TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025050170
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158817
出願日
2023-09-22
発明の名称
半完成平型ボディ及びその製造方法
出願人
有限会社三基
代理人
個人
主分類
B62D
33/02 20060101AFI20250327BHJP(鉄道以外の路面車両)
要約
【課題】鉄製でありながら錆び難く耐久性を確保し、且つ最も重要で技術を要するラダー状の土台部となるラダーフレームまでを作製して、飛躍的な納期改善が見込める半完成平型ボディを提供する。
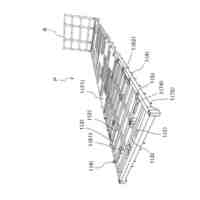
【解決手段】トラック9とは別体形成されて、該トラックのフレーム92上に取付けられる平型ボディの半完成平型ボディPにして、少なくとも二本の離間する縦根太2に複数の横根太3を交差させて梯子状に溶接結合され、且つ前記縦根太2よりも両外方に突き出す前記横根太3の端面にサイドロッカー4が溶接結合されてなる鉄製ラダーフレームRFと、該ラダーフレームの全外周面を被覆一体化した溶融亜鉛メッキ層1と、を具備する。
【選択図】図9
特許請求の範囲
【請求項1】
トラックとは別体形成されて、該トラックのフレーム上に取付けられる平型ボディの半完成平型ボディであって、
少なくとも二本の離間する縦根太に複数の横根太を交差させて梯子状に溶接結合され、且つ前記縦根太よりも両外方に突き出す前記横根太の端面にサイドロッカーが溶接結合されてなる鉄製ラダーフレームと、該ラダーフレームの全外周面を被覆一体化した溶融亜鉛メッキ層と、を具備することを特徴とする半完成平型ボディ。
続きを表示(約 630 文字)
【請求項2】
前記ラダーフレームに、さらに複数の床フック、複数のセンタースタンション用ポケット、及び複数のサイドスタンション用ポケットが溶接結合され、且つこれら全ての外周面にも前記溶融亜鉛メッキ層が被覆一体化している請求項1記載の半完成平型ボディ。
【請求項3】
トラックとは別体形成されて、該トラックのフレーム上に取付けられる平型ボディの半完成平型ボディの製造方法であって、
少なくとも二本の離間する縦根太に複数の横根太を交差させて梯子状に溶接結合し、さらに前記縦根太よりも両外方に突き出す前記横根太の端面にサイドロッカーを溶接結合させて鉄製ラダーフレームに組み上げ、次いで、該ラダーフレームを溶融亜鉛メッキ槽へ浸漬させた後、冷却して、そのラダーフレームの全外周面に被覆一体化させた溶融亜鉛メッキの皮膜を形成することを特徴とする半完成平型ボディの製造方法。
【請求項4】
前記ラダーフレームに、さらに複数の床フック、複数のセンタースタンション用ポケット、及び複数のサイドスタンション用ポケットを溶接結合し、これらが結合した前記ラダーフレームを溶融亜鉛メッキ槽へ浸漬させた後、冷却して、前記床フック、前記センタースタンション用ポケット、及び前記サイドスタンション用ポケットの全外周面と共に、前記ラダーフレームの全外周面に、被覆一体化させた溶融亜鉛メッキの皮膜を形成する請求項3記載の半完成平型ボディの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、平型トラックの荷台を製作するうえで最も重要で技術を要する半完成平型ボディ及びその製造方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
トラックメーカが自社工場で製造するのは、基本的に、荷台部分が載っていないフレーム92までの図11の状態であり、このトラック9の状態が製造ラインアウト後の完成形となる。荷を載せる荷台の部分は、固体,液体,気体、そしてそこから細分化される様々な積載物に合わせた多様な形状があり、製作される場所も専門メーカから地方のボディ工場まで様々である。最終的には各ディーラーから依頼を受けた地元のボディ工場が、車体塗装を含めた大なり小なりの二次架装を施したのちに、陸運局にて新規登録され納車となる。最も一般的なボディ形状としてはウィング型と平型の二種類であろう。
ここで、平型車両に関しては中型車までしか完成車がラインナップされておらず、通常の中型車以上の平車は、いわゆる「造りボディ」と呼ばれるディーラー発注の地元の各ボディ工場にてワンオフ手作りとなる場合が殆どである。ただ、昨今の人手不足はどの業界でも深刻であり、特に職人不足が顕著になっている。さらに、大型平ボディの製作を担っていた地方のボディ工場が減少しているのは勿論であるが、以前より造りボディを組める職人が限られていたために、今後はさらに納期品質ともに厳しい状況になりつつある。
【0003】
また、従来はトラックの前後に延びる二本のフレーム92上に、木製や鉄製の縦根太を載せ且つこれに木製や鉄製の横根太を交差させて取付けてきたが、品質に関しては、木製は腐食する欠があり、鉄製は錆びる欠点があった。
こうしたなか、木製や鉄製の欠点を克服する根太構造が提案されている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0004】
実用新案登録第3079112号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1は、その請求項1記載のごとく「トラックの荷台における根太構造において、縦根太と横根太の双方又は一方をFRPで構成したことを特徴とするトラックの荷台における根太構造。」の考案にとどまる。確かに、FRPは腐食もせず、軽くて金属素材並みに機械的強度が強いが、耐熱温度が100~140℃程度で高熱を受けると燃える問題だけでなく、衝撃で割れてしまう問題があった。
また、稀に製作されている総アルミ製のボディがあり、軽くて腐食にも強く錆びにくいが、材料費が鉄に比べて高価で、しかも材質的に弱いのでボディ強度を確保するには根太数を増やさねばならない。軽量化への貢献が限られ、製作工程も増えるので総合的に高価な荷台となり、腐食や防錆対策に限っていえば、費用対効果が高いといえるものでなかった。
【0006】
本発明は、上記問題を解決するもので、鉄製でありながら錆び難く耐久性を確保し、且つ最も重要で技術を要するラダー状の土台部となるラダーフレームまでを作製して、飛躍的な納期改善が見込める半完成平型ボディ及びその製造方法を提供することを目的とする。
【発明の開示】
【課題を解決するための手段】
【0007】
上記目的を達成すべく、本発明の第1態様は、トラックとは別体形成されて、該トラックのフレーム上に取付けられる平型ボディの半完成平型ボディであって、少なくとも二本の離間する縦根太に複数の横根太を交差させて梯子状に溶接結合され、且つ前記縦根太よりも両外方に突き出す前記横根太の端面にサイドロッカーが溶接結合されてなる鉄製ラダーフレームと、該ラダーフレームの全外周面を被覆一体化した溶融亜鉛メッキ層と、を具備することを特徴とする半完成平型ボディにある。本発明の第2態様の半完成平型ボディは、上記第1態様で、ラダーフレームに、さらに複数の床フック、複数のセンタースタンション用ポケット、及び複数のサイドスタンション用ポケットが溶接結合され、且つこれら全ての外周面にも前記溶融亜鉛メッキ層が被覆一体化していることを特徴とする。
また、本発明の第3態様は、トラックとは別体形成されて、該トラックのフレーム上に取付けられる平型ボディの半完成平型ボディの製造方法であって、少なくとも二本の離間する縦根太に複数の横根太を交差させて梯子状に溶接結合し、さらに前記縦根太よりも両外方に突き出す前記横根太の端面にサイドロッカーを溶接結合させて鉄製ラダーフレームに組み上げ、次いで、該ラダーフレームを溶融亜鉛メッキ槽へ浸漬させた後、冷却して、そのラダーフレームの全外周面に被覆一体化させた溶融亜鉛メッキの皮膜を形成することを特徴とする半完成平型ボディの製造方法にある。本発明の第4態様の半完成平型ボディの製造方法は、上記第3態様で、ラダーフレームに、さらに複数の床フック、複数のセンタースタンション用ポケット、及び複数のサイドスタンション用ポケットを溶接結合し、これらが結合した前記ラダーフレームを溶融亜鉛メッキ槽へ浸漬させた後、冷却して、前記床フック、前記センタースタンション用ポケット、及び前記サイドスタンション用ポケットの全外周面と共に、前記ラダーフレームの全外周面に、被覆一体化させた溶融亜鉛メッキの皮膜を形成することを特徴とする。
【0008】
(作用)
本発明のように、鉄製ラダーフレームと、その全外周面を被覆一体化した溶融亜鉛メッキ層と、を具備すると、電気亜鉛メッキに比べて、溶融亜鉛メッキの厚い亜鉛メッキ層による物理的防錆作用と、犠牲的防食作用による化学的防錆作用によって、鉄製ラダーフレームの防錆に有益で、耐久性,耐候性等に威力を発揮する。しかも、溶融亜鉛メッキには、電気亜鉛メッキと異なり、鉄と亜鉛との間に合金層ができるので、両者の密着性が高く、衝撃に強い亜鉛メッキ層を有する半完成平型ボディとなる。
そして、溶融亜鉛メッキ層が全外周面に被覆一体化したラダーフレームの半完成平型ボディにすると、そのラダーフレームは、平型ボディの製作で技術的に難しい部位を組付け終了したものであるので、平型ボディの完成体とするのに時間がかからず、納期の短縮化、また品質の均一化、装備の最適化等ができるメリットがある。
ラダーフレームに、さらに複数の床フック、複数のセンタースタンション用ポケット、及び複数のサイドスタンション用ポケットが溶接結合され、且つこれら、全ての外周面にも前記溶融亜鉛メッキ層が被覆一体化している半完成平型ボディにすると、床フック等を標準装備に加えることになるので、品質の均一化をより高め、納期の短縮化にも効を奏する。
【発明の効果】
【0009】
本発明の半完成平型ボディ及びその製造方法は、最も重要で技術を要するラダー状の土台部となるラダーフレームと、該ラダーフレームの全外周面を被覆一体化した溶融亜鉛メッキ層と、を備えた半完成ボディであるので、これを用いることによって、ボディの製作期間を短縮でき、且つ職人の腕に左右されない品質の均一化が可能となる。そして、ラダーフレームの全外周面を被覆一体化した溶融亜鉛メッキ層によって、完全な防錆処理が施された半完成量産ボディを提供できるなど多大な効を奏する。
【図面の簡単な説明】
【0010】
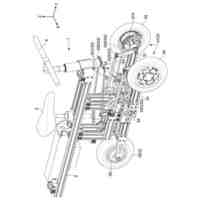
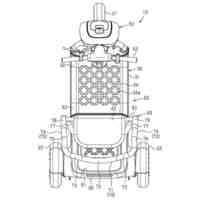
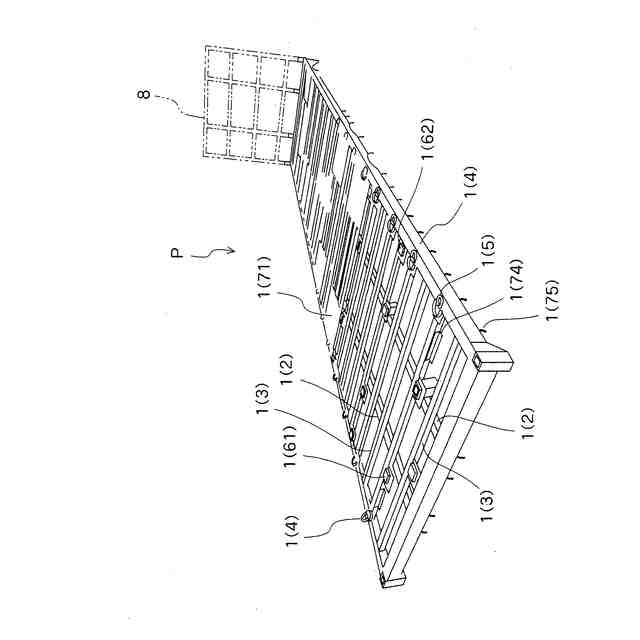
車両前方から見た溶融亜鉛メッキ層がない半完成平ボディの斜視図である。
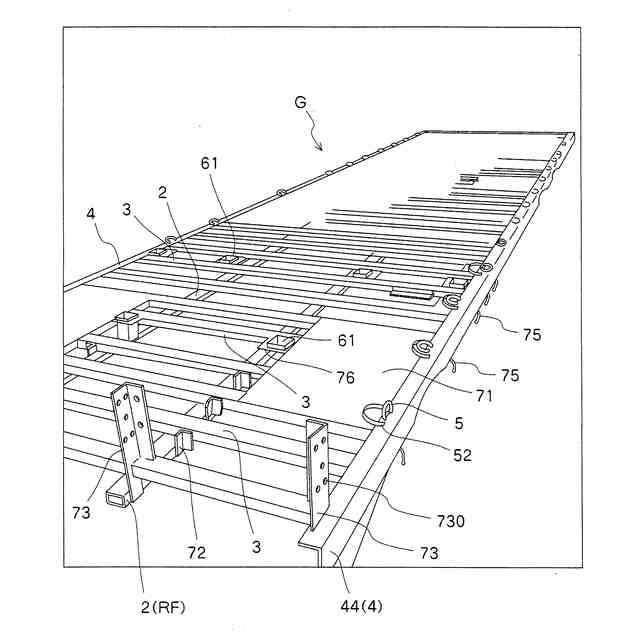
図1の後部拡大斜視図である。
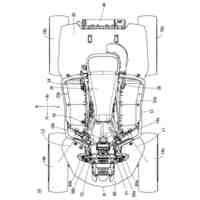
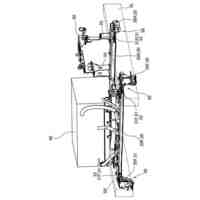
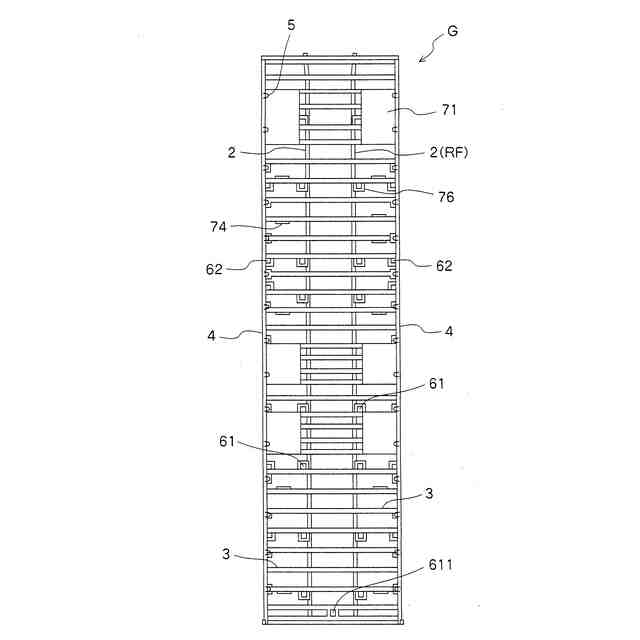
図1の平面図である。
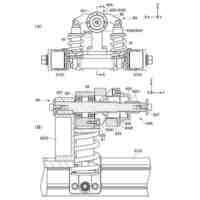
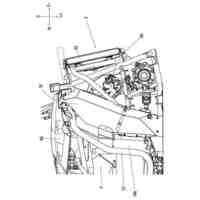
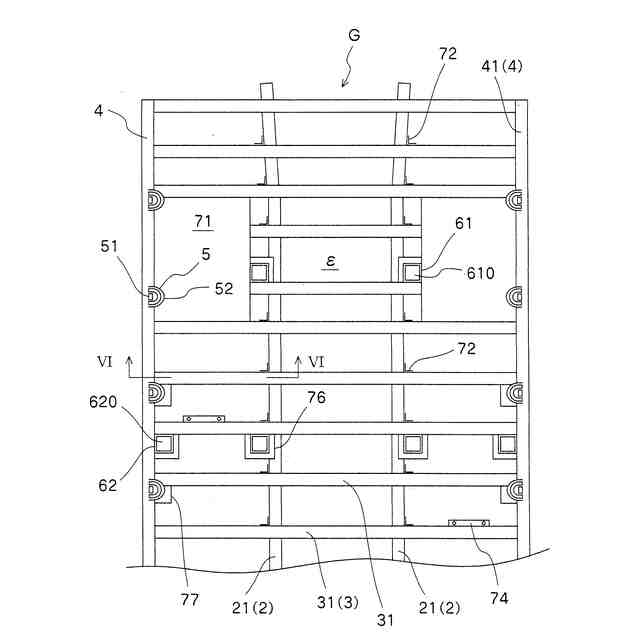
車両前方側の図3の上部拡大図である。
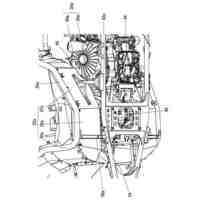
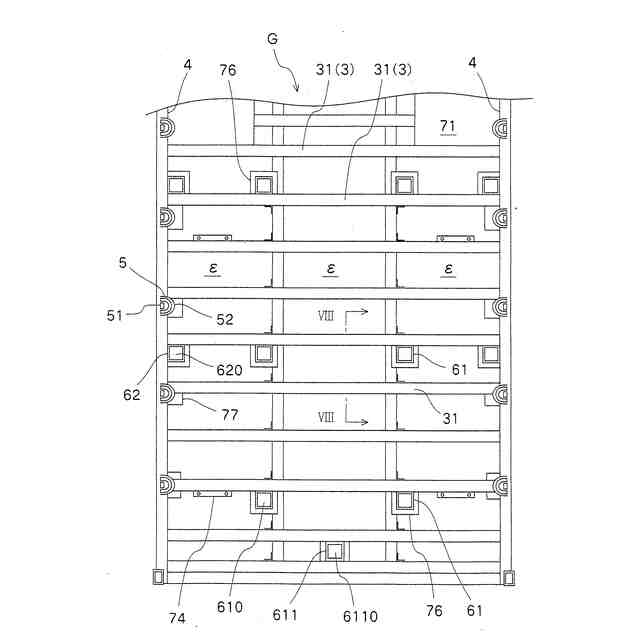
車両後方側の図3の下部拡大図である。
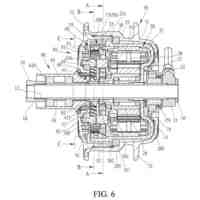
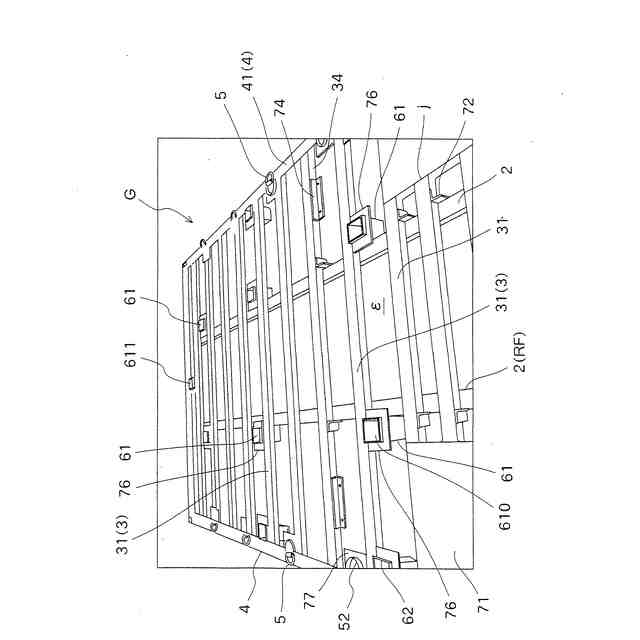
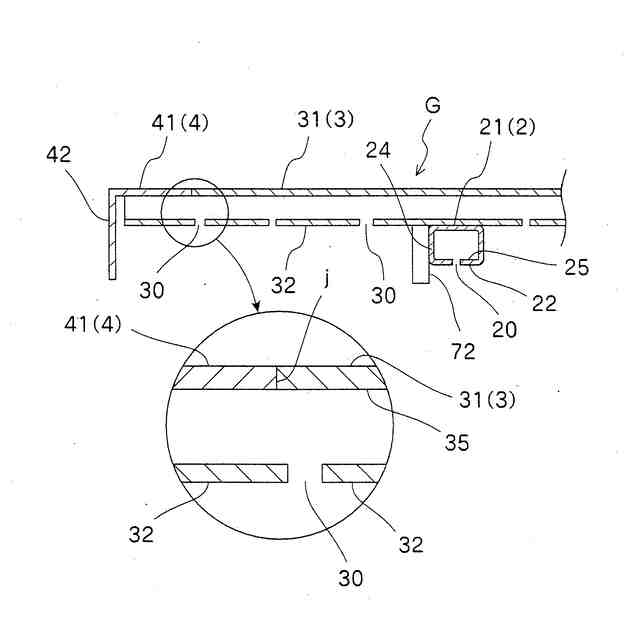
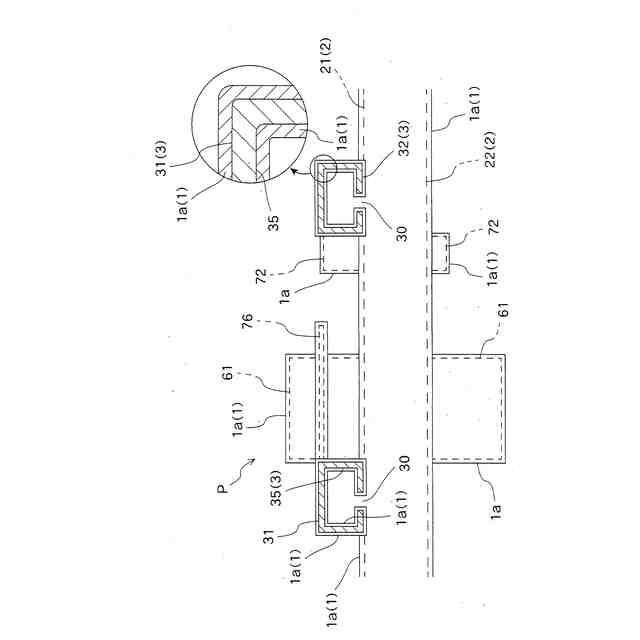
図4のVI-VI線矢視図である。
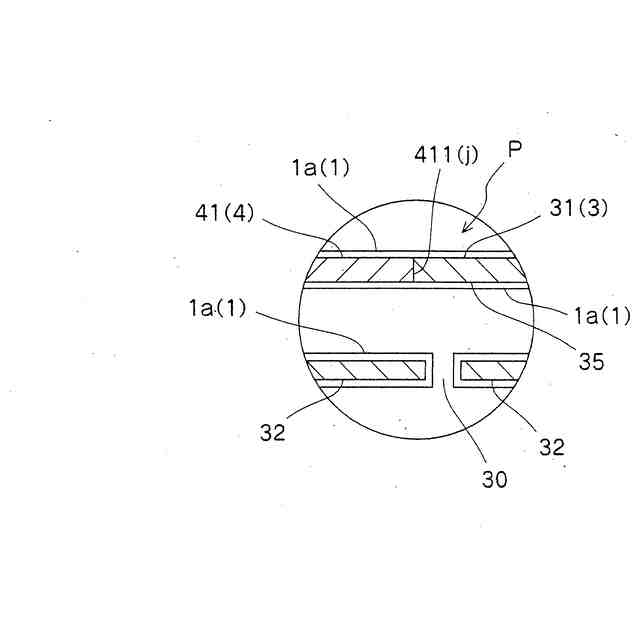
図6の円内拡大図が半完成平ボディに置き換わった拡大図である。
図5のVIII-VIII線矢視図で、且つ溶融亜鉛メッキ層が設けられた半完成平ボディの拡大図である。
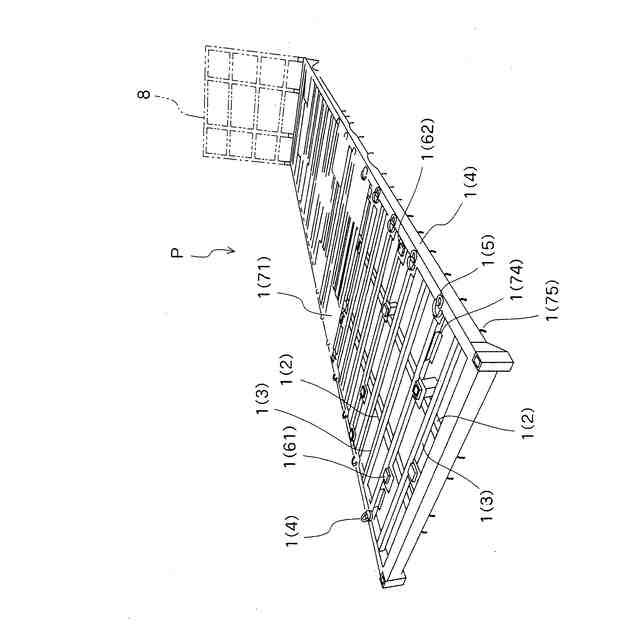
車両後方側から見た半完成平ボディの斜視図である。
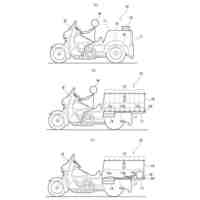
トラックメーカの製造ラインアウト後の完成形トラックの斜視図である。
図10の完成形トラックの概略側面図である。
図11に本半完成平ボディを取付けた概略側面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
有限会社三基
トラック荷台へのシート掛け装置
10日前
有限会社三基
半完成平型ボディ及びその製造方法
3か月前
個人
カート
11日前
個人
走行装置
25日前
個人
電動走行車両
25日前
個人
乗り物
2か月前
個人
折り畳み自転車
7か月前
個人
閂式ハンドル錠
25日前
個人
発音装置
4か月前
個人
電動モビリティ
4か月前
個人
自転車用傘捕捉具
8か月前
個人
体重掛けリフト台車
7か月前
個人
自転車用荷台
11か月前
個人
自由方向乗車自転車
4か月前
個人
自転車用荷物台
8か月前
個人
キャンピングトライク
5か月前
個人
アタッチメント
8か月前
個人
ステアリングの操向部材
11か月前
株式会社CPM
駐輪機
8か月前
個人
ステアリングの操向部材
5か月前
個人
フロントフットブレーキ。
1か月前
株式会社豊田自動織機
産業車両
1か月前
三甲株式会社
台車
10か月前
株式会社三五
リアサブフレーム
7か月前
三甲株式会社
台車
10か月前
学校法人千葉工業大学
車両
7か月前
個人
ホイールハブ駆動構造
1か月前
学校法人千葉工業大学
車両
7か月前
学校法人千葉工業大学
車両
7か月前
ヤマハ発動機株式会社
車両
9か月前
ヤマハ発動機株式会社
車両
9か月前
豊田鉄工株式会社
小型車両
8日前
ダイハツ工業株式会社
車両
9か月前
豊田合成株式会社
操舵装置
9か月前
ヤマハ発動機株式会社
車両
9か月前
ヤマハ発動機株式会社
車両
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ