TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040566
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147446
出願日
2023-09-12
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/304 20060101AFI20250317BHJP(基本的電気素子)
要約
【課題】特殊な機構の加工装置を用いることなく、端材の発生を抑制することができる加工方法を提供すること。
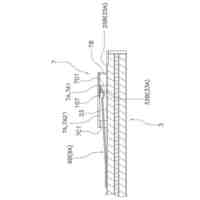
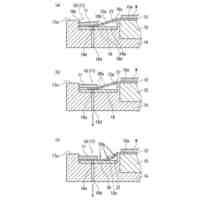
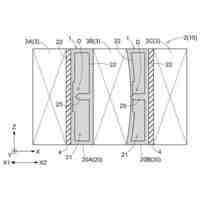
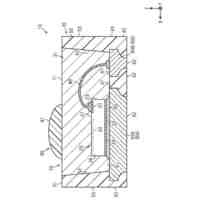
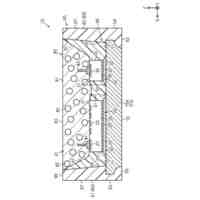
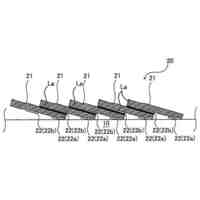
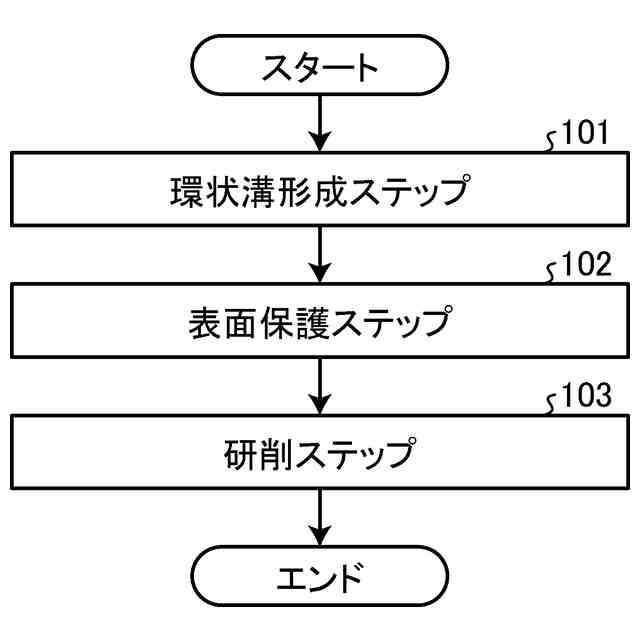
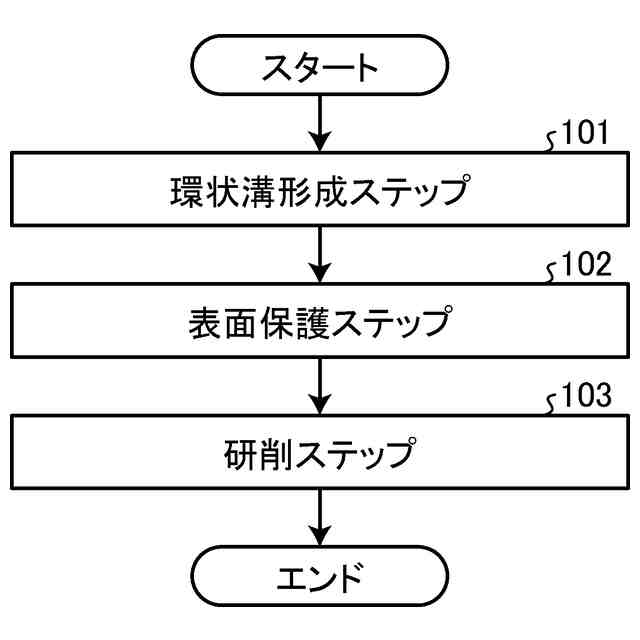
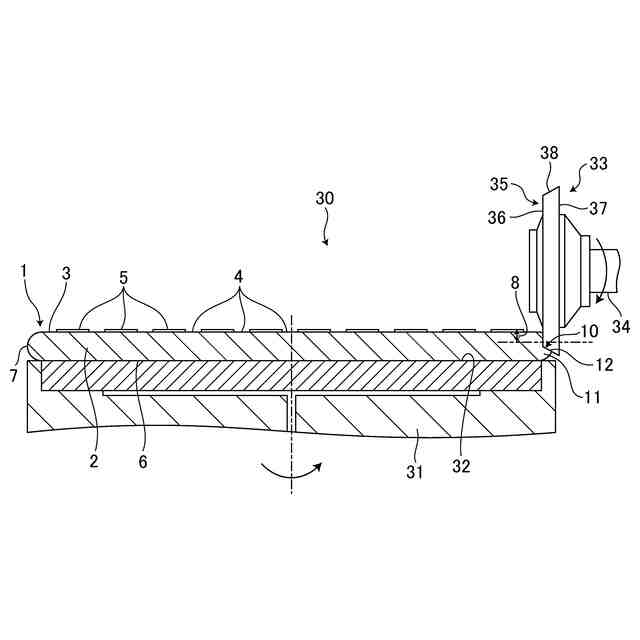
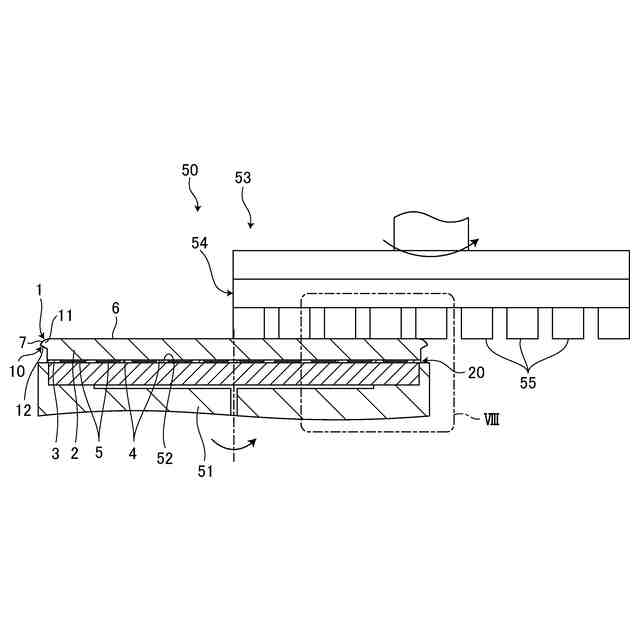
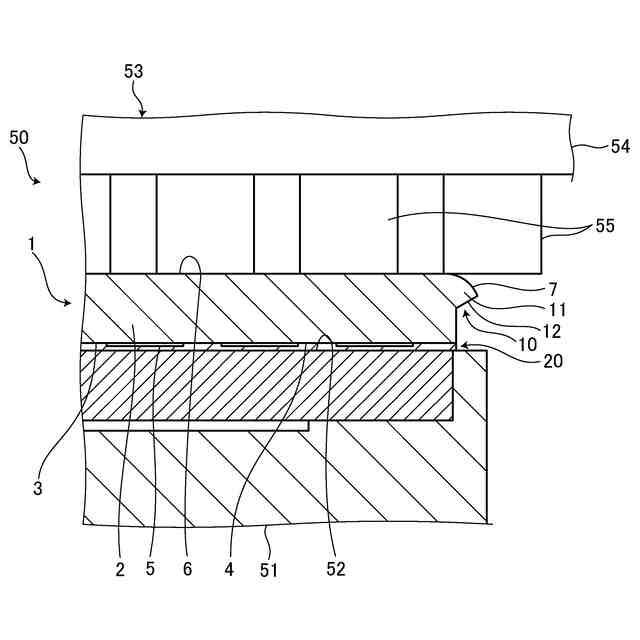
【解決手段】加工方法は、ウェーハの表面側からウェーハの外周縁に沿って所定厚みに至る環状溝を形成するとともに環状溝の下方に残存部を形成する環状溝形成ステップ101と、環状溝は、溝底がウェーハの中心側からウェーハの外周縁側に向かって裏面側との距離が近づくとともにウェーハの厚み方向における溝底の位置が幅方向で異なるよう形成され、環状溝形成ステップ101を実施した後、ウェーハの裏面に研削砥石を当接させるとともに研削砥石をウェーハの厚み方向に研削送りすることでウェーハの裏面側を研削しつつ残存部を粉砕除去してウェーハを所定厚みへと薄化する研削ステップ103と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
第1面と、該第1面の背面の第2面と、を有し、外周に面取り部が形成されたウェーハの該第2面を研削して所定厚みへと薄化する加工方法であって、
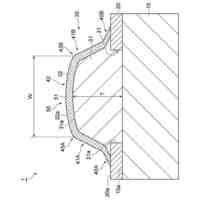
ウェーハの該第1面側からウェーハの外周縁に沿って該所定厚みに至る環状溝を形成するとともに該環状溝の下方に残存部を形成する環状溝形成ステップと、
該環状溝は、溝底がウェーハの中心側からウェーハの外周縁側に向かって該第2面側との距離が近づくとともにウェーハの厚み方向における該溝底の位置が幅方向で異なるよう形成され、
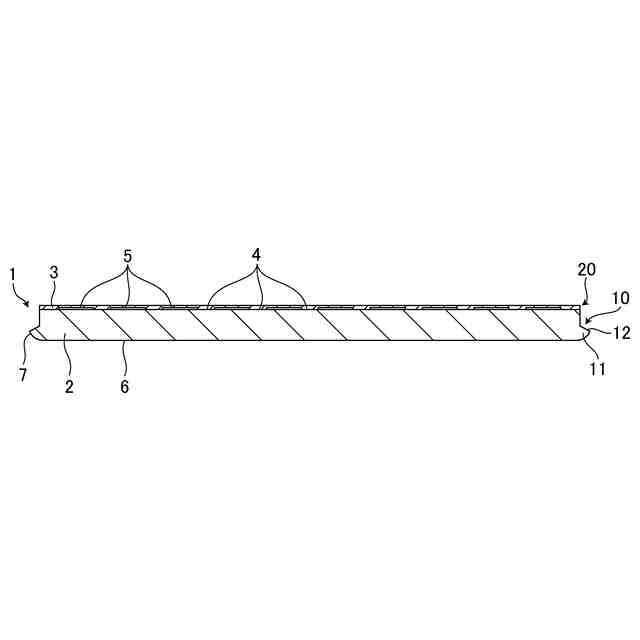
該環状溝形成ステップを実施した後、ウェーハの該第2面に研削砥石を当接させるとともに該研削砥石をウェーハの厚み方向に研削送りすることでウェーハの該第2面側を研削しつつ該残存部を粉砕除去してウェーハを該所定厚みへと薄化する研削ステップと、を備えた加工方法。
続きを表示(約 190 文字)
【請求項2】
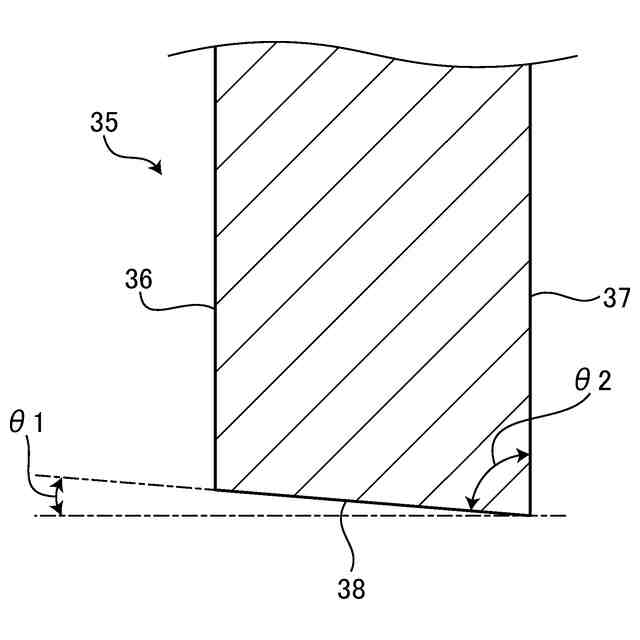
該環状溝形成ステップでは、第1面と該第1面の背面の第2面とを有し、該第2面側の直径は該第1面側の直径よりも大きい値に設定された先端の断面が片V形状の切削ブレードでウェーハを切削する、請求項1に記載の加工方法。
【請求項3】
該環状溝形成ステップでは、切削ブレードで該環状溝の幅方向で異なる位置を異なる切り込み深さで切削する、請求項1に記載の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外周に面取り部が形成されたウェーハの加工方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
半導体ウェーハを研削装置で研削する際のエッジ欠けを防止すべく、半導体ウェーハの面取り部をトリミングする所謂エッジトリミングが広く行われている。
【0003】
しかし、エッジトリミングを施したウェーハを研削装置で研削すると、トリミングされたウェーハの外周部分が割れて孤状の端材がウェーハから落下する。そして、端材が研削装置のウォーターケースと呼ばれる加工室内の排水口に溜まり、加工水の排出を阻害してしまうという問題がある。
【0004】
そこで、端材を粉砕して、端材の発生を抑制することができる機構を備えた加工装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2021-109278号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特殊な機構の加工装置を用いることなく、端材の発生を抑制することができることが切望されている。
【0007】
本発明の目的は、特殊な機構の加工装置を用いることなく、端材の発生を抑制することができる加工方法を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の加工方法は、第1面と、該第1面の背面の第2面と、を有し、外周に面取り部が形成されたウェーハの該第2面を研削して所定厚みへと薄化する加工方法であって、ウェーハの該第1面側からウェーハの外周縁に沿って該所定厚みに至る環状溝を形成するとともに該環状溝の下方に残存部を形成する環状溝形成ステップと、該環状溝は、溝底がウェーハの中心側からウェーハの外周縁側に向かって該第2面側との距離が近づくとともにウェーハの厚み方向における該溝底の位置が幅方向で異なるよう形成され、該環状溝形成ステップを実施した後、ウェーハの該第2面に研削砥石を当接させるとともに該研削砥石をウェーハの厚み方向に研削送りすることでウェーハの該第2面側を研削しつつ該残存部を粉砕除去してウェーハを該所定厚みへと薄化する研削ステップと、を備えたことを特徴とする。
【0009】
前記加工方法において、該環状溝形成ステップでは、第1面と該第1面の背面の第2面とを有し、該第2面側の直径は該第1面側の直径よりも大きい値に設定された先端の断面が片V形状の切削ブレードでウェーハを切削しても良い。
【0010】
前記加工方法において、該環状溝形成ステップでは、切削ブレードで該環状溝の幅方向で異なる位置を異なる切り込み深さで切削しても良い。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
汎用型電気プラグ
9日前
キヤノン株式会社
通信装置
3日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
太陽誘電株式会社
コイル部品
9日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
富士通株式会社
冷却モジュール
4日前
タイガースポリマー株式会社
2次電池
11日前
オムロン株式会社
回路部品
4日前
株式会社東京精密
ワーク保持装置
2日前
日本電気株式会社
光学モジュール
3日前
TDK株式会社
コイル部品
3日前
富士電機株式会社
電磁接触器
9日前
オムロン株式会社
電磁継電器
4日前
三菱電機株式会社
半導体装置
4日前
ニチコン株式会社
コンデンサ
10日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
株式会社東芝
半導体装置
11日前
新電元工業株式会社
磁性部品
11日前
富士電機株式会社
回路遮断器
4日前
オムロン株式会社
電磁継電器
4日前
株式会社東芝
半導体装置
2日前
トヨタバッテリー株式会社
二次電池
5日前
TDK株式会社
電子部品
12日前
株式会社アイシン
冷却器
5日前
日亜化学工業株式会社
発光装置
9日前
ローム株式会社
半導体発光装置
2日前
TDK株式会社
電子部品
2日前
ローム株式会社
半導体発光装置
2日前
TDK株式会社
電子部品
9日前
TDK株式会社
電子部品
4日前
株式会社プロテリアル
マトリックストランス
10日前
矢崎総業株式会社
シールド電線
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ