TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059493
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169600
出願日
2023-09-29
発明の名称
刃先交換式切削工具
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/16 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
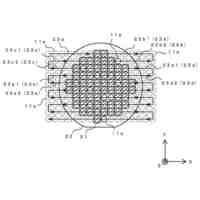
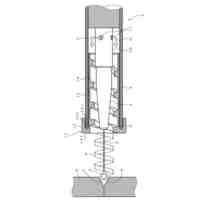
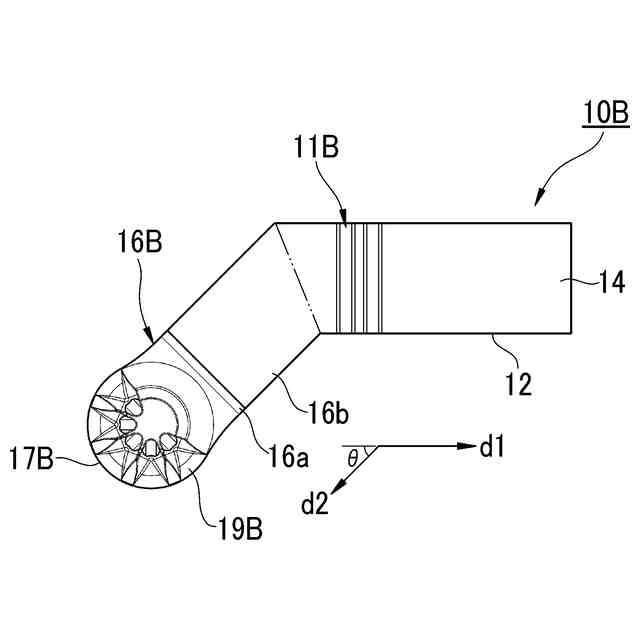
【課題】屈曲形状の切削インサートを備える切削工具であって、溝入れ以外の加工用途においても安定加工が可能な刃先交換式切削工具を提供する。
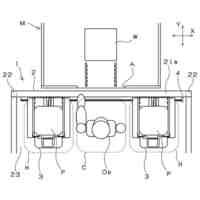
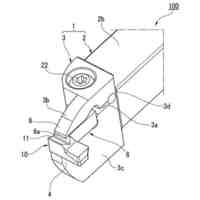
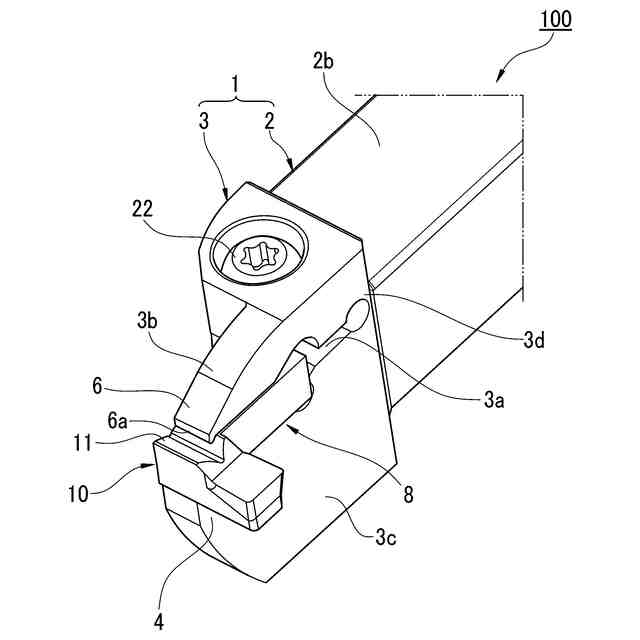
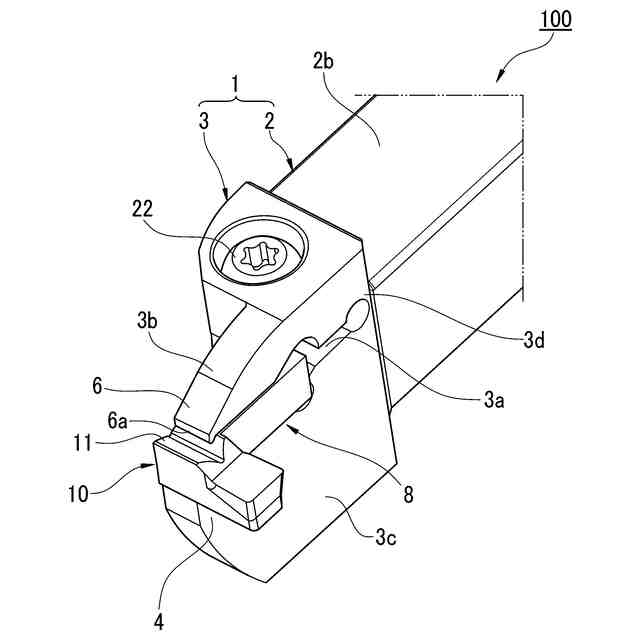
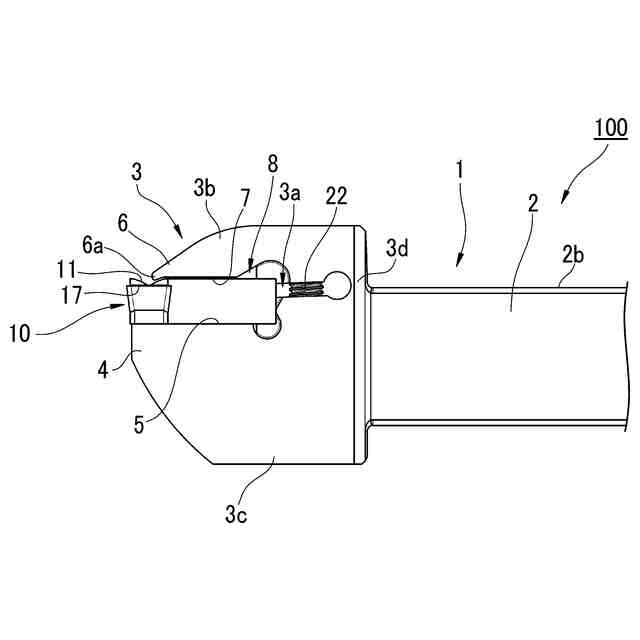
【解決手段】インサート取付座を備えるホルダと、インサート取付座に保持される切削インサートと、を備える刃先交換式切削工具。切削インサートは、本体部と、本体部の先端部から本体部と交差する方向に延びる切刃部とを有する。被押圧面が設けられる切削インサートの上面に、本体部の延びる方向と直交する方向に延びる凹溝を有する。ホルダは、切削インサートを把持する上顎部および下顎部を備える。下顎部は、上顎部と対向する面に台座面を有する。上顎部は、下顎部と対向する面に、押圧面と、下顎部側へ突出し切削インサートの凹溝内に配置される突起部と、を有する。
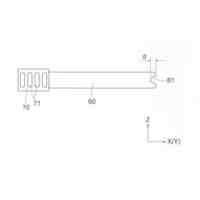
【選択図】図1
特許請求の範囲
【請求項1】
互いに対向する押圧面と台座面とを有するインサート取付座を備えるホルダと、前記インサート取付座に保持され前記押圧面と前記台座面とにそれぞれ接触する被押圧面と着座面とを備える切削インサートと、を備える刃先交換式切削工具であって、
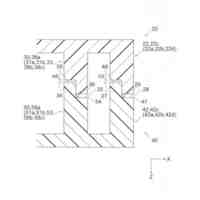
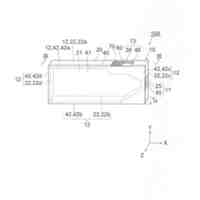
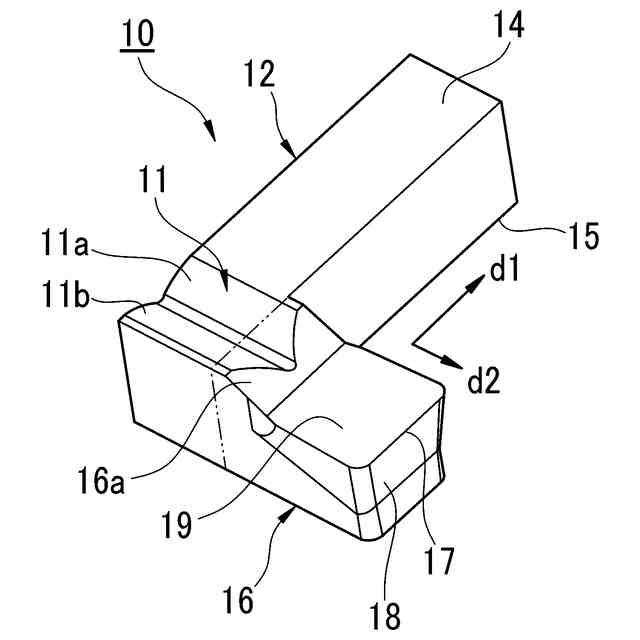
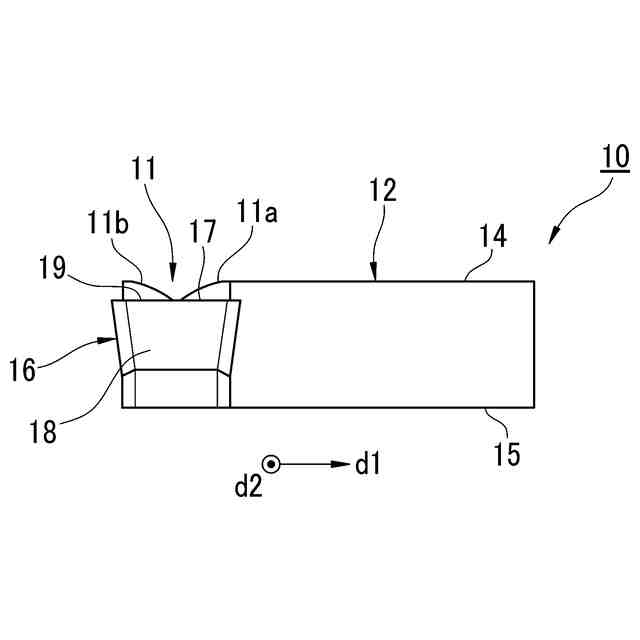
前記切削インサートは、前記着座面を下面とする平面視において、棒状の本体部と、前記本体部の先端部から前記本体部と交差する方向に延びる切刃部とを有し、前記被押圧面が設けられる前記切削インサートの上面に、前記本体部の延びる方向と直交する方向に延びる凹溝を有しており、
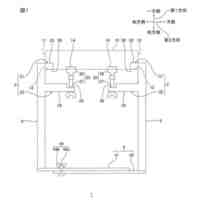
前記ホルダは、前記切削インサートを把持する上顎部および下顎部を備え、
前記下顎部は、前記上顎部と対向する面に前記台座面を有し、
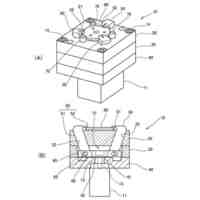
前記上顎部は、前記下顎部と対向する面に、前記押圧面と、前記下顎部側へ突出し前記切削インサートの前記凹溝内に配置される突起部と、を有する、
刃先交換式切削工具。
続きを表示(約 230 文字)
【請求項2】
前記突起部は、前記凹溝の延びる方向に沿って延びる線状の突起部である、請求項1に記載の刃先交換式切削工具。
【請求項3】
前記切削インサートは、前記切削インサートが屈曲する部分の上面に前記凹溝を有する、請求項1または2に記載の刃先交換式切削工具。
【請求項4】
前記切削インサートは、前記切削インサートが屈曲する部分から外れた位置の上面に前記凹溝を有する、請求項1または2に記載の刃先交換式切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、刃先交換式切削工具に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来から、L形の切削インサートを備える内径溝入れ加工用の切削工具が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6346200号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
L形の切削インサートを備える切削工具は、溝入れ加工以外に、倣い加工にも用いることが想定される。L形の切削インサートは、ホルダに把持される棒状の本体部と、本体部の先端から本体部と直交する方向に延びる切削部とを有する。L形の切削インサートを用いて倣い加工を行うと、切削インサートに対して、切削インサートをホルダから引き抜く方向の力が作用するため、切削インサートのクランプ位置がずれてしまうおそれがあった。
【0005】
本発明は、屈曲形状の切削インサートを備える切削工具であって、溝入れ以外の加工用途においても安定加工が可能な刃先交換式切削工具を提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
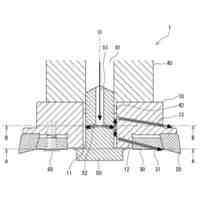
本発明の一態様による刃先交換式切削工具は、互いに対向する押圧面と台座面とを有するインサート取付座を備えるホルダと、前記インサート取付座に保持され前記押圧面と前記台座面とにそれぞれ接触する被押圧面と着座面とを備える切削インサートと、を備える刃先交換式切削工具である。前記切削インサートは、前記着座面を下面とする平面視において、棒状の本体部と、前記本体部の先端部から前記本体部と交差する方向に延びる切刃部とを有する。前記被押圧面が設けられる前記切削インサートの上面に、前記本体部の延びる方向と直交する方向に延びる凹溝を有する。前記ホルダは、前記切削インサートを把持する上顎部および下顎部を備える。前記下顎部は、前記上顎部と対向する面に前記台座面を有する。前記上顎部は、前記下顎部と対向する面に、前記押圧面と、前記下顎部側へ突出し前記切削インサートの前記凹溝内に配置される突起部と、を有する。
【0007】
上記構成によれば、切削インサートの上面に凹溝が形成されており、インサート取付座の上顎部に突起部が形成されていることで、切削インサートがインサート取付座に取り付けられたときに、切削インサートの凹溝内に、上記突起部が配置される。これにより、例えば倣い加工時に、切削インサートに対して、切削インサートをインサート取付座から引き抜く方向の力が作用したとしても、凹溝内に配置された突起部が凹溝の壁面に引っ掛かる。その結果、加工時に切削インサートのクランプ位置がずれてしまうのを抑制できる。本発明の一態様によれば、溝入れ以外の加工用途においても安定加工が可能な刃先交換式切削工具が提供される。
【0008】
前記突起部は、前記凹溝の延びる方向に沿って延びる線状の突起部である構成としてもよい。
【0009】
前記切削インサートは、前記切削インサートが屈曲する部分の上面に前記凹溝を有する構成としてもよい。
【0010】
前記切削インサートは、前記切削インサートが屈曲する部分から外れた位置の上面に前記凹溝を有する構成としてもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
多軸ねじ締め機
3日前
株式会社FUJI
工作機械
6日前
ブラザー工業株式会社
工作機械
4日前
ブラザー工業株式会社
工作機械
4日前
株式会社不二越
管用テーパタップ
5日前
株式会社プロテリアル
金属箔の溶接方法
3日前
株式会社コスメック
クランプ装置
11日前
ビアメカニクス株式会社
レーザ加工装置
3日前
トヨタ自動車株式会社
グラフ生成方法
5日前
エンシュウ株式会社
摩擦撹拌接合装置
11日前
東レエンジニアリング株式会社
レーザ加工装置
11日前
株式会社不二越
組立式スカイビングカッタ
6日前
株式会社WEL-KEN
レーザ加工用トーチ
6日前
大日本印刷株式会社
部品用容器
9日前
大日本印刷株式会社
部品用容器
9日前
大日本印刷株式会社
部品用容器
9日前
株式会社サンエイト
治具
6日前
有限会社プロフィット
チャッキング位置決め治具
5日前
エバ工業株式会社
パレット交換装置
3日前
JFEスチール株式会社
ガスメタルアーク溶接継手
4日前
ダイハツ工業株式会社
位置ずれ検出装置
6日前
株式会社タンガロイ
被覆切削工具
11日前
プレス工業株式会社
溶接トーチのノズルアタッチメント
3日前
株式会社武田機械
工作機械の吸盤吸着式ワーク固定装置
6日前
パナソニックホールディングス株式会社
レーザ溶接方法
11日前
オークマ株式会社
工具交換装置及び工具交換方法
5日前
キヤノン電子株式会社
加工装置
4日前
株式会社ソディック
ワイヤ放電加工装置
4日前
株式会社アマダ
レーザ加工機及び加工不良検出方法
9日前
芝浦機械株式会社
加工機、加工システム及び被加工物の製造方法
3日前
三菱マテリアル株式会社
刃先交換式切削工具
3日前
ソフトバンクグループ株式会社
システム
6日前
京セラ株式会社
研磨治具および研磨装置
4日前
株式会社ダイヘン
溶接装置及び溶接方法
3日前
株式会社丸島アクアシステム
溶接方法
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ