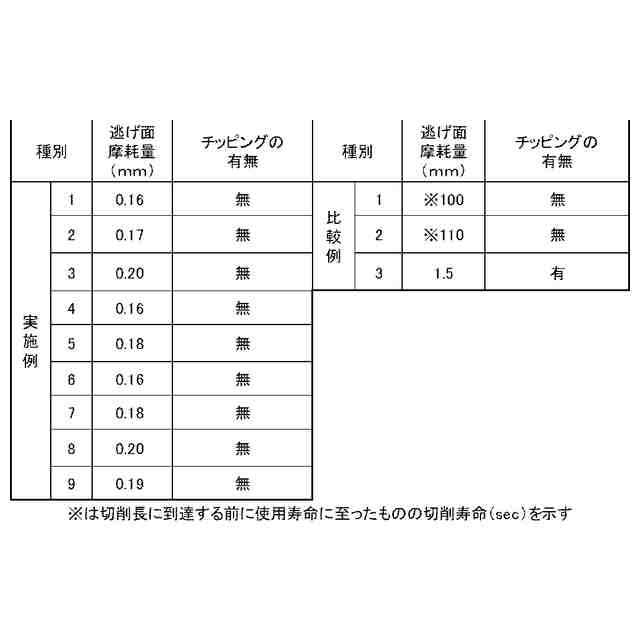
前記によれば、Ti基合金等の難削材の高速高能率切削加工に供しても、優れた耐摩耗性、耐欠損性を発揮する。
【図面の簡単な説明】
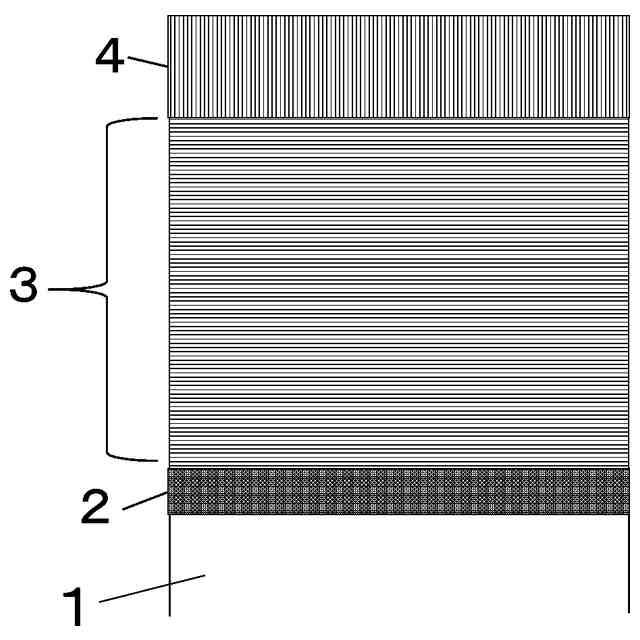
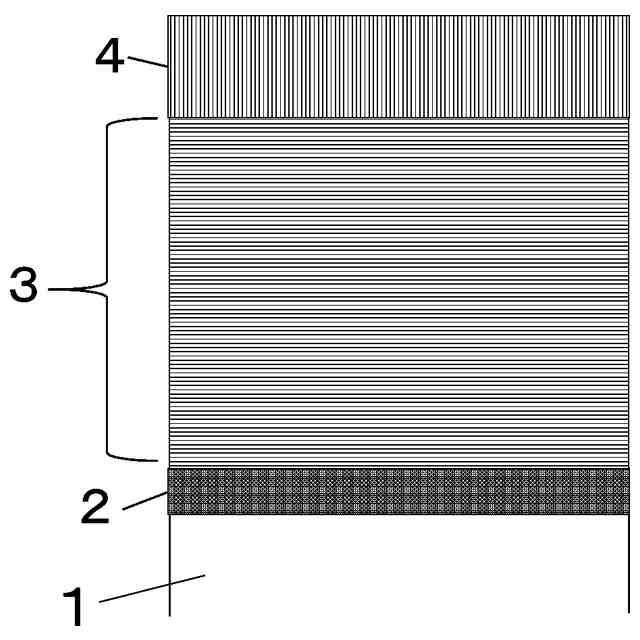
【0010】
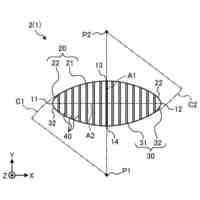
本発明の表面被覆切削工具における被覆層の縦断面の模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
多軸ねじ締め機
3日前
株式会社FUJI
工作機械
6日前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
ビアメカニクス株式会社
レーザ加工装置
3日前
株式会社不二越
管用テーパタップ
5日前
株式会社プロテリアル
金属箔の溶接方法
3日前
トヨタ自動車株式会社
グラフ生成方法
5日前
株式会社不二越
組立式スカイビングカッタ
6日前
大日本印刷株式会社
部品用容器
9日前
大日本印刷株式会社
部品用容器
9日前
大日本印刷株式会社
部品用容器
9日前
株式会社WEL-KEN
レーザ加工用トーチ
6日前
株式会社サンエイト
治具
6日前
有限会社プロフィット
チャッキング位置決め治具
5日前
エバ工業株式会社
パレット交換装置
3日前
JFEスチール株式会社
ガスメタルアーク溶接継手
4日前
ダイハツ工業株式会社
位置ずれ検出装置
6日前
株式会社武田機械
工作機械の吸盤吸着式ワーク固定装置
6日前
プレス工業株式会社
溶接トーチのノズルアタッチメント
3日前
オークマ株式会社
工具交換装置及び工具交換方法
5日前
キヤノン電子株式会社
加工装置
4日前
株式会社アマダ
レーザ加工機及び加工不良検出方法
9日前
株式会社ソディック
ワイヤ放電加工装置
4日前
三菱マテリアル株式会社
刃先交換式切削工具
3日前
芝浦機械株式会社
加工機、加工システム及び被加工物の製造方法
3日前
株式会社ダイヘン
溶接装置及び溶接方法
3日前
ソフトバンクグループ株式会社
システム
6日前
京セラ株式会社
研磨治具および研磨装置
4日前
株式会社ソディック
ワイヤ放電加工装置の製造方法
4日前
国立大学法人 東京大学
制御装置、および制御方法
10日前
株式会社日本製鋼所
加工方法
3日前
三菱マテリアル株式会社
切削インサート、刃先交換式切削工具
3日前
ケイ.エス.エム.カンパニー リミテッド
電気自動車用バッテリーケース製造方法
4日前
三菱マテリアル株式会社
切削インサート及び刃先交換式エンドミル
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ