TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040782
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147800
出願日
2023-09-12
発明の名称
両面粘着テープ、金属板加工品、物品及び改ざん防止テープ
出願人
日榮新化株式会社
代理人
主分類
C09J
7/20 20180101AFI20250317BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】種々の用途で使用できる両面テープを提供する。
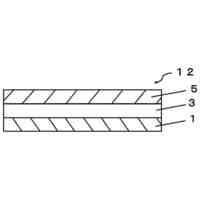
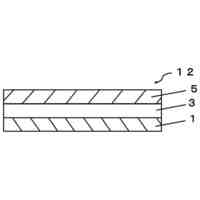
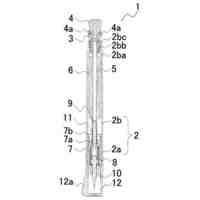
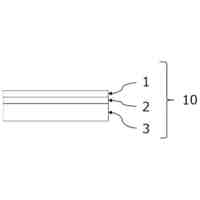
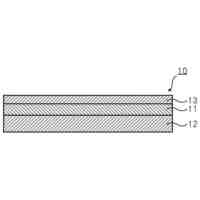
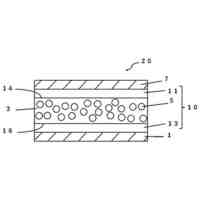
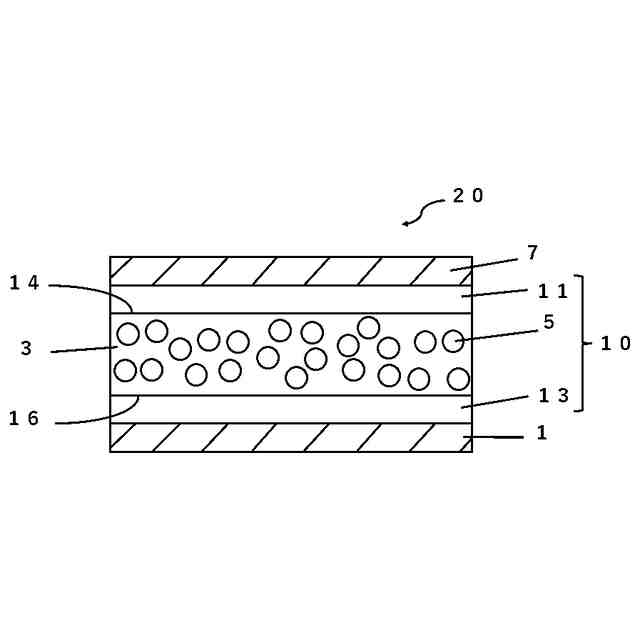
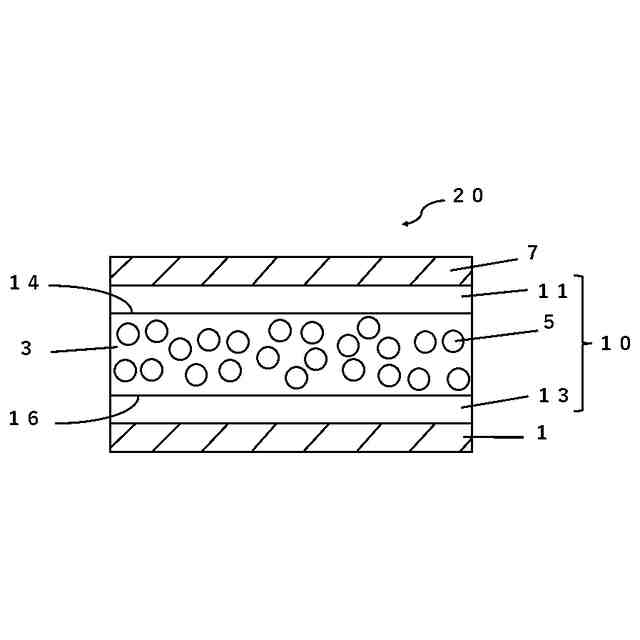
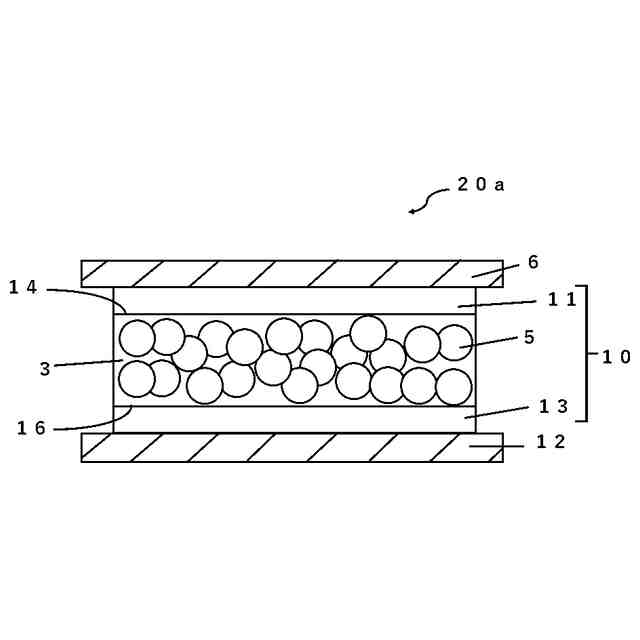
【解決手段】両面粘着テープ10は、第1の主面14と、第2の主面16とを有し、未膨張状態の熱膨張性粒子5を含む樹脂により形成された芯材3と、第1の主面14に形成された第1の粘着剤層11と、芯材の前記第2の主面16に形成された第2の粘着剤層13とを備えている。両面粘着テープ10は、第1の粘着剤層11を覆う第1の剥離ライナー7と、第2の粘着剤層13を覆う第2の剥離ライナー1とをさらに備えた粘着テープ積層体20の形で提供されてもよい。芯材3を形成する樹脂は粘着剤硬化物であってもよい。
【選択図】図1
特許請求の範囲
【請求項1】
第1の主面と、前記第1の主面に対向する第2の主面とを有し、未膨張状態の熱膨張性粒子を含む樹脂により形成された芯材と、
前記芯材の前記第1の主面に形成された第1の粘着剤層と、
前記芯材の前記第2の主面に形成された第2の粘着剤層とを備えている両面粘着テープ。
続きを表示(約 1,000 文字)
【請求項2】
前記芯材は、粘着剤硬化物により形成されている、請求項1に記載の両面粘着テープ。
【請求項3】
前記第1の粘着剤層及び前記第2の粘着剤層は、共に熱膨張性粒子を含んでいない、請求項1に記載の両面粘着テープ。
【請求項4】
前記芯材中の前記熱膨張性粒子を発泡開始温度より10℃以上高い温度で5分間発泡させた場合、(発泡後の前記芯材の厚み)/(発泡前の前記芯材の厚み)の値は、1.5以上20.0以下である、請求項1に記載の両面粘着テープ。
【請求項5】
前記芯材中の前記熱膨張性粒子を発泡開始温度より10℃以上高い温度で5分間発泡させた場合、
前記第1の粘着剤層及び前記第2の粘着剤層の少なくとも一方における、前記熱膨張性粒子を発泡させた後のSUS鋼板に対する23℃、相対湿度50%での24時間経過時の粘着力は、前記熱膨張性粒子を発泡させる前の前記SUS鋼板に対する粘着力の0.1倍以上3.0倍以下である、請求項1に記載の両面粘着テープ。
【請求項6】
前記第1の粘着剤層又は前記第2の粘着剤層をSUS鋼板に貼り合わせ、40℃で荷重を1kgとして50000秒経過した時点での合計ズレ量は25mm以下である、請求項1に記載の両面粘着テープ。
【請求項7】
前記芯材中の前記熱膨張性粒子を発泡させた後において、前記第1の粘着剤層又は前記第2の粘着剤層をSUS鋼板に貼り合わせ、40℃で荷重を1kgとして50000秒経過した時点での合計ズレ量は25mm以下である、請求項1に記載の両面粘着テープ。
【請求項8】
被着体が有する空隙又は第1の被着体と第2の被着体との間の空隙を充填する用途で使用される、請求項1に記載の両面粘着テープ。
【請求項9】
前記芯材の形成に用いられる粘着剤は、前記第1の粘着剤層及び前記第2の粘着剤層の形成に用いられる粘着剤と同一である、請求項1~8のうちいずれか1項に記載の両面粘着テープ。
【請求項10】
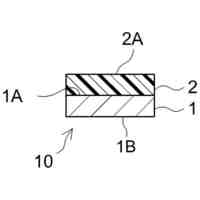
金属板と、
第1の主面と、前記第1の主面に対向する第2の主面とを有し、樹脂により形成された芯材と、前記芯材の前記第1の主面に形成され、前記金属板と貼り合わされた第1の粘着剤層と、前記芯材の前記第2の主面に形成された第2の粘着剤層とを有する両面粘着テープとを備え、
前記芯材は、膨張状態の熱膨張性粒子を含んでいる金属板加工品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示された技術は、種々の用途に用いられる両面粘着テープに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
両面テープを用いて2つの被着体同士を強力に貼り合わせたいというニーズは、建装材だけでなく電子機器や車両の構成部材等、種々の分野・製品で存在する。例えば、特開昭60-019187(特許文献1)には、第1面(表面)に印刷を施した銘板の第2面(裏面)に、被着体に固定するための基材レスタイプの両面テープを貼り付けることが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開昭60-019187
【発明の概要】
【発明が解決しようとする課題】
【0004】
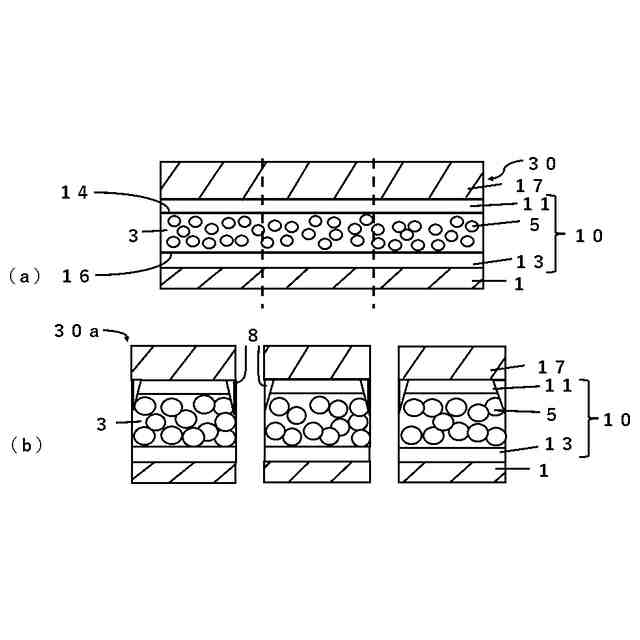
銘板は、大きいサイズの金属板を所定の形状に打ち抜いて作製されるが、ダイ上に載置された金属板を表面側からパンチで打ち抜く際に、作製された銘板周縁部の裏面側にはバリが生じてしまう。銘板の裏面に両面テープを貼り付ける場合、バリの高さが両面テープの厚みよりも高くなると、両面テープの粘着剤層が被着体と接触しなくなり、銘板を被着体に固定するのが困難になる。このようなバリの問題は、レーザー加工により銘板を作製する際にも発生する。
【0005】
このため、現状では銘板に生じたバリを除去する工程を実施した後で、銘板のサイズに合わせて作製された両面テープを貼り付けることで銘板製品を作製している。しかしながら、この方法ではバリ取りの手間がかかる上、個片化された銘板の各々の裏面に両面テープを貼り付ける必要がある。そこで、金属板の裏面に両面テープを貼り付けた後で打ち抜き加工を行うことで、多数の銘板製品を少ない工数で作製できる方法の開発が望まれている。
【0006】
両面テープは銘板製品以外の用途でも多く使用され、解決すべき課題は用途によって異なっている。
【0007】
上記の課題に鑑みて、本発明の目的は、新規の用途を含む種々の用途で使用できる両面テープを開発することにある。
【課題を解決するための手段】
【0008】
本明細書に開示された両面粘着テープの一例は、第1の主面と、前記第1の主面に対向する第2の主面とを有し、未膨張状態の熱膨張性粒子を含む樹脂により形成された芯材と、前記芯材の前記第1の主面に形成された第1の粘着剤層と、前記芯材の前記第2の主面に形成された第2の粘着剤層とを備えている。
【0009】
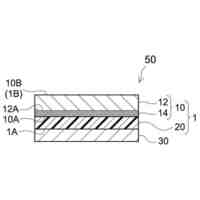
本明細書に開示された金属板加工品の一例は、金属板と、第1の主面と、前記第1の主面に対向する第2の主面とを有し、樹脂により形成された芯材と、前記芯材の前記第1の主面に形成され、前記金属板と貼り合わされた第1の粘着剤層と、前記芯材の前記第2の主面に形成された第2の粘着剤層とを有する両面粘着テープとを備えている。前記芯材は、膨張状態の熱膨張性粒子を含んでいる。
【0010】
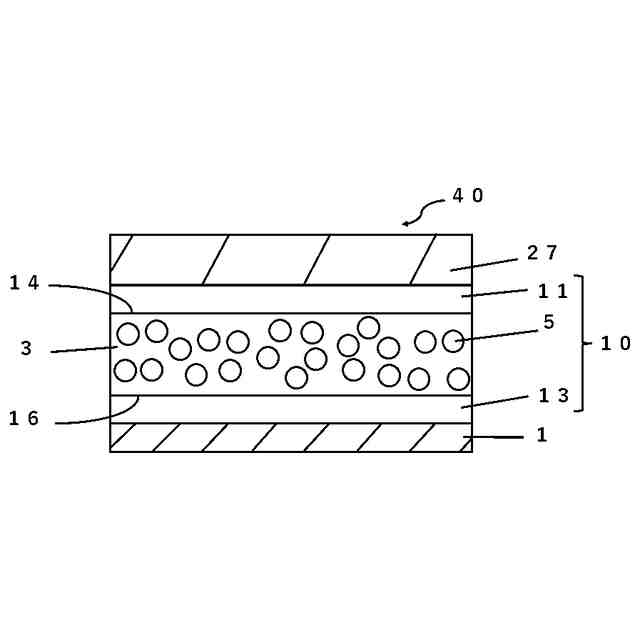
本明細書に開示された物品の一例は、空隙が形成された被着体、及び互いに隙間を空けて配置された第1の被着体並びに第2の被着体の少なくとも一方と、第1の主面と、前記第1の主面に対向する第2の主面とを有し、樹脂により形成された芯材と、前記芯材の前記第1の主面に形成された第1の粘着剤層と、前記芯材の前記第2の主面に形成された第2の粘着剤層とを有する両面粘着テープとを備えている。前記芯材は、膨張後の熱膨張性粒子を含んでおり、前記両面粘着テープは、前記被着体の空隙又は前記第1の被着体と前記第2の被着体との間の空隙を充填している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日榮新化株式会社
粘着シート及びこれを用いた加飾粘着シート
10日前
日榮新化株式会社
粘着シート及びこれを用いた加飾粘着シート
10日前
日榮新化株式会社
両面粘着テープ、金属板加工品、物品及び改ざん防止テープ
2か月前
日榮新化株式会社
リサイクル用剥離シート及びこれを用いた樹脂シート積層体
4日前
個人
消火塗料
1か月前
個人
粘着テープ
1か月前
ベック株式会社
被覆材
1か月前
ぺんてる株式会社
固形描画材
1か月前
三商株式会社
屋外用塗料組成物
1か月前
アイカ工業株式会社
パテ組成物
1か月前
ぺんてる株式会社
水性インキ組成物
18日前
株式会社エフコンサルタント
被覆材
1か月前
アイカ工業株式会社
光硬化型圧着組成物
2か月前
コニシ株式会社
プライマー組成物
2か月前
JNC株式会社
光硬化型導電性ペースト
7日前
アイカ工業株式会社
ホットメルト組成物
今日
株式会社大阪ソーダ
撥水撥油性表面処理剤
2か月前
花王株式会社
レオロジー改質剤
1か月前
デンカ株式会社
蛍光体粉末
1か月前
アイカ工業株式会社
バランスウエイト用組成物
2か月前
個人
レンズ用防曇剤
21日前
花王株式会社
液状レオロジー改質剤
1か月前
TOTO株式会社
部材
2か月前
日東電工株式会社
粘着シート
10日前
TOTO株式会社
設備
2か月前
大日本印刷株式会社
塗工液及び容器
2か月前
旭化成株式会社
包装材
25日前
積水化学工業株式会社
再剥離粘着テープ
26日前
artience株式会社
コーティング剤及び包装材
2か月前
日東電工株式会社
表面保護シート
1か月前
artience株式会社
水性粘着剤及び粘着シート
4日前
ダイキン工業株式会社
表面処理剤
2か月前
御国色素株式会社
黒色顔料及び黒色顔料分散液
1か月前
ダイキン工業株式会社
撥水剤組成物
25日前
三菱ケミカル株式会社
粘着剤組成物及びその用途
27日前
三菱ケミカル株式会社
粘着剤組成物及びその用途
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ