TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054981
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023164247
出願日
2023-09-27
発明の名称
ディップコーティングの膜厚予測方法及び引き上げ速度決定方法
出願人
日産自動車株式会社
代理人
IBC一番町弁理士法人
主分類
B05D
1/18 20060101AFI20250401BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】ディップコーティングによって基材の表面を塗装するときの膜厚予測の精度を高め得るディップコーティングの膜厚予測方法、及び所望の膜厚を得るのに必要な引き上げ速度を決定するディップコーティングの引き上げ速度決定方法を提供する。
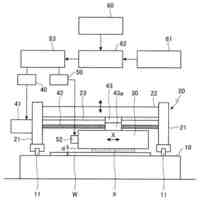
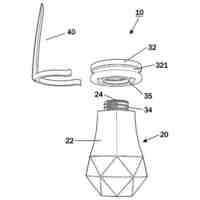
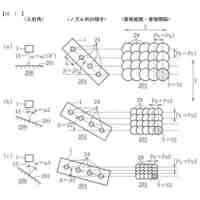
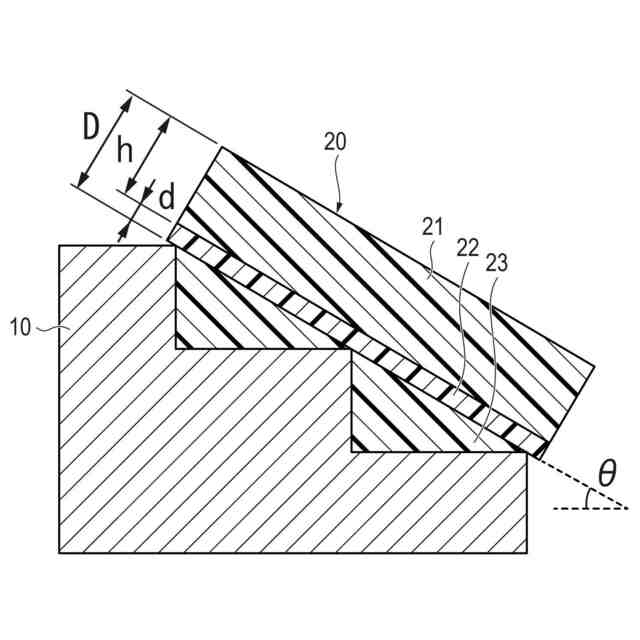
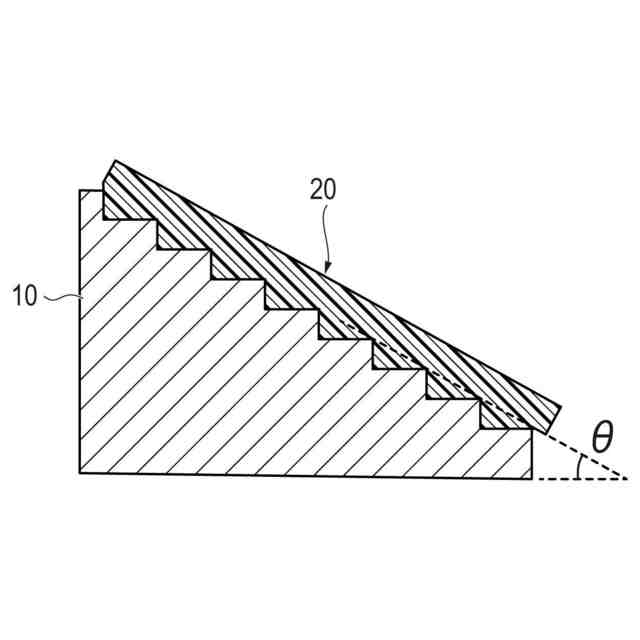
【解決手段】粘度と引き上げ速度とによって膜厚が決まる層流層21と表面凹凸を有する基材10との間の中間層22は、引き上げ速度、表面張力、及び表面粗さの値によって膜厚が変化する層である。ディップコーティングの膜厚予測方法は、中間層の膜厚dを引き上げ速度、密度、表面張力、及び表面粗さから求め、層流層の膜厚hと求めた中間層22の膜厚dとに基づいて塗布厚さDを求める。
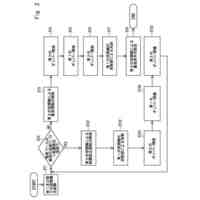
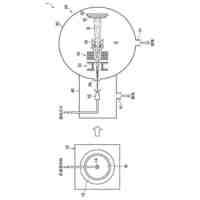
【選択図】図2
特許請求の範囲
【請求項1】
粘度と引き上げ速度とによって膜厚が決まる層流層と表面凹凸を有する基材との間の中間層が、引き上げ速度、表面張力、及び表面粗さの値によって膜厚が変化する層であり、
前記中間層の膜厚(d)を引き上げ速度、密度、表面張力、及び表面粗さから求め、
前記層流層の膜厚(h)と求めた前記中間層の膜厚(d)とに基づいて塗布厚さ(D)を求める、ディップコーティングの膜厚予測方法。
続きを表示(約 780 文字)
【請求項2】
前記層流層の膜厚(h)と求めた前記中間層の膜厚(d)とを足し合わせて前記塗布厚さ(D)を求める、請求項1に記載のディップコーティングの膜厚予測方法。
【請求項3】
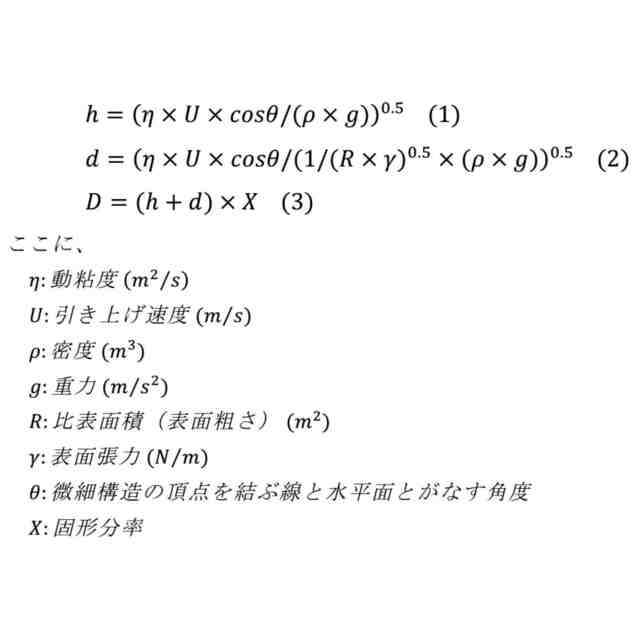
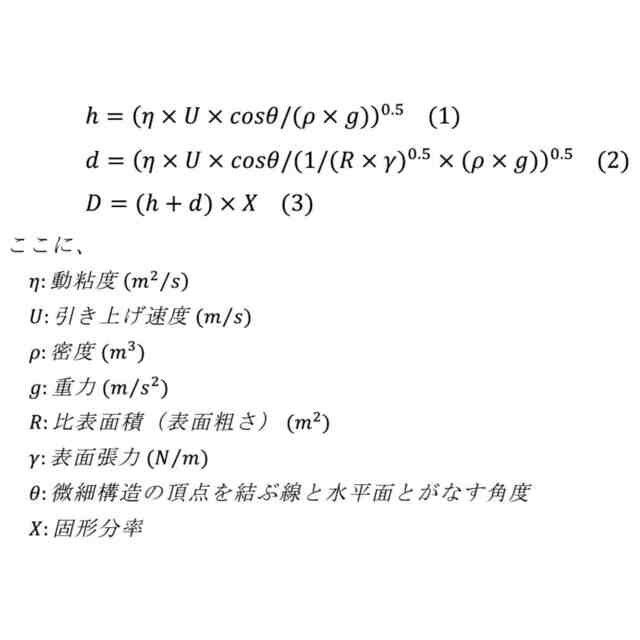
前記層流層の膜厚(h)が下記式(1)により求められ、
前記中間層の膜厚(d)が下記式(2)より求められ、
これらの合計膜厚(h+d)に塗料の固形分率(X)を乗じた下記式(3)より、硬化後の塗布厚さ(D)を求める、請求項1に記載のディップコーティングの膜厚予測方法。
JPEG
2025054981000007.jpg
86
130
【請求項4】
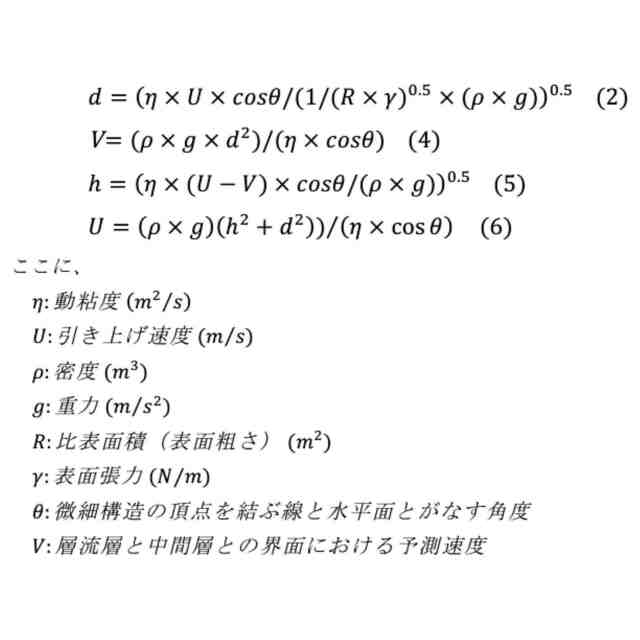
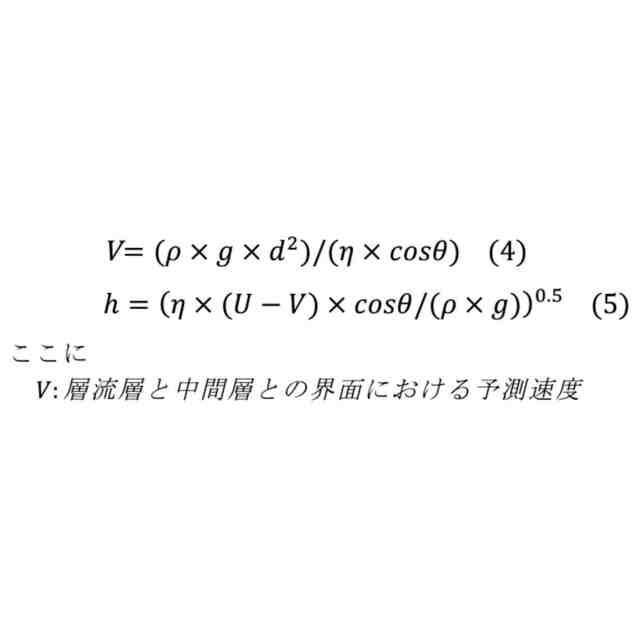
前記層流層と前記中間層との界面における予測速度(V)が下記式(4)により求められ、
前記式(1)に補正を施した下記式(5)を用いて、硬化後の塗布厚さ(D)を求める、請求項3に記載のディップコーティングの膜厚予測方法。
JPEG
2025054981000008.jpg
29
130
【請求項5】
粘度と引き上げ速度とによって膜厚が決まる層流層と表面凹凸を有する基材との間の中間層が、引き上げ速度、表面張力、及び表面粗さの値によって膜厚が変化する層であり、
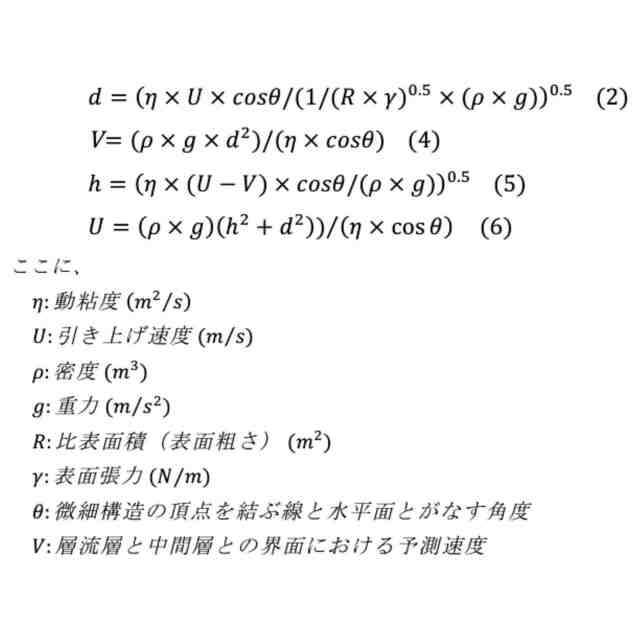
前記中間層の膜厚(d)が下記式(2)を満たし、
前記層流層と前記中間層との界面における予測速度(V)が下記式(4)を満たし、
前記層流層の膜厚(h)が下記式(5)を満たし、
前記式(4)及び前記式(5)を変形した下記式(6)により、引き上げ速度(U)を決定する、ディップコーティングの引き上げ速度決定方法。
JPEG
2025054981000009.jpg
94
130
発明の詳細な説明
【技術分野】
【0001】
本発明は、ディップコーティングの膜厚予測方法及び引き上げ速度決定方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
微小な凹凸形状が存在する基材の表面を塗装によって平滑化する技術として、下記特許文献1の技術が知られている。
【0003】
特許文献1の技術は、基材の表面に光硬化樹脂を塗布し、表面の凹部を埋める。これによって、表面の凹凸が塗装によって平滑化される。
【先行技術文献】
【特許文献】
【0004】
特開平5-337951号
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の技術では、基材の表面に平滑な膜を付与できるものの、表面に下地の影響を受けないレベルの厚膜を付与したり、表面の凹凸に高粘度の樹脂を塗布したりする。このため、基材自体の表面形状と、塗布後の表面形状とがずれてしまう。形状精度が問われない基材に対しては、おおよその膜厚を予測して塗布することができる。
【0006】
しかしながら、例えば3Dプリント成形品のような造形をしたとき、形状精度を高めて作製した基材表面の凹凸形状に沿わせた精度の高い平滑膜を付与できない。
【0007】
3Dプリント成形品は成形品自体の形状精度が問われるため、塗布後の形状精度に関して厳しい。このため、ディップコーティングによって成形品を塗装するときの厳密な膜厚予測が必要である。しかしながら、現状の膜厚予測手法にあっては、表面凹凸の影響によって、膜厚の実測値と予測した膜厚とのずれが大きい。
【0008】
そこで、本発明は、ディップコーティングによって基材表面を塗装するときの膜厚予測の精度を高め得るディップコーティングの膜厚予測方法、及び所望の膜厚を得るのに必要な引き上げ速度を決定するディップコーティングの引き上げ速度決定方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するための本発明のディップコーティングの膜厚予測方法は、粘度と引き上げ速度とによって膜厚が決まる層流層と表面凹凸を有する基材との間の中間層が、引き上げ速度、表面張力、及び表面粗さの値によって膜厚が変化する層であり、前記中間層の膜厚(d)を引き上げ速度、密度、表面張力、及び表面粗さから求める。そして、前記層流層の膜厚(h)と求めた前記中間層の膜厚(d)とに基づいて塗布厚さ(D)を求める。
【0010】
また、本発明のディップコーティングの引き上げ速度決定方法は、粘度と引き上げ速度とによって膜厚が決まる層流層と表面凹凸を有する基材との間の中間層が、引き上げ速度、表面張力、及び表面粗さの値によって膜厚が変化する層であり、前記中間層の膜厚(d)が下記式(2)を満たし、前記層流層と前記中間層との界面における速度(V)が下記式(4)を満たし、前記層流層の膜厚(h)が下記式(5)を満たす。そして、前記式(4)及び前記式(5)を変形した下記式(6)により、引き上げ速度(U)を決定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
二次電池
1日前
日産自動車株式会社
全固体電池
1日前
日産自動車株式会社
電源システム
2日前
日産自動車株式会社
繊維強化シートの製造方法
2日前
日産自動車株式会社
配車管理装置及び配車管理方法
2日前
日産自動車株式会社
四輪駆動式電動車の駆動制御システム
1日前
日産自動車株式会社
信号生成装置、信号解析システム及び信号生成方法
8日前
日産自動車株式会社
車両用内燃機関のラジエータファン制御方法および装置
1日前
日産自動車株式会社
回転検出システムの制御方法、及び、回転検出システムの制御装置
1日前
ベック株式会社
被膜形成方法
1日前
菊水化学工業株式会社
塗装方法
1か月前
中外炉工業株式会社
塗布装置
9日前
ベック株式会社
装飾被膜の形成方法
15日前
個人
塗装ハンドル
3か月前
東レエンジニアリング株式会社
塗布装置
3か月前
株式会社オンテックス
塗料塗布具
3か月前
株式会社デュプロ
シート装飾方法
2か月前
富士合成株式会社
スラッジ回収構造
1か月前
兵神装備株式会社
塗布検査システム
1か月前
株式会社大気社
塗装装置
2か月前
有光工業株式会社
液体噴射装置
3か月前
株式会社吉野工業所
トリガー式吐出器
1か月前
株式会社吉谷機械製作所
放水装置
2か月前
株式会社吉野工業所
吐出器
2か月前
日本リグランド株式会社
流体散布ユニット
1か月前
株式会社三鷹ホールディングス
薬液噴霧器
3か月前
トヨタ自動車東日本株式会社
塗料調色方法
10日前
株式会社吉野工業所
液体噴出器
1か月前
個人
ホースやノズルの長尺部の挟持具
8日前
株式会社吉野工業所
吐出器
3か月前
兵神装備株式会社
流動物供給装置
2か月前
トヨタ自動車株式会社
空調システムの制御方法
3か月前
株式会社リコー
液滴吐出装置及び液滴吐出方法
15日前
東レ株式会社
シート状基材への塗布装置および塗布方法
2か月前
株式会社オプトラン
成膜方法及び成膜装置
3か月前
株式会社吉野工業所
ポンプ式吐出器
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ