TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025041636
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2024207352,2022572729
出願日
2024-11-28,2021-05-05
発明の名称
付加式積層造形法によって三次元工作物を製造するための方法及び装置
出願人
ニコン エスエルエム ソルーションズ アクチェンゲゼルシャフト
代理人
個人
,
個人
,
個人
,
個人
主分類
B22F
10/366 20210101AFI20250318BHJP(鋳造;粉末冶金)
要約
【課題】付加式積層造形法による三次元工作物の製造方法の提供。
【解決手段】方法は、付加式積層造形法において材料層を横切って走査される照射ビームの照射を受ける材料層上に照射区分特に照射ストライプを画定することと、照射区分内において材料層を横切って照射ビームを走査するための2つ又は複数の平行の又は実質的に平行の走査ベクトルを画定することと、を含み、照射区分内の全ての走査ベクトルが、相互に対して平行又は実質的に平行であり、2つ又は複数の平行の又は実質的に平行の走査ベクトルの画定に基づき、2つ又は複数の平行の又は実質的に平行の走査ベクトルの第1ベクトルのための照射ビームの材料層上における照射エネルギー密度の変化の第1場所と、2つ又は複数の平行の又は実質的に平行の走査ベクトルの第2ベクトルのための前記照射ビームの材料層上における照射エネルギー密度の変化の第2場所を接続するラインが得られる。
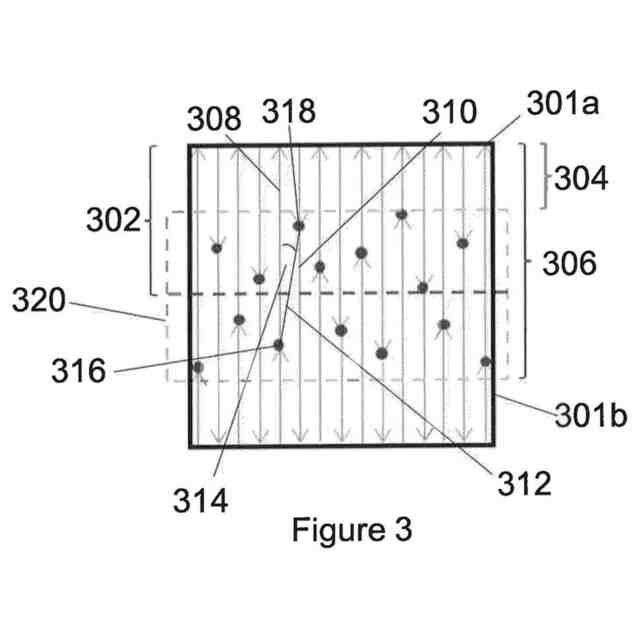
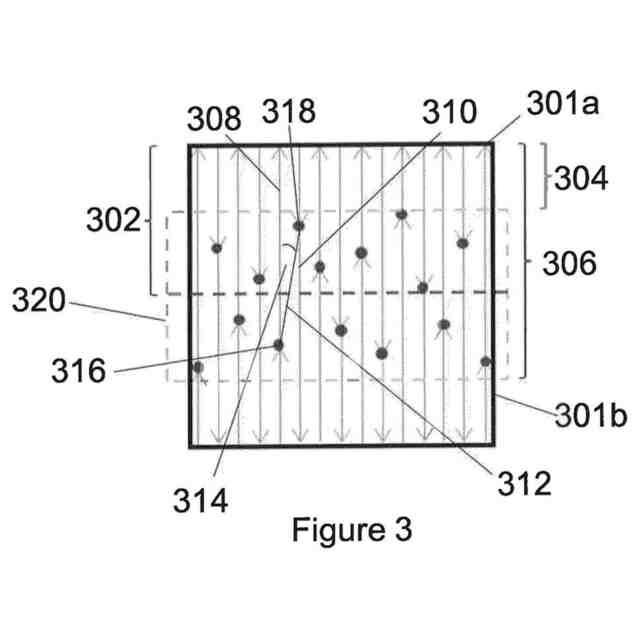
【選択図】図3
特許請求の範囲
【請求項1】
方法であって、
付加式積層造形法において材料層を横切って走査されるビーム照射の照射を受ける前記材料層上に照射区分特に照射ストライプを画定することと、
前記材料層を横切って前記照射ビームを走査するために前記照射区分内に2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルを画定することであって、前記照射区分内の全ての走査ベクトルが相互に対して平行又は実質的に平行である、画定することと、
を含み、
前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの前記画定に基づいて、
前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの第1ベクトルのための前記照射ビームの前記材料層上における照射エネルギー密度の変化の第1場所と、
前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの第2ベクトルのための前記照射ビームの前記材料層上における照射エネルギー密度の変化の第2場所と、
を接続するラインが得られ、
前記第1走査ベクトルと第2走査ベクトルが隣り合う走査ベクトルであり、前記第1場所と前記第2場所との間の距離が、(i)第1場所と、前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの第2ベクトルのための前記照射ビームの照射エネルギー密度の変化の第3場所との間の距離、及び/又は(ii)第2場所と、前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの第1ベクトルのための前記照射ビームの照射エネルギー密度の変化の第4場所との間の距離、より小さく、
90度とは異なる角度が、
(a)前記付加式積層造形法を使用して製造される工作物の形状に関係なく、かつ、
(b)前記照射区分の向きに対する前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの向きに関係なく、
(i)前記第1走査ベクトルと前記ラインとの間、及び/又は(ii)前記第2走査ベクトルと前記ラインとの間、に形成される、
方法。
続きを表示(約 970 文字)
【請求項2】
90度とは異なる前記角度が、前記2つ又はそれ以上の走査ベクトルの各対の隣り合う走査ベクトルに基づいて形成される、請求項1に記載の方法。
【請求項3】
前記角度が、90度とは少なくとも5度、好ましくは少なくとも10度、更に好ましくは少なくとも15度異なる、請求項1又は2に記載の方法。
【請求項4】
照射エネルギー密度の前記変化が、それぞれの前記場所における前記走査ベクトルの始点及び/又は終点を含む、請求項1~3のいずれかに記載の方法。
【請求項5】
90度とは異なるように形成される前記角度が、
a)前記2つ又はそれ以上の平行の又は実質的に平行の走査ベクトルの前記第1ベクトルと前記第2ベクトルを、
(i)それぞれの異なる長さ及び/又は
(ii)それぞれの異なる始点及び/又は
(iii)それぞれの異なる終点
を持つように画定すること、及び/又は
b)前記走査ベクトルの前記第1ベクトル及び前記第2ベクトルの一方の前記始点が、前記走査ベクトルの前記第1ベクトル及び前記第2ベクトルの他方のベクトルの前記終点とは異なること、
に基づく、
請求項1~4のいずれかに記載の方法。
【請求項6】
更に前記照射区分内のエリアを画定することを含み、前記第1場所及び前記第2場所が、前記2つ又はそれ以上の走査ベクトルの前記それぞれの第1ベクトル及び前記2つ又はそれ以上の走査ベクトルの前記第2ベクトルがその上に画定されるそれぞれの直線に沿って前記エリア内に位置する、請求項1~5のいずれかに記載の方法。
【請求項7】
前記第1場所及び前記第2場所が、前記エリア内にランダムに配列される、請求項6に記載の方法。
【請求項8】
前記場所が前記エリア内に均等に分散する、請求項6に記載の方法。
【請求項9】
1つおきの走査ベクトルの前記場所の接続線が直線を形成する、請求項6に記載の方法。
【請求項10】
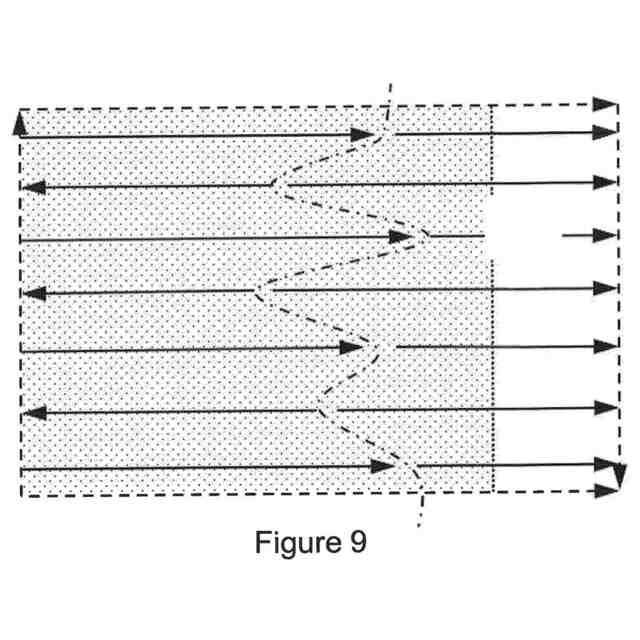
前記場所が波状曲線特に正弦波曲線にしたがって前記材料層上に位置する、請求項6に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、概略的に、付加式積層造形法(additive layer manufacturing process)において材料層を照射するために使用される2つ以上の走査ベクトルを画定する方法、コンピュータプログラム製品が1つ又は複数のコンピューティング機器で実行されるとき方法を実施するプログラム部分を含むコンピュータプログラム製品、付加式積層造形法によって三次元工作物を製造するための装置及び付加式積層造形法によって三次元工作物を製造するための装置を使用して上記の方法を実現するためのデータを提供することを含む方法、に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
付加式積層造形法において、工作物は、一連の凝固し相互接続された工作物の層を生成することによって層ごとに生産される。このようなプロセスは、原材料のタイプ及び/又は工作物を製造するために前記原材料を凝固する方式によって区別できる。
【0003】
例えば、粉末床溶融は、粉末状特に金属及び/又はセラミック原材料を複雑な形状の三次元工作物に加工できる一種の付加式積層法である。このために、原材料粉末層は、キャリアに塗布されて、例えば製造される工作物の所望の形状に応じてサイト選択的にレーザー放射を受ける。粉末層へ浸透するレーザー放射は、原材料粉末粒子の加熱を、したがってその融解又は焼結を生じる。工作物が所望の形状およびサイズを持つまで、すでにレーザー処理を受けたキャリア上の層に更なる原材料粉末層が塗付されて、加工される。選択的レーザー融解又はレーザー焼結は、特にCADデータに基づくプロトタイプ、ツール、交換部品、又は例えば義歯、整形外科用プロテーゼなどの医療用プロテーゼの製造に使用できる。
【0004】
一方、溶解積層法又は材料噴射法は、別のタイプの付加式積層法を代表する。この場合、非凝固原材料が、キャリア上に材料を堆積させるプリンティングヘッドに供給され、ここで材料は凝固する。
【0005】
付加式積層造形法の重要なパラメータは、製造される工作物の品質である。品質は様々なパラメータの影響を受ける可能性があるので、既知の解決法は、必ずしもいつも所望の品質を得られない。
【0006】
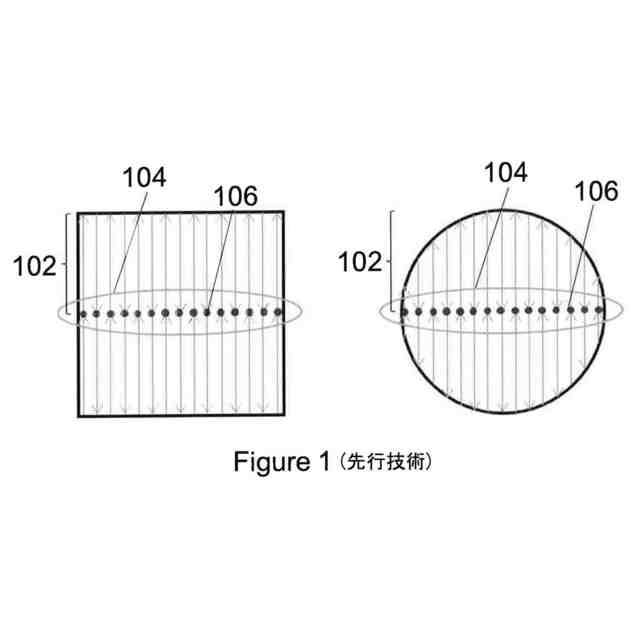
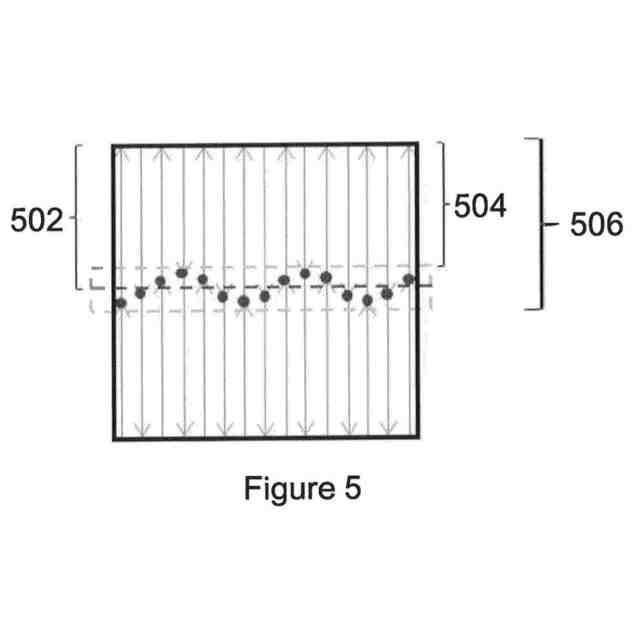
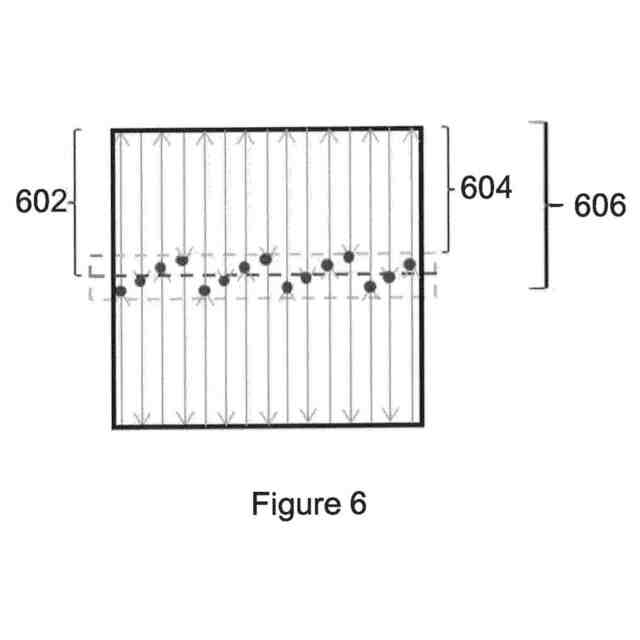
現在、ストライプ幅(材料層を横切って照射ビームを走査するための走査ベクトルの幅)はストライプスキャン法において画定される。これらのストライプ内に、工作物形状に応じて等しい又は変動する長さの走査ベクトルがある。走査ベクトルの視点及び終点は、工作物の形状に実質的に関係なく、相互に隣りに在り、ストライプの間にラインを形成する(図1)。ほとんどの場合、工作物内部のストライプは、実質的に等しい長さのベクトルを持ち、工作物の輪郭エリアのストライプは、工作物形状に応じて変動する長さのベクトルを持つ。
【0007】
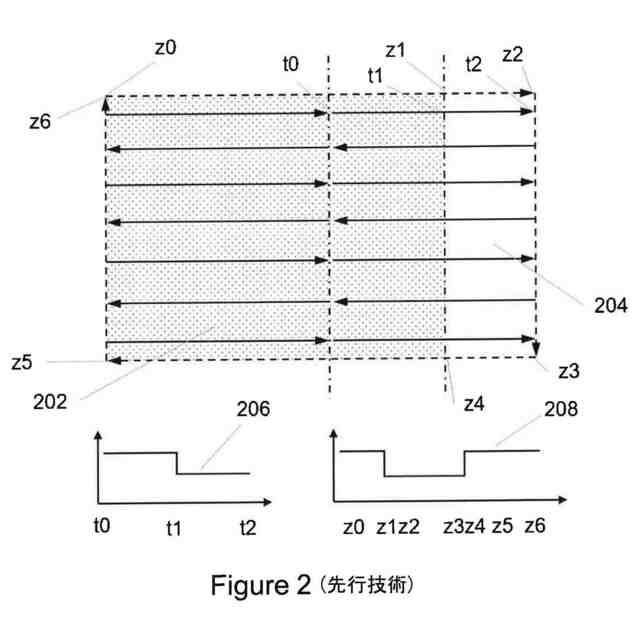
2つのストライプの間の重なり又は距離は、ストライプオフセットによって調節できる。正の値のストライプオフセットは、2つのストライプの間の距離となり、負の値のストライプオフセットは重なりとなる。
【0008】
発明者は、この値が最適に設定されない又は環境の影響(例えばガスフローの変化、圧力変動)のせいで付加式積層造形工程中にメルトプールのサイズが増大する場合、2つのストライプの間の重なり又は距離が大きすぎると(図1の点)、欠損又は気孔が生じる可能性があることを確認した。走査ベクトルの始点及び終点が一線上にあるので、いくつかの線形に配列された鎖状欠損又は気孔が生じる可能性がある(図1の取り囲まれたエリアの線形の点)。
【0009】
発明者は、統計的に配列された気孔又は欠損は、ある程度まで工作物の質を下げず、欠損又は気孔の線形配列は回避すべきであると認識した。これは、このような線形配列の欠損又は気孔が工作物に一度又は何度も存在する場合、統計的に配分された気孔と異なり、鎖状欠損又は気孔が荷重を受けると線形欠損、クラック及び一種の予設定破壊点を形成するので、工作物の早期の機械的に繋がる可能性があるためである。
【発明の概要】
【発明が解決しようとする課題】
【0010】
したがって、本発明の目的は、特に、付加式積層造形法を使用して製造される三次元工作物の品質を改良することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
6か月前
株式会社松風
歯科用埋没材
5か月前
個人
鋼の連続鋳造鋳片の切断装置
5か月前
日本鋳造株式会社
鋳造方法
4か月前
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
日本製鉄株式会社
棒状部材
5か月前
株式会社エスアールシー
インゴット
2か月前
個人
透かし模様付き金属板の製造方法
2か月前
ノリタケ株式会社
ニッケル粉末
6か月前
芝浦機械株式会社
成形機
6か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
株式会社浅沼技研
鋳型及びその製造方法
27日前
株式会社クボタ
弁箱用の消失模型
3か月前
株式会社プロテリアル
ブロック継手の製造方法
6か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
20日前
大同特殊鋼株式会社
鋼塊の製造方法
21日前
トヨタ自動車株式会社
鋳造製品の製造方法
6か月前
新東工業株式会社
粉末除去装置
2か月前
旭化成株式会社
焼結体の製造方法
5か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
株式会社リコー
焼結体の製造方法
6か月前
新東工業株式会社
測定装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
株式会社昭工舎
焼結体の製造方法
5か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































