TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025048765
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2024151439
出願日
2024-09-03
発明の名称
レーザ穴あけブレークスルーを検出するシステム及び方法
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
B23K
26/00 20140101AFI20250326BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ穴あけブレークスルーを検出するシステム及び方法を提供する。
【解決手段】部品は、部品の外面に配置された複数の冷却孔と、複数の冷却孔の各々の裏面に流路連通して結合された空気供給システムとを含む。検出システムは、少なくとも1つのセンサとプロセッサとを含むデータ取得システムを含む。プロセッサは、レーザ装置に冷却孔のうちの第1の冷却孔を穿孔させ、少なくとも1つのセンサから受信したデータに基づいて、空気供給システムから第1の冷却孔に近接する空気中の空気変化を検出し、空気変化が第1の冷却孔の裏面の穿孔ブレークスルーを示すものであり、検出された空気変化に基づいて、第1の冷却孔の穿孔を停止するようにレーザ装置を動作させるように構成される。
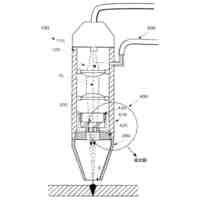
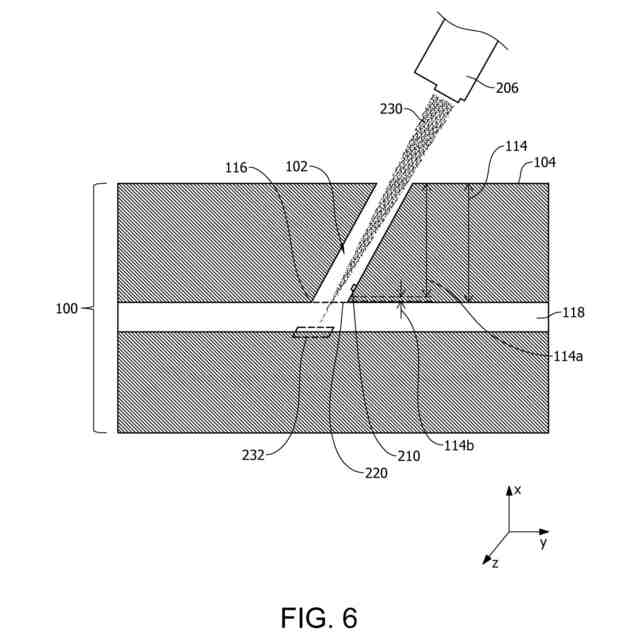
【選択図】図6
特許請求の範囲
【請求項1】
部品と共に使用するための検出システムであって、部品は、部品の外面に配置された複数の冷却孔と、複数の冷却孔の各々の裏面に流路連通して結合された空気供給システムとを含み、検出システムは、
複数の冷却孔を検査するように構成されたデータ収集システムであって、少なくとも1つのセンサを含む、データ収集システムと、
データ収集システムと動作可能に通信するプロセッサと、を含み、
プロセッサは、
レーザ装置に、部品の外面に第1の冷却孔を開けさせ、レーザ装置が動作中に複数のレーザビームパルスを放出するステップと、
少なくとも1つのセンサから受信したデータに基づいて、空気供給システムから第1の冷却孔に近接する空気中の空気変化を検出するステップであって、空気変化は第1の冷却孔の裏面の穴あけ突破を示す、ステップと、
検出された空気の変化に基づいて、第1の冷却孔の穿孔を停止するようにレーザ装置を作動させるステップと、を実行するように構成される、検出システム。
続きを表示(約 1,100 文字)
【請求項2】
プロセッサはさらに、
レーザ装置によって放出されるレーザビームパルスの閾値数を決定するステップであって、閾値数は、第1の冷却孔の裏面を穿孔するために放出されるレーザビームパルスの数である、ステップと、
レーザビームパルスの閾値数に基づいて、部品の外面に少なくとも1つの冷却孔を開けるためにレーザ装置を作動させるステップと、を実行するように構成される、請求項1に記載の検知システム。
【請求項3】
少なくとも1つのセンサが圧力センサを含み、空気の変化を検出するステップが、部品の外面に近接した第1の冷却孔内の空気圧の変化を検出するステップを含む、請求項1に記載の検出システム。
【請求項4】
少なくとも1つのセンサが、流量センサを含み、空気の変化を検出するステップが、第1の冷却孔内の空気の流れの不安定性を検出するステップを含む、請求項1記載の検出システム。
【請求項5】
少なくとも1つのセンサが、温度センサを含み、空気の変化を検出するステップが、第1の冷却孔に近接する部品の外面の温度変化を検出するステップを含む、請求項1に記載の検出システム。
【請求項6】
温度センサが、サーミスタと熱電対の一方を含む、請求項5記載の検出システム。
【請求項7】
第1の冷却孔に近接する部品の外面における温度変化は、周囲温度に対する変化と部品の温度に対する変化の一方を含む、請求項5に記載の検出システム。
【請求項8】
少なくとも1つの後続の冷却孔を穿孔するためにレーザ装置を作動させるステップは、第1のレーザビームパルスレート及び第2のレーザビームパルスレートでレーザ装置を選択的に作動させるステップを含み、第1のレーザビームパルスレートは第2のレーザビームパルスレートよりも大きい、請求項2に記載の検出システム。
【請求項9】
レーザ装置は、第1のレーザビームパルス数のために第1のレーザビームパルスレートで動作され、第2のレーザビームパルス数のために第2のレーザビームパルスレートでさらに動作され、前記第1のレーザビームパルス数及び前記第2のレーザビームパルス数は、決定された閾値数に基づいて各々可変的に選択される、請求項8に記載の検出システム。
【請求項10】
少なくとも1つの後続の冷却孔を開けるためにレーザ装置を動作させるステップは、部品の厚さ及び部品の材料の少なくとも1つに基づいてレーザ装置を動作させるステップを含む、請求項2に記載の検出システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般に、レーザ穴あけブレークスルー検出システム及び方法に関し、より具体的には、部品に冷却穴をあける際に部品の外面を通るレーザのブレークスルーを検出するために使用するシステム及び方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
ガスタービンエンジンや蒸気タービンエンジンなどのタービンエンジンは、産業用や発電用として広く使用されている。運転中、タービンエンジンの構成部品は長時間の高温にさらされる。構成部品の冷却を容易にし、高温に長時間さらされることによる損傷を低減するために、少なくともいくつかの既知のタービンエンジン構成部品は、冷却空気が構成部品の少なくとも一部を通ってその周囲を循環することを可能にする冷却孔を含む。
【0003】
典型的には、冷却孔は、レーザを使用してタービンエンジン部品の外面に穿孔される。しかし、適切なブレークスルー検出方法がないと、レーザは望ましくないほど深く穴を開けすぎ、部品の外面の下の特徴に損傷を与える可能性がある。したがって、冷却孔の穿孔効率を向上させ、部品の外面下の部品の特徴に対する穿孔損傷を低減させるために、部品の外面上の冷却孔のレーザ孔穿孔ブレークスルーを検出するために使用され得るシステム及び方法の必要性が存在する。
【発明の概要】
【0004】
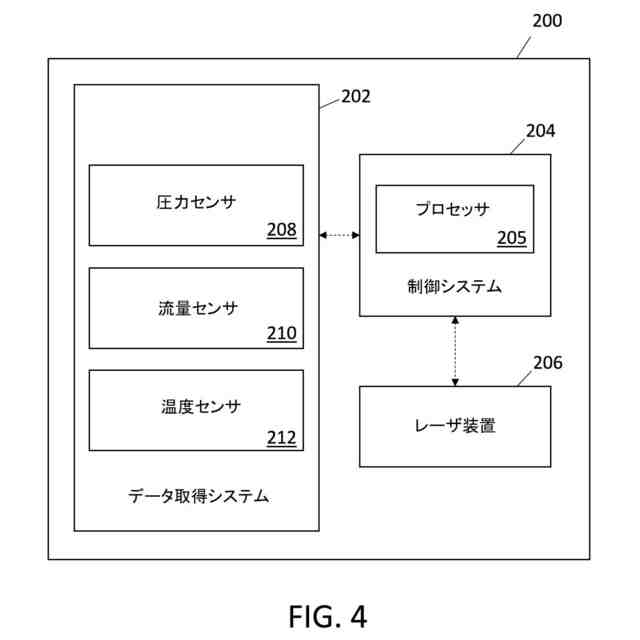
一態様では、部品と共に使用するための検出システムが提供される。部品は、部品の外面に配置された複数の冷却孔と、複数の冷却孔の各々の裏面に流路連通して結合された空気供給システムとを含む。検出システムは、複数の冷却孔を検査するように構成されたデータ取得システムを含み、データ取得システムは、少なくとも1つのセンサと、データ取得システムと動作可能に通信するプロセッサとを含む。プロセッサは、レーザ装置に、部品の外面に冷却孔のうちの第1の孔を開けさせるように構成され、レーザ装置は、動作中に複数のレーザビームパルスを放出する。プロセッサはまた、少なくとも1つのセンサから受信したデータに基づいて、空気供給システムから第1の冷却孔に近接する空気中の空気変化を検出するように構成され、空気変化は、第1の冷却孔の裏面の穿孔ブレークスルーを示し、検出された空気変化に基づいて、第1の冷却孔の穿孔を停止するようにレーザ装置を動作させる。
【0005】
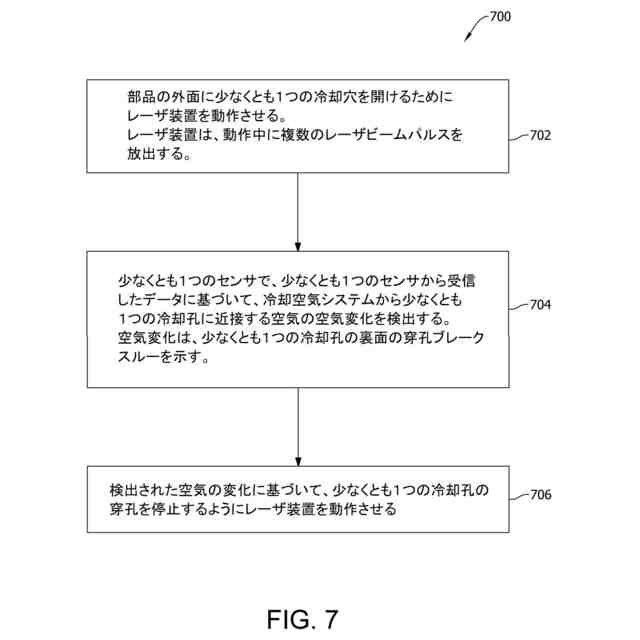
別の態様では、部品の外面に位置する少なくとも1つの冷却孔の裏面を通るレーザ穿孔のブレークスルーを検出する方法が提供される。この方法は、部品の外面に少なくとも1つの冷却孔を穿孔するためにレーザ装置を動作させることを含み、レーザ装置は動作中に多数のレーザビームパルスを放出する。本方法はまた、少なくとも1つのセンサによって、少なくとも1つのセンサから受信したデータに基づいて、空気供給システムから少なくとも1つの冷却孔に近接する空気中の空気変化を検出することであって、空気変化は、少なくとも1つの冷却孔の裏面の穿孔ブレークスルーを示す、検出することと、検出された空気変化に基づいて、少なくとも1つの冷却孔の穿孔を停止するようにレーザ装置を動作させることとを含む。
【図面の簡単な説明】
【0006】
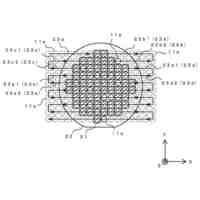
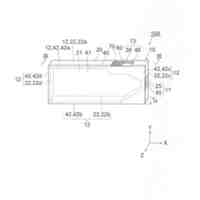
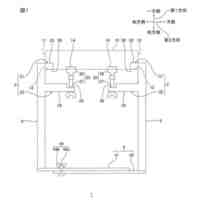
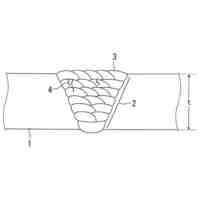
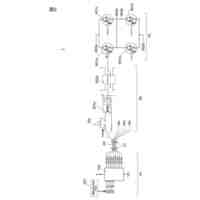
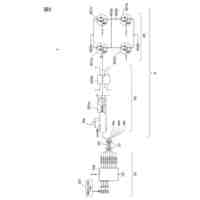
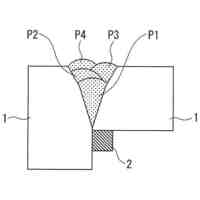
タービンエンジン部品の概略図である。
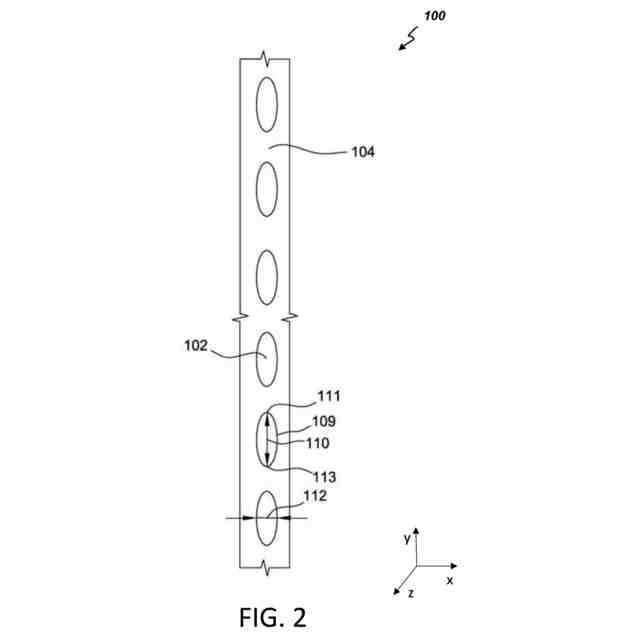
図1のタービンエンジン部品の概略正面図である。
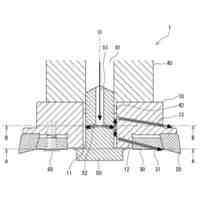
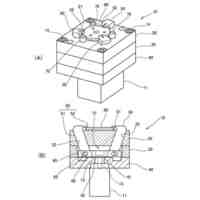
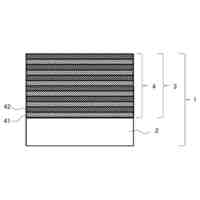
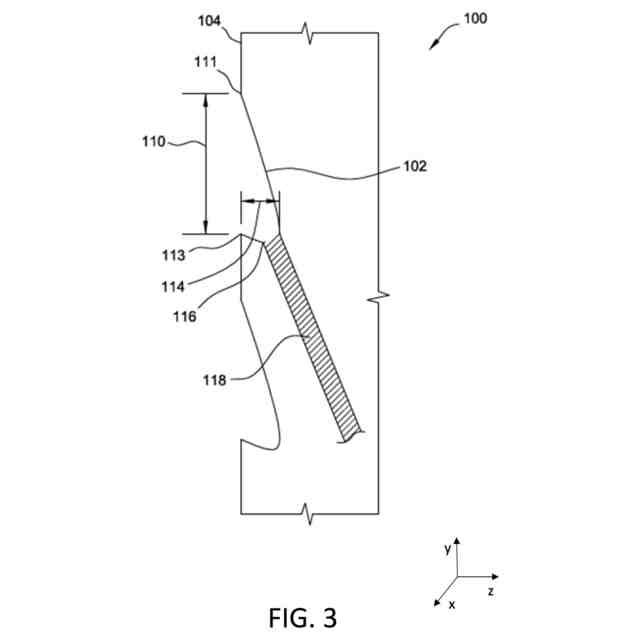
図1のタービンエンジン部品の概略側断面図である。
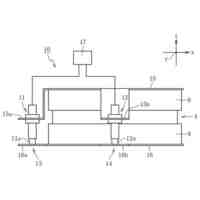
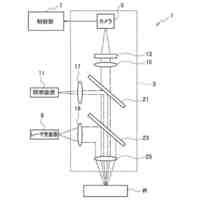
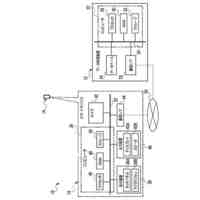
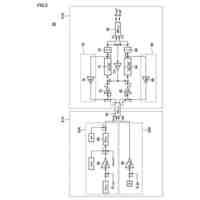
図1のタービンエンジン部品の分析に使用する例示的な検出システムの概略図である。
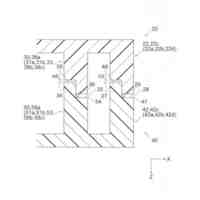
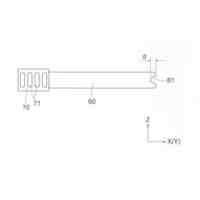
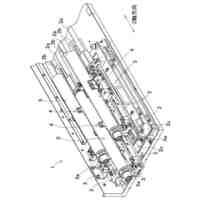
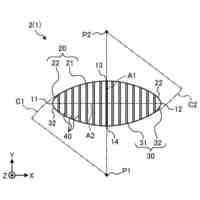
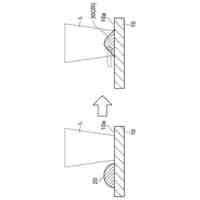
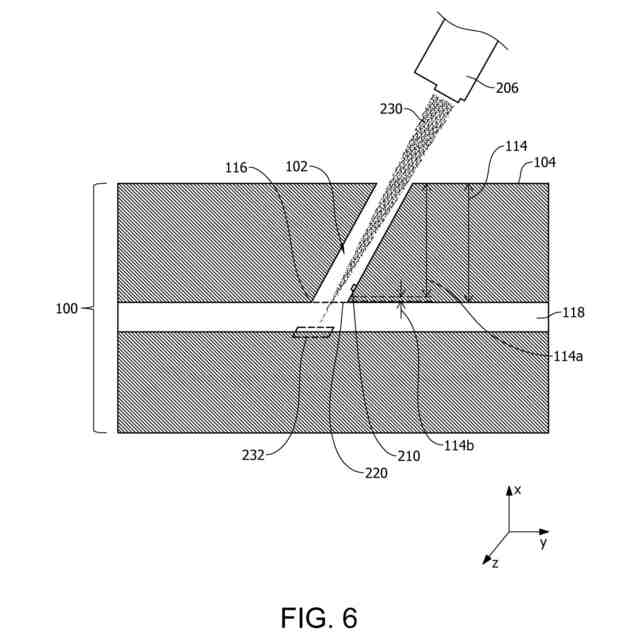
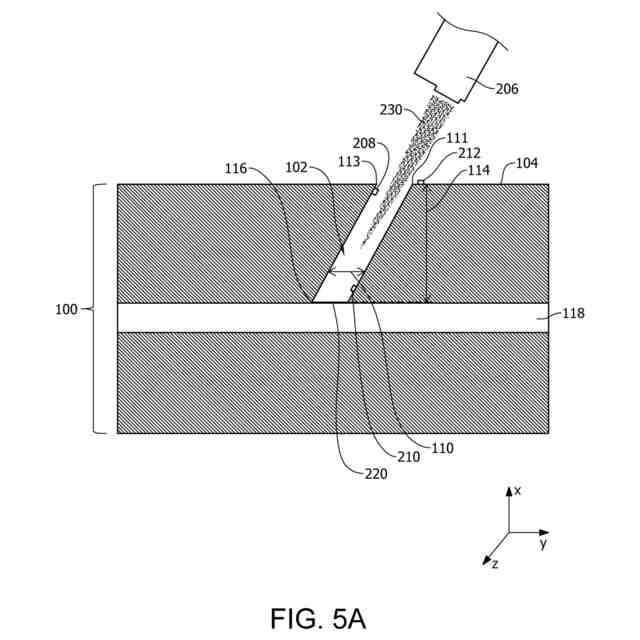
レーザ光ビームと図1のタービンエンジン部品の概略側面断面図である。
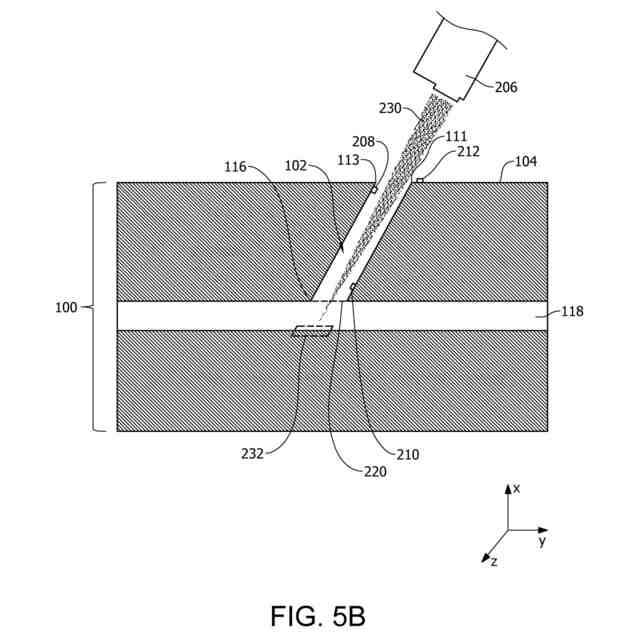
レーザ光ビームと図1のタービンエンジン部品の概略側面断面図である。
図5Aのタービンエンジン部品の別の概略側断面図である。
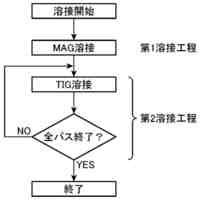
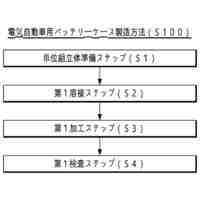
タービンエンジン部品を分析するための例示的な方法を示すフローチャートである。
【発明を実施するための形態】
【0007】
本明細書で説明する実施形態は、冷却孔穿孔の効率を改善することを容易にし、部品の外面の下にある部品の特徴に対するレーザ穿孔の損傷を低減することを容易にするために、部品に冷却孔を穿孔する際に部品の外面を通るレーザのブレークスルー(突破)を検出することに使用するためのシステム及び方法に関する。
【0008】
本明細書に記載のシステム及び方法は、部品の外面に穿孔された冷却孔の裏面を介したレーザ穿孔ブレークスルーの検出を容易にする。本明細書に記載のシステム及び方法の利点には、少なくとも、(i)冷却孔の裏面を介したレーザ穿孔ブレークスルーの検知による冷却孔レーザ穿孔の効率の向上、(ii)冷却孔内及び/又は冷却孔に近接する空気圧、空気流量、及び/又は空気温度の測定によるレーザ穿孔ブレークスルーの精度及び費用対効果の向上、ならびに(iii)冷却孔に近接するタービンエンジン部品の外面の下にある部品の特徴の保護の向上が含まれる。
【0009】
本明細書で開示される様々な実施形態の要素を紹介する場合、冠詞「a」、「an」、「the」、及び「said」は、要素が1つ以上存在することを意味することが意図される。「含む:comprising」、「包含する:including」、及び「有する:having」という用語は、包括的であることを意図しており、列挙された要素以外の追加の要素が存在し得ることを意味する。
【0010】
本明細書で使用される「一般的に」、「実質的に」、及び「約」のような近似語は、別段の指示がない限り、そのように修正された用語が、絶対的又は完全な程度ではなく、当業者に認識されるような近似的な程度にのみ適用され得ることを示す。したがって、「約:about」、「およそ:approximately」、「実質的に:substantially」などの用語によって修正された値は、指定された正確な値に限定されるものではない。少なくともいくつかの例では、近似的な表現は、値を測定するための計器の精度に対応することがある。さらに、別段の指示がない限り、「第1」、「第2」などの用語は、本明細書では単にラベルとして使用され、これらの用語が指す項目に序列的、位置的、又は階層的な要件を課すことを意図するものではない。さらに、例えば「第2」の項目への言及は、例えば「第1」又はそれ以下の番号の項目、あるいは「第3」又はそれ以上の番号の項目の存在を必要とするものでも排除するものでもない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
3日前
ブラザー工業株式会社
工作機械
1日前
ブラザー工業株式会社
工作機械
1日前
株式会社コスメック
クランプ装置
8日前
株式会社不二越
管用テーパタップ
2日前
オーエスジー株式会社
ドリル
9日前
宮川工機株式会社
プレカット加工装置
9日前
トヨタ自動車株式会社
グラフ生成方法
2日前
株式会社恵信工業
アプセット溶接方法
9日前
エンシュウ株式会社
摩擦撹拌接合装置
8日前
東レエンジニアリング株式会社
レーザ加工装置
8日前
株式会社不二越
組立式スカイビングカッタ
3日前
大日本印刷株式会社
部品用容器
6日前
株式会社WEL-KEN
レーザ加工用トーチ
3日前
大日本印刷株式会社
部品用容器
6日前
大日本印刷株式会社
部品用容器
6日前
有限会社プロフィット
チャッキング位置決め治具
2日前
株式会社サンエイト
治具
3日前
JFEスチール株式会社
ガスメタルアーク溶接継手
1日前
株式会社タンガロイ
被覆切削工具
8日前
ダイハツ工業株式会社
位置ずれ検出装置
3日前
オークマ株式会社
工具交換装置及び工具交換方法
2日前
パナソニックホールディングス株式会社
レーザ溶接方法
8日前
株式会社武田機械
工作機械の吸盤吸着式ワーク固定装置
3日前
キヤノン電子株式会社
加工装置
1日前
株式会社アマダ
レーザ加工機及び加工不良検出方法
6日前
株式会社ソディック
ワイヤ放電加工装置
1日前
ソフトバンクグループ株式会社
システム
3日前
京セラ株式会社
研磨治具および研磨装置
1日前
株式会社丸島アクアシステム
溶接方法
7日前
株式会社ソディック
ワイヤ放電加工装置の製造方法
1日前
国立大学法人 東京大学
制御装置、および制御方法
7日前
ケイ.エス.エム.カンパニー リミテッド
電気自動車用バッテリーケース製造方法
1日前
浜松ホトニクス株式会社
予備はんだ形成方法及び予備はんだ形成装置
8日前
JFEスチール株式会社
サブマージアーク溶接継手及びその製造方法
1日前
株式会社タムラ製作所
はんだ組成物および電子基板の製造方法
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ