TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041491
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023185662
出願日
2023-10-30
発明の名称
トルクセンサ、トルク検出部、およびトルクセンサの製造方法
出願人
新東工業株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
G01L
3/10 20060101AFI20250318BHJP(測定;試験)
要約
【課題】高精度にトルクを計測できるトルクセンサを提供する。
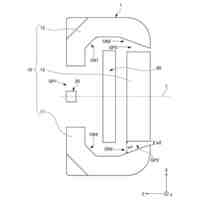
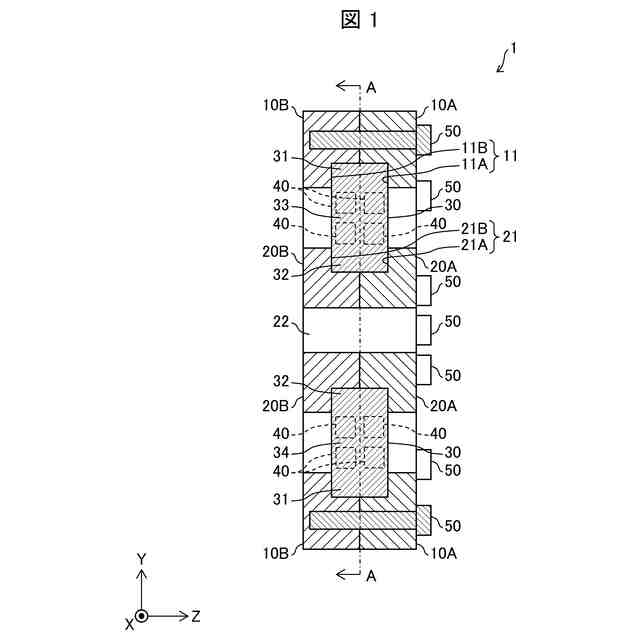
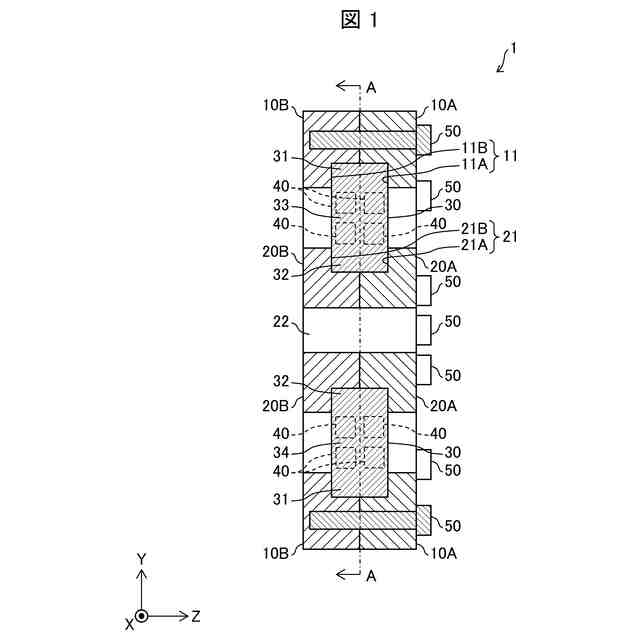
【解決手段】トルクセンサ(1)のトルク検出部(30)は、柱状であり、一端が第1フレーム部(10A)および第2フレーム部(10B)の底面間で挟持され、他端が第1コア部(20A)および第2コア部(20B)の底面間で挟持され、第1フレーム部(10A)の底面に直交する2側面に膜状歪ゲージ(40)が配置されている。
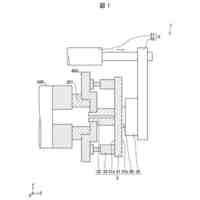
【選択図】図1
特許請求の範囲
【請求項1】
筒状の第1フレーム部と、
前記第1フレーム部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状の形状を有する第2フレーム部と、
前記第1フレーム部の中空内に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有する第1コア部と、
前記第2フレーム部の中空内であり、かつ、前記第1コア部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有する第2コア部と、
柱状であり、一端が前記第1フレーム部および前記第2フレーム部の底面間で挟持され、他端が前記第1コア部および前記第2コア部の底面間で挟持され、前記第1フレーム部の底面に直交する2側面に膜状歪ゲージが配置されているトルク検出部と、を備えている、トルクセンサ。
続きを表示(約 1,600 文字)
【請求項2】
前記トルク検出部は、前記第1フレーム部の中心軸から放射状に延びる放射軸上に配置され、前記放射軸に対して線対称な形状を有している、請求項1に記載のトルクセンサ。
【請求項3】
前記トルク検出部を複数備え、
複数の前記トルク検出部は、前記第1フレーム部の中心軸を中心とする円周上に等間隔に配置されている、請求項1に記載のトルクセンサ。
【請求項4】
前記第1フレーム部および前記第2フレーム部の底面には、前記トルク検出部の前記一端と嵌合する形状に凹んだ第1凹部を有し、
前記第1コア部および前記第2コア部の底面には、前記トルク検出部の前記他端と嵌合する形状に凹んだ第2凹部を有している、請求項1に記載のトルクセンサ。
【請求項5】
平面視において、前記トルク検出部の前記一端および前記他端の端部は、前記一端と前記他端との間の梁部よりも幅広な形状を有している、請求項1に記載のトルクセンサ。
【請求項6】
前記膜状歪ゲージは、前記トルク検出部の側面のうち、前記第1フレーム部の底面に平行な2側面に更に配置されている、請求項1に記載のトルクセンサ。
【請求項7】
筒状の第1フレーム部と、前記第1フレーム部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状の形状を有する第2フレーム部と、前記第1フレーム部の中空内に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有する第1コア部と、前記第2フレーム部の中空内であり、かつ、前記第1コア部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有する第2コア部と、を備えるトルクセンサに用いられるトルク検出部であって、
柱状の形状を有し、一端が前記第1フレーム部および前記第2フレーム部の底面間に挟持され、他端が前記第1コア部および前記第2コア部の底面間に挟持され、
前記第1フレーム部の底面に直交する2側面に膜状歪ゲージが配置されている、トルク検出部。
【請求項8】
筒状の第1フレーム部と、前記第1フレーム部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状の形状を有する第2フレーム部と、前記第1フレーム部の中空内に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有する第1コア部と、前記第2フレーム部の中空内であり、かつ、前記第1コア部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有する第2コア部と、トルク検出部と、を備えるトルクセンサの製造方法であって、
柱状に形成した前記トルク検出部の側面に膜状歪ゲージを形成させる第1工程と、
前記第1フレーム部および前記第2フレーム部の底面間に前記トルク検出部の一端を挟み、前記第1コア部および前記第2コア部の底面間に前記トルク検出部の他端を挟む第2工程と、
前記第1フレーム部と前記第2フレーム部とを締結し、前記第1コア部と前記第2コア部とを締結する第3工程とを有し、
前記第1工程において前記膜状歪ゲージを形成する前記トルク検出部の側面は、前記第2工程において前記第1フレーム部および前記第2フレーム部の底面と直交させる側面である、トルクセンサの製造方法。
【請求項9】
前記トルク検出部は、前記第1フレーム部の底面に平行な2側面の間を貫通する貫通孔を有し、
前記貫通孔の開口は、前記トルク検出部が配置された前記放射軸に直交し、かつ、前記第1フレーム部の底面に平行な方向に沿った長さが、前記放射軸に平行な方向に沿った長さよりも長い形状である、請求項2に記載のトルクセンサ。
【請求項10】
平面視において、前記貫通孔の開口の内側に前記トルク検出部の重心が位置する、請求項9に記載のトルクセンサ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、トルクセンサ、トルク検出部、およびトルクセンサの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、アクチュエータなどの出力トルクを計測するトルクセンサの開発が行われている。特許文献1には、内側構造体、外側構造体、それら両構造体間を繋ぐブリッヂを有するトルクセンサが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-73177号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
トルクセンサでは、印加されるトルクに応じて歪みが生じる起歪部に歪ゲージを配置する。印加されるトルクによる歪みは、トルクセンサの梁の側面に顕著に表れる。しかし、梁の側面の所定位置に歪ゲージを正確に配置することは困難である。
【0005】
本開示の一態様は、高精度にトルクを計測できるトルクセンサの提供を目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本開示の一態様に係るトルクセンサは、第1フレーム部、第2フレーム部、第1コア部、第2コア部およびトルク検出部を備えている。前記第1フレーム部は、筒状の形状を有している。前記第2フレーム部は、前記第1フレーム部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状の形状を有している。前記第1コア部は、前記第1フレーム部の中空内に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有している。前記第2コア部は、前記第2フレーム部の中空内であり、かつ、前記第1コア部と底面同士が対向する位置に配置され、前記第1フレーム部と同心の筒状または柱状の形状を有している。前記トルク検出部は、柱状であり、一端が前記第1フレーム部および前記第2フレーム部の底面間で挟持され、他端が前記第1コア部および前記第2コア部の底面間で挟持され、前記第1フレーム部の底面に直交する2側面に膜状歪ゲージが配置されている。
【発明の効果】
【0007】
本開示の一態様によれば、高精度にトルクを計測できるトルクセンサを提供できる。
【図面の簡単な説明】
【0008】
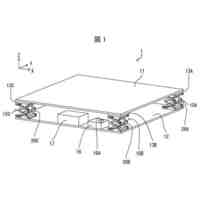
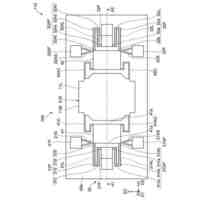
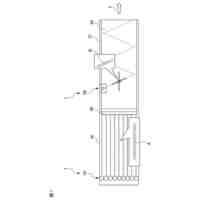
本開示の実施形態1に係るトルクセンサの構成を示す断面図である。
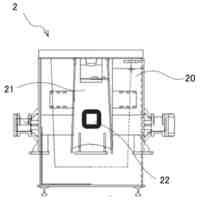
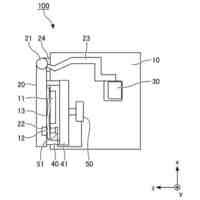
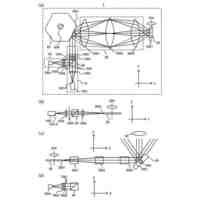
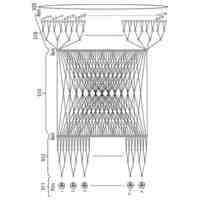
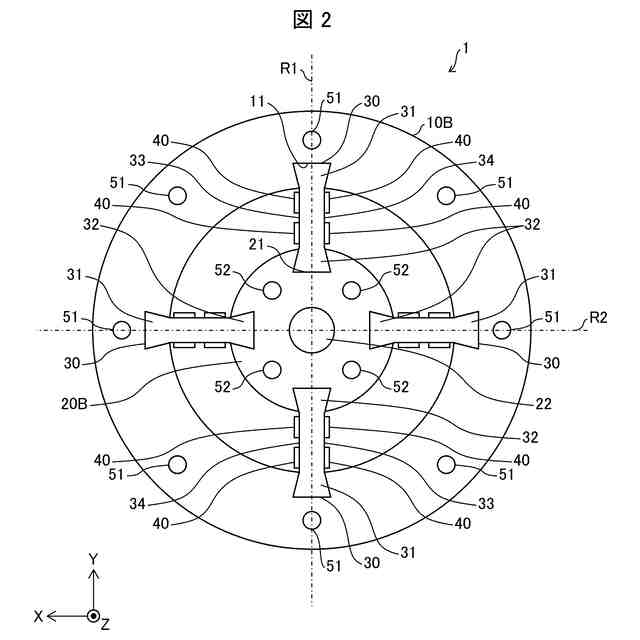
本開示の実施形態1に係るトルクセンサの構成を示す平面図である。
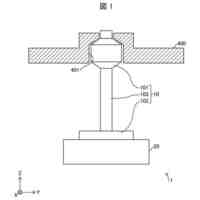
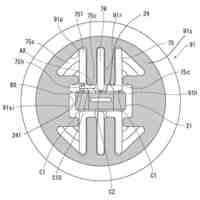
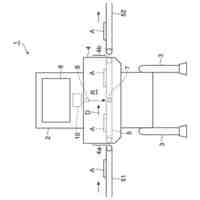
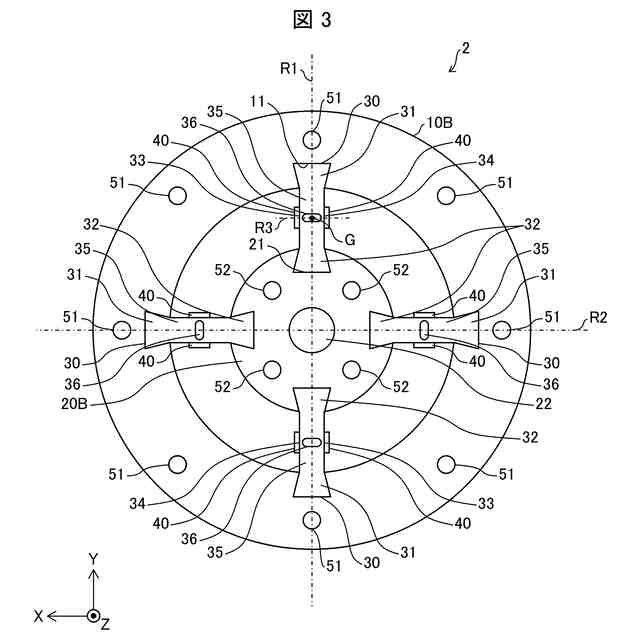
本開示の実施形態2に係るトルクセンサの構成を示す平面図である。
【発明を実施するための形態】
【0009】
〔実施形態1〕
(トルクセンサ)
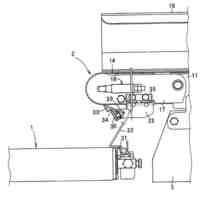
図1は、本開示の実施形態1に係るトルクセンサの構成を示す断面図である。図1に示すトルクセンサ1は、第1フレーム部10A、第2フレーム部10B、第1コア部20A、第2コア部20B、および複数のトルク検出部30を備えている。以下、図1の矢印で示されるように、X軸方向、Y軸方向、およびZ軸方向を定義する。
【0010】
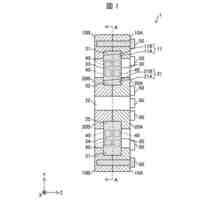
第1フレーム部10Aおよび第2フレーム部10Bは、同心の筒状の形状を有している。ここで、筒状とは、底面と上面との間に中空の貫通孔を有する柱状の形状であって、円筒状に限定されない。図1では、第1フレーム部10Aおよび第2フレーム部10Bの底面は、XY平面に平行である。第1フレーム部10Aおよび第2フレーム部10Bは、底面同士を対向する位置に配置されている。第1フレーム部10Aは、その底面のうち内縁周辺にZ軸方向に凹んだ凹部11Aを有している。一方、第2フレーム部10Bは、その底面のうち内縁周辺にZ軸方向に凹んだ凹部11Bを有している。第1フレーム部10Aおよび第2フレーム部10Bの底面同士が対向する位置に配置されているとき、凹部11Aおよび11Bは、底部同士が対向し、開口の位置が重なり合うことにより、第1凹部11を形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
情報処理装置
27日前
新東工業株式会社
基材及び基材の加工方法
27日前
新東工業株式会社
パレットおよび積載システム
12日前
新東工業株式会社
分級装置及び粉塵固化システム
2か月前
新東工業株式会社
抜枠ユニット、造型機及び抜枠方法
18日前
新東工業株式会社
装置検査システム及び装置検査方法
20日前
新東工業株式会社
搬送装置及びこれを用いた搬送方法
2か月前
新東工業株式会社
装着装置、装着方法及び製品の製造方法
2か月前
東京窯業株式会社
注湯装置
1か月前
新東工業株式会社
アルコール濃度特定装置、サーバ装置、及び管理システム
27日前
新東工業株式会社
検査装置、検査方法及びディスクブレーキプレートの製造方法
2か月前
新東工業株式会社
トルクセンサ、トルク検出部、およびトルクセンサの製造方法
2か月前
新東工業株式会社
インテンシティ測定装置、インテンシティ測定システム、及び、インテンシティ測定方法
4日前
日本精機株式会社
表示装置
6日前
株式会社チノー
測定装置
13日前
有限会社原製作所
検出回路
4日前
株式会社不二越
塵埃噴射装置
26日前
日本無線株式会社
レーダ装置
5日前
株式会社東芝
センサ
26日前
株式会社リコー
光学機器
4日前
日本精機株式会社
二酸化炭素濃度測定器
11日前
株式会社チノー
検量線の取得方法
13日前
日本特殊陶業株式会社
ガスセンサ
25日前
日本特殊陶業株式会社
ガスセンサ
26日前
大和製衡株式会社
組合せ計量装置
6日前
個人
多段電磁加速による高力積衝撃試験機
19日前
学校法人 中央大学
管内径推定装置
17日前
東洋紡株式会社
ヘムタンパク質の安定化方法
20日前
キヤノン株式会社
光学装置
10日前
スズキ株式会社
ECU交換診断システム
10日前
NISSHA株式会社
ガス検出器
9日前
株式会社村田製作所
厚み測定装置
13日前
本田技研工業株式会社
車載検出器
13日前
株式会社イシダ
X線検査装置
3日前
トヨタ自動車株式会社
鋳巣の強度評価方法
17日前
株式会社アイシン
電流センサ
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ