TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025045888
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023153918
出願日
2023-09-20
発明の名称
切削力係数予測装置、切削力係数予測方法、及び切削力係数予測プログラム
出願人
株式会社日立ソリューションズ
代理人
弁理士法人ウィルフォート国際特許事務所
主分類
G05B
19/4069 20060101AFI20250326BHJP(制御;調整)
要約
【課題】切削力係数を容易且つ適切に推定できるようにする。
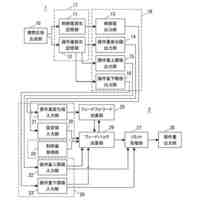
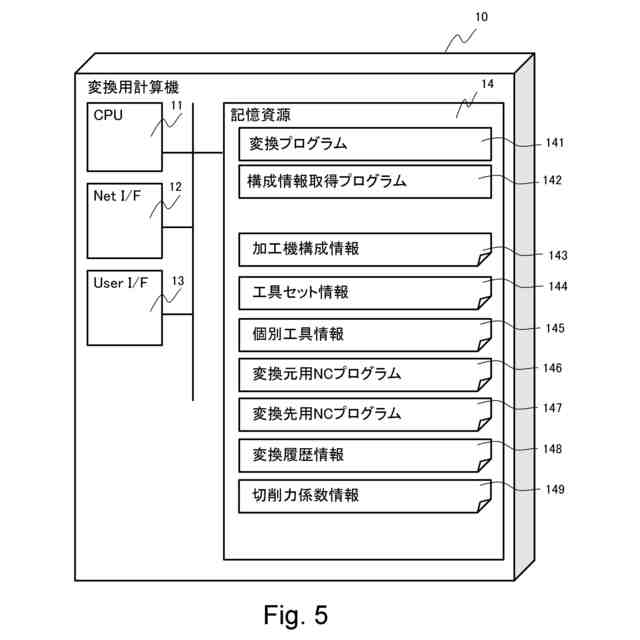
【解決手段】変換用計算機10において、記憶資源14を、切削処理に関わる工具についての複数種類のパラメータの値と、前記複数種類のパラメータの値での切削処理における工具の切削力係数との対応関係を複数記憶するようにし、CPU11を、複数の前記対応関係に基づいて、前記切削力係数を推定する決定木モデルを複数作成し、複数の決定木モデルにより推定された切削力係数と、正解となる切削力係数との誤差に基づいて、複数のパラメータの中から使用するパラメータである使用パラメータを決定し、使用パラメータに基づいて使用決定木モデルを作成し、切削力係数を推定する対象となる切削処理に関わる複数種類のパラメータの値である指定パラメータ値を受け付け、使用決定木モデルを使用して前記指定パラメータ値における切削力係数を推定するように構成する。
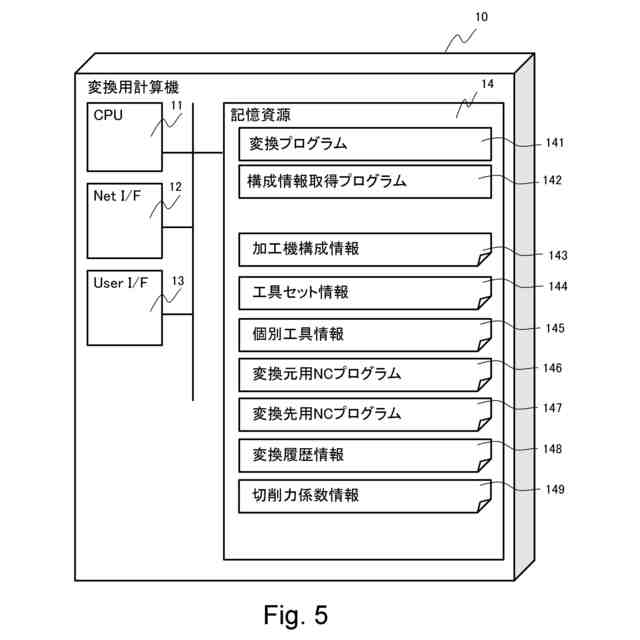
【選択図】図5
特許請求の範囲
【請求項1】
プロセッサと、記憶部とを含み、切削処理を行う加工機で使用される工具の切削力係数を推定する切削力係数予測装置であって、
前記記憶部は、
前記切削処理に関わる工具についての複数種類のパラメータの値と、前記複数種類のパラメータの値での切削処理における工具の切削力係数との対応関係を複数記憶し、
前記プロセッサは、
複数の前記対応関係に基づいて、複数種類のパラメータの一部のパラメータの組合せを変えて、前記切削力係数を推定する決定木モデルを複数作成し、
前記複数の決定木モデルにより推定された切削力係数と、正解となる切削力係数との誤差に基づいて、複数のパラメータの中から使用するパラメータである使用パラメータを決定し、
前記使用パラメータに基づいて前記切削力係数を推定するために使用する決定木モデルである使用決定木モデルを作成し、
切削力係数を推定する対象となる切削処理に関わる複数種類のパラメータの値である指定パラメータ値を受け付け、
前記使用決定木モデルを使用して前記指定パラメータ値における切削力係数を推定する
切削力係数予測装置。
続きを表示(約 1,800 文字)
【請求項2】
前記記憶部は、
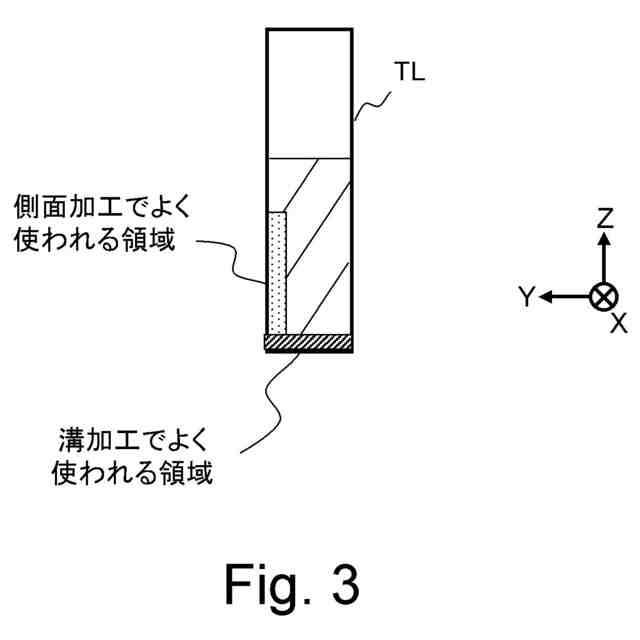
前記切削力係数として、側面加工における第1切削力係数と、溝加工における第2切削力係数とを含み、
前記プロセッサは、
前記第1切削力係数と前記第2切削力係数とのそれぞれについて、前記決定木モデルを複数作成し、前記第1切削力係数と前記第2切削力係数とのそれぞれについて、前記使用パラメータを決定して、前記使用決定木モデルを作成し、
前記指定パラメータ値における側面加工における切削力係数と、溝加工における切削力係数とを推定する
請求項1に記載の切削力係数予測装置。
【請求項3】
前記プロセッサは、
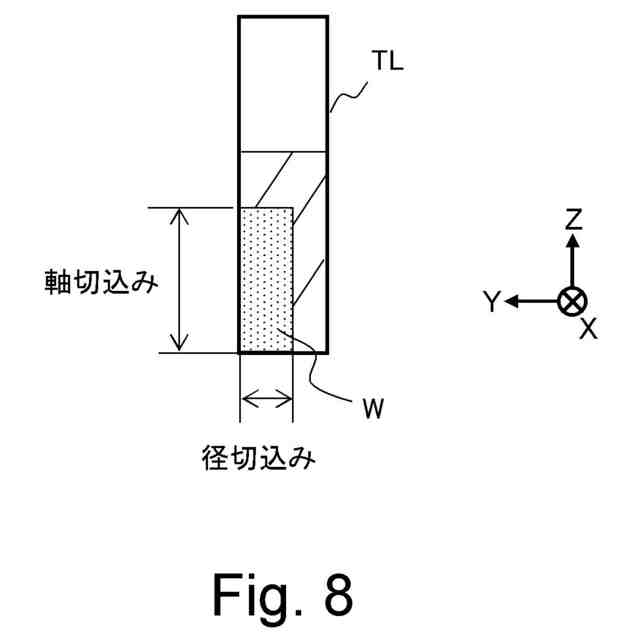
切削力係数を推定する対象となる切削処理における径切込み及び軸切込みとを受け付け、
推定された前記溝加工における切削力係数及び側面加工における切削力係数と、前記径切込みと前記軸切込みとの割合に基づいて、前記切削処理における切削力係数を推定する
請求項2に記載の切削力係数予測装置。
【請求項4】
前記プロセッサは、
前記複数のパラメータの中から、各パラメータを使用していない決定木モデルの平均正解率減少率に基づいて、前記使用パラメータを決定する
請求項1に記載の切削力係数予測装置。
【請求項5】
前記プロセッサは、
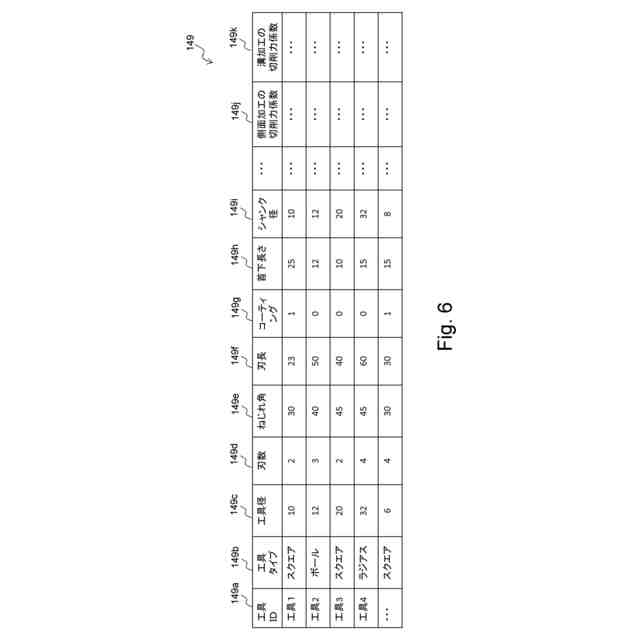
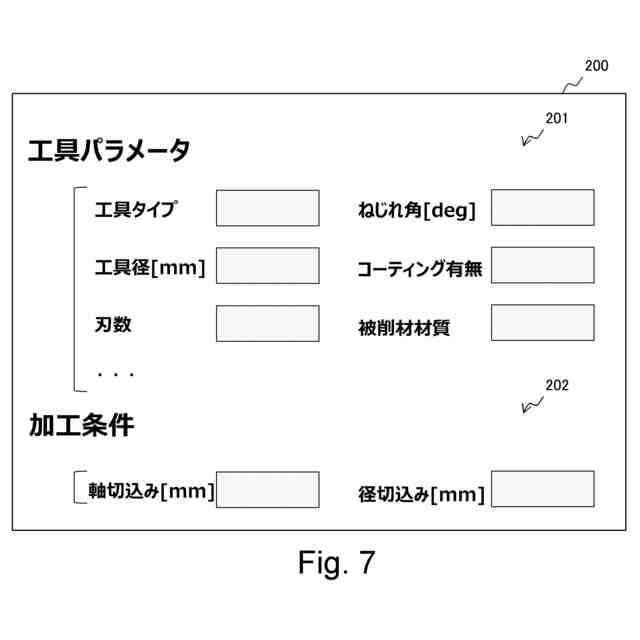
前記切削処理に関わる工具についての複数種類のパラメータは、工具のタイプ、工具の径、工具の刃数、工具のねじれ角、工具のコーティングの有無、工具が対象とする被削材材質の中の複数を含む
請求項1に記載の切削力係数予測装置。
【請求項6】
前記プロセッサは、
推定された前記切削力係数に基づいて、前記切削処理を行うためのNCプログラムを生成する
請求項1から請求項5のいずれか一項に記載の切削力係数予測装置。
【請求項7】
切削処理を行う加工機で使用される工具の切削力係数を推定する切削力係数予測装置による切削力係数予測方法であって、
前記切削力係数予測装置は、
前記切削処理に関わる工具についての複数種類のパラメータの値と、前記複数種類のパラメータの値での切削処理における工具の切削力係数との対応関係を複数記憶し、
複数の前記対応関係に基づいて、複数種類のパラメータの一部のパラメータの組合せを変えて、前記切削力係数を推定する決定木モデルを複数作成し、
前記複数の決定木モデルにより推定された切削力係数と、正解となる切削力係数との誤差に基づいて、複数のパラメータの中から使用するパラメータである使用パラメータを決定し、
前記使用パラメータに基づいて前記切削力係数を推定するために使用する決定木モデルである使用決定木モデルを作成し、
切削力係数を推定する対象となる切削処理に関わる複数種類のパラメータの値である指定パラメータ値を受け付け、
前記使用決定木モデルを使用して前記指定パラメータ値における切削力係数を推定する
切削力係数予測方法。
【請求項8】
切削処理を行う加工機で使用される工具の切削力係数を推定するコンピュータに実行させる切削力係数予測プログラムであって、
前記コンピュータに
前記切削処理に関わる工具についての複数種類のパラメータの値と、前記複数種類のパラメータの値での切削処理における工具の切削力係数との複数の対応関係に基づいて、複数種類のパラメータの一部のパラメータの組合せを変えて、前記切削力係数を推定する決定木モデルを複数作成させ、
前記複数の決定木モデルにより推定された切削力係数と、正解となる切削力係数との誤差に基づいて、複数のパラメータの中から使用するパラメータである使用パラメータを決定させ、
前記使用パラメータに基づいて前記切削力係数を推定するために使用する決定木モデルである使用決定木モデルを作成させ、
切削力係数を推定する対象となる切削処理に関わる複数種類のパラメータの値である指定パラメータ値を受け付けさせ、
前記使用決定木モデルを使用して前記指定パラメータ値における切削力係数を推定させる
切削力係数予測プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削処理を行う加工機で使用される工具の切削力係数を推定する技術に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
近年、NCプログラムをNC切削加工機に入力することによって、被削材(以後、ワークと呼ぶことがある)の加工を行うことがある。
【0003】
例えば、回転工具を用いた加工においては、回転工具等のたわみによって、加工誤差が生じることがあり、予め加工誤差を打ち消すようにNCプログラムにおいて工具の移動経路を修正する技術が知られている。
【0004】
例えば、特許文献1には、回転工具に対する切削力の作用に起因して発生する被削物の加工誤差を予測する技術が開示されている。特許文献1では、切削力を推定するために使用される切削力係数については、予め入力されている。
【先行技術文献】
【特許文献】
【0005】
特開2016-218641号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
例えば、特許文献1の技術では、切削力を推定するために予め切削力係数を把握しておく必要がある。切削力係数を把握するためには、例えば、実際に回転工具を用いて切削処理を行い、各種値を測定して算出する必要がある。
【0007】
このように、切削力係数を把握するためには、実際に切削処理を行い、各種値を測定する必要があるので、測定に長時間を要する。また、各種値を測定する必要があり、測定に必要な測定装置を備えておかなければならないという問題がある。
【0008】
本発明は、上記事情に鑑みなされたものであり、その目的は、容易且つ適切に切削力係数を推定することのできる技術を提供することにある。
【課題を解決するための手段】
【0009】
一観点に係る切削力係数推定装置は、プロセッサと、記憶部とを含み、切削処理を行う加工機で使用される工具の切削力係数を推定する切削力係数予測装置であって、前記記憶部は、前記切削処理に関わる工具についての複数種類のパラメータの値と、前記複数種類のパラメータの値での切削処理における工具の切削力係数との対応関係を複数記憶し、前記プロセッサは、複数の前記対応関係に基づいて、複数種類のパラメータの一部のパラメータの組合せを変えて、前記切削力係数を推定する決定木モデルを複数作成し、前記複数の決定木モデルにより推定された切削力係数と、正解となる切削力係数との誤差に基づいて、複数のパラメータの中から使用するパラメータである使用パラメータを決定し、前記使用パラメータに基づいて前記切削力係数を推定するために使用する決定木モデルである使用決定木モデルを作成し、切削力係数を推定する対象となる切削処理に関わる複数種類のパラメータの値である指定パラメータ値を受け付け、前記使用決定木モデルを使用して前記指定パラメータ値における切削力係数を推定する。
【発明の効果】
【0010】
本発明によると、容易且つ適切に切削力係数を推定することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
無人作業システム
2か月前
アズビル株式会社
制御装置
1か月前
コフロック株式会社
流量制御装置
1か月前
和研工業株式会社
多連レバー機構
9日前
スター精密株式会社
工作機械
25日前
株式会社丸和製作所
入力機器
1か月前
株式会社フジキン
流量制御装置
1か月前
ローム株式会社
半導体集積回路
4日前
株式会社豊田自動織機
荷役車両
1か月前
株式会社シンテックホズミ
搬送ロボット
1か月前
株式会社村田製作所
温度補償回路
2か月前
株式会社ダイフク
搬送設備
2か月前
株式会社ダイフク
物品搬送設備
1か月前
愛知機械テクノシステム株式会社
無人搬送車
18日前
株式会社ダイフク
物品搬送設備
2か月前
国立大学法人広島大学
モデル誤差抑制補償器
1か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
2か月前
アズビル株式会社
制御システムおよび制御方法
19日前
アズビル株式会社
制御システムおよび制御方法
10日前
旭精機工業株式会社
監視データ処理装置
2か月前
アズビル株式会社
制御システムおよび制御方法
10日前
ルネサスエレクトロニクス株式会社
半導体装置
1か月前
トヨタ自動車株式会社
自律走行装置
1か月前
日本精工株式会社
制御装置および制御方法
16日前
チームラボ株式会社
走行システム及び走行路
23日前
トヨタ自動車株式会社
群制御システム及び群制御方法
18日前
ローム株式会社
半導体装置
1か月前
村田機械株式会社
稼働監視システム及び稼働監視方法
19日前
日本精工株式会社
制御システムおよび制御方法
1か月前
ミツミ電機株式会社
電源回路及びその起動方法
1か月前
ミツミ電機株式会社
多方向入力装置
16日前
ミツミ電機株式会社
多方向入力装置
2日前
ミツミ電機株式会社
多方向入力装置
16日前
株式会社FUJI
工作機械
1か月前
ミツミ電機株式会社
多方向入力装置
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ