TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040294
公報種別
公開特許公報(A)
公開日
2025-03-24
出願番号
2023147122
出願日
2023-09-11
発明の名称
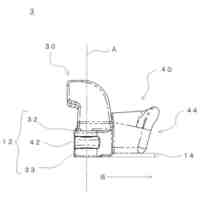
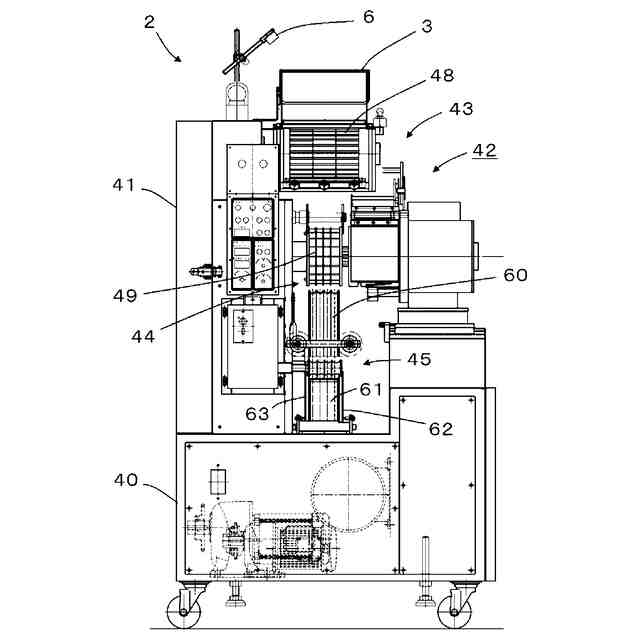
串刺食品製造装置および串刺食品製造システム
出願人
株式会社飯田製作所
代理人
個人
主分類
A21C
11/00 20060101AFI20250314BHJP(ベイキング;生地製造または加工の機械あるいは設備;ベイキングの生地)
要約
【課題】仕上げロールおよび仕上げガイドの加工性を損なわず、破損し難く、且つ脱着を容易に行うことが可能な串刺食品製造装置を提供する。
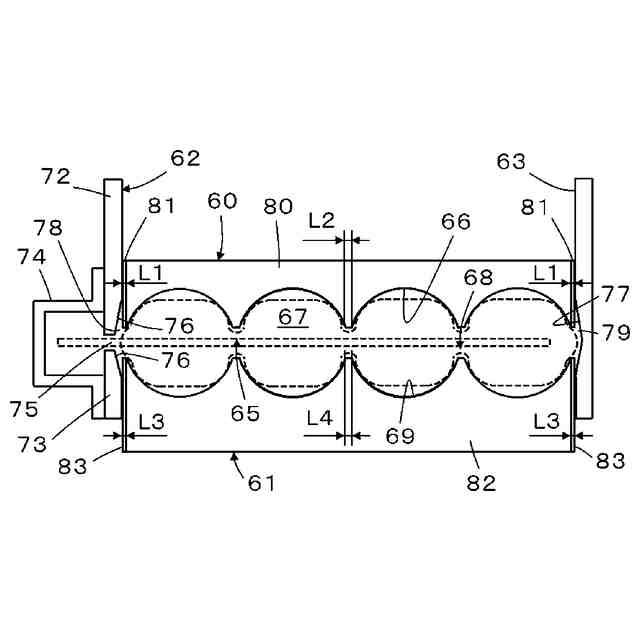
【課題手段】仕上げロール60は、軽金属によって形成されたロール本体80と、硬い重金属によって形成された1対のロール端面板部81とから構成される。1対のロール端面板部81は、ロール本体80の両端面にそれぞれ重なって固定されてロール本体80と一体化している。仕上げガイド61は、軽金属によって形成されたガイド本体82と、硬い重金属によって形成された1対のガイド端面板部83とから構成される。1対のガイド端面板部83は、ガイド本体82の両端面にそれぞれ重なって固定されてガイド本体82と一体化している。
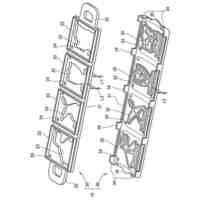
【選択図】図11
特許請求の範囲
【請求項1】
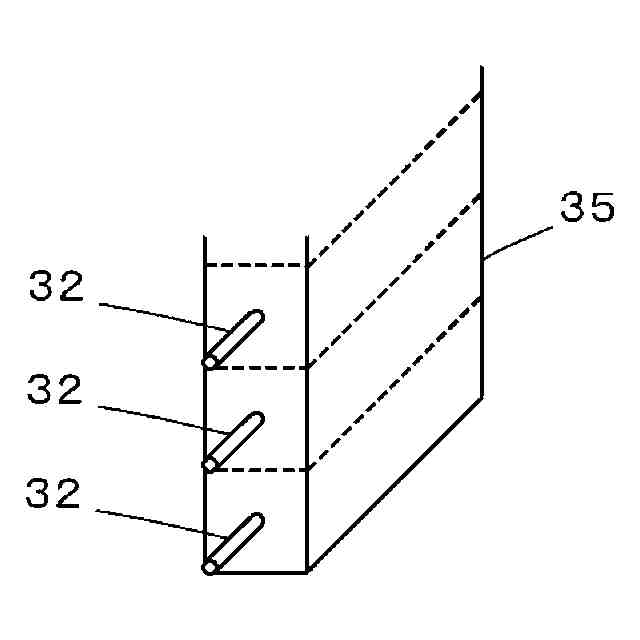
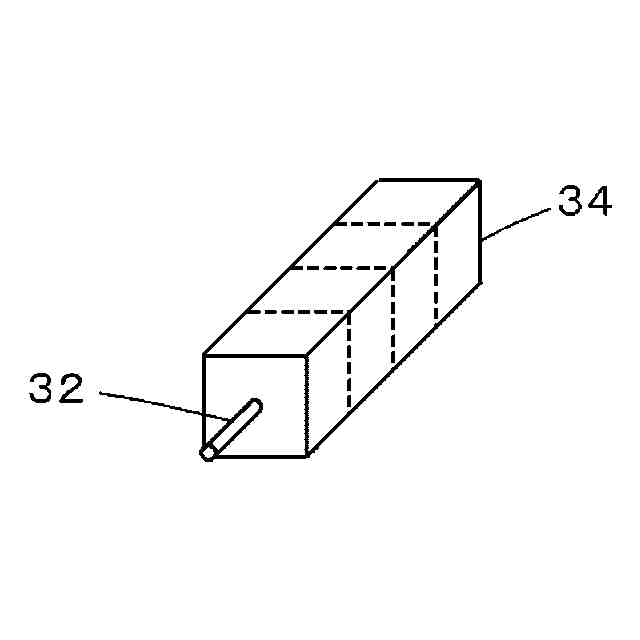
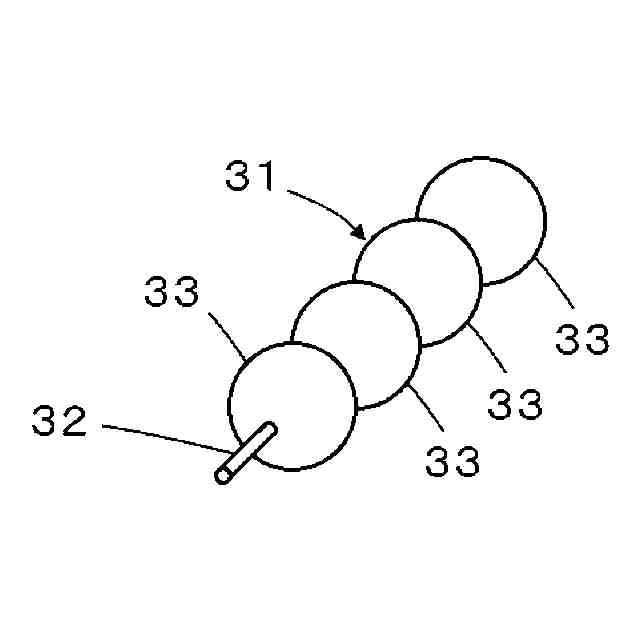
2以上の所定数の球状食品が串に刺された状態で直列状に並ぶ串刺食品を、前記串が刺された非球状食品生地から成形する串刺食品製造装置であって、
仕上げロールと、仕上げガイドと、第1規制部材と、第2規制部材と、を備え、
前記仕上げロールは、第1成形型を外周面に有し、回転軸を中心として回転可能に基台側に支持され、
前記第1成形型には、前記回転軸の軸方向に並ぶ円環状の第1成形溝が前記所定数設けられ、
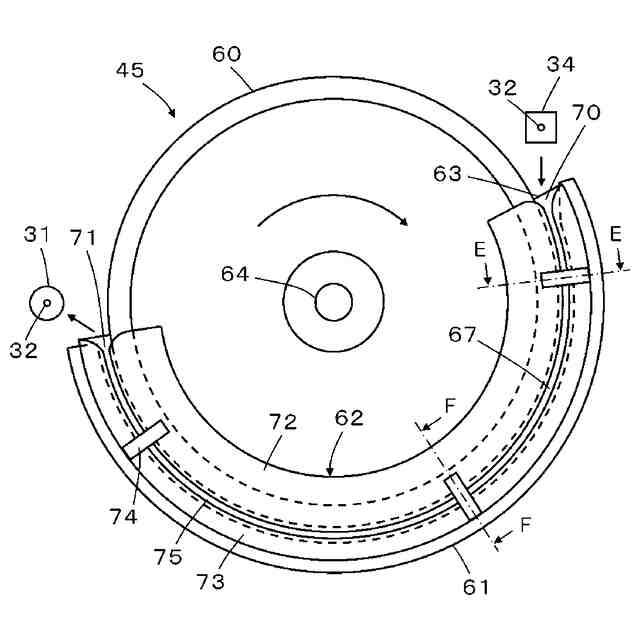
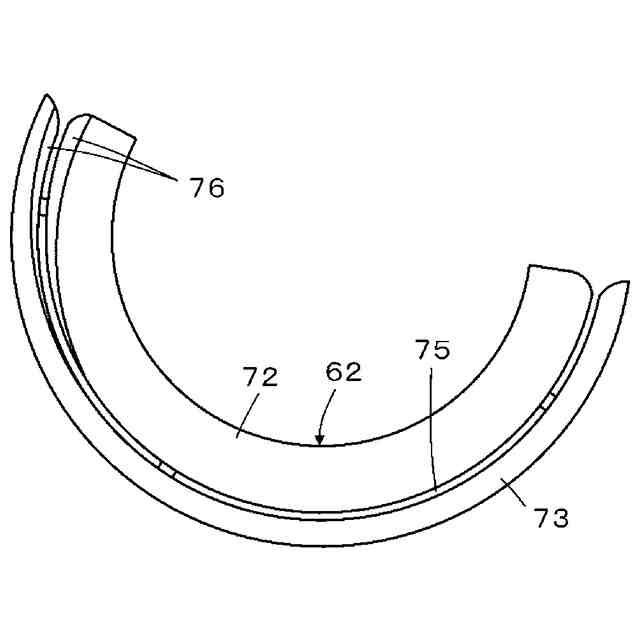
前記仕上げガイドは、前記第1成形型から前記仕上げロールの径方向の外側に離間して円弧状に延び、前記第1成形型との間に成形通路を形成する第2成形型を、前記仕上げロールの前記外周面との対向面に有し、前記基台側に固定され、
前記第2成形型には、前記軸方向に並び、前記径方向の外側から前記第1成形溝に対向する第2成形溝が前記所定数設けられ、
前記成形通路は、前記第2成形型の周方向一端側の入口開口から周方向他端側の出口開口まで円弧状に延び、
前記非球状食品生地が前記入口開口から前記成形通路へ進入し、回転する前記仕上げロールによって前記出口開口まで送られると、前記非球状食品生地は、前記第1成形型および前記第2成形型によって前記串刺食品に成形され、
前記第1規制部材は、前記仕上げロールおよび前記仕上げガイドの前記軸方向の一側に隣接して配置されて前記基台側に固定され、前記串が移動する串移動溝を有するとともに、前記成形通路の前記軸方向の前記一側の開口幅を狭め、
前記第2規制部材は、前記仕上げロールおよび前記仕上げガイドの前記軸方向の他側に隣接して配置されて前記基台側に固定され、前記成形通路の前記軸方向の前記他側を閉止し、
前記仕上げロールは、軽金属によって形成されたロール本体と、前記ロール本体よりも硬い重金属によって形成された1対の板状のロール端面板部とから構成され、
前記1対のロール端面板部は、前記ロール本体の前記軸方向の両端面のうち少なくとも前記第1成形型を構成する領域にそれぞれ重なって固定されて前記ロール本体と一体化し、
前記仕上げガイドは、軽金属によって形成されたガイド本体と、前記ガイド本体よりも硬い重金属によって形成された1対の板状のガイド端面板部とから構成され、
前記1対のガイド端面板部は、前記ガイド本体の前記軸方向の両端面のうち少なくとも前記第2成形型を構成する領域にそれぞれ重なって固定されて前記ガイド本体と一体化している
ことを特徴とする串刺食品製造装置。
続きを表示(約 1,700 文字)
【請求項2】
請求項1に記載の串刺食品製造装置であって、
前記ロール端面板部の板厚は、隣接する2つの前記第1成形溝の間の距離よりも小さく、
前記ガイド端面板部の板厚は、隣接する2つの前記第2成形溝の間の距離よりも小さい
ことを特徴とする串刺食品製造装置。
【請求項3】
請求項1または請求項2に記載の串刺食品製造装置と、
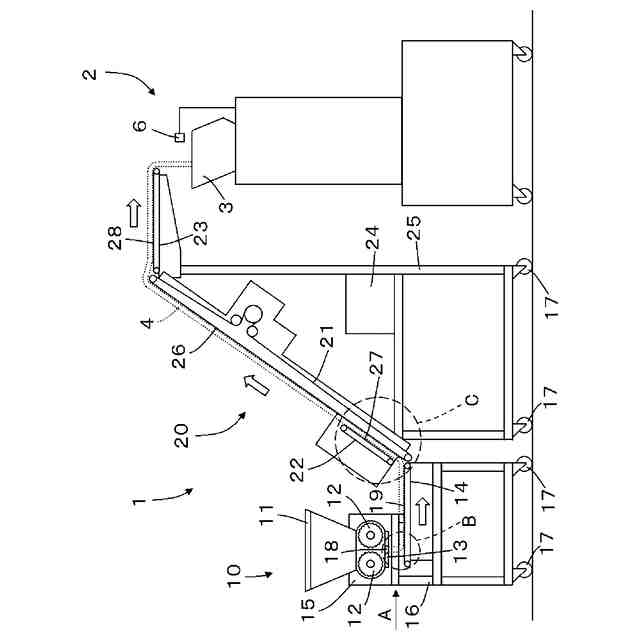
前記串刺食品の成形に用いる食品生地を前記串刺食品成形装置の成形生地投入ホッパーに投入するために、前記食品生地を前記成形生地投入ホッパーよりも上方の高さ位置まで搬送する食品生地搬送装置と、を備え、
前記食品生地搬送装置は、
前記成形生地投入ホッパーよりも下方の高さ位置に配置され、前記食品生地が投入される搬送生地投入ホッパーと、
前記搬送生地投入ホッパーに投入された前記食品生地を、棒状または帯状に連続する連続状態の搬送対象生地として押出す押出し手段と、
略水平に移動する下搬送面を構成するベルト上面を有し、前記押出し手段から押出されて前記下搬送面上に落下した前記搬送対象生地を、前記下搬送面の下流端に向けて前記連続状態を維持したまま略水平方向に搬送する下コンベアと、
水平方向に対して斜め上方へ移動する傾斜搬送面を構成するベルト上面を有し、前記傾斜搬送面の下流端が前記成形生地投入ホッパーよりも上方の高さ位置に配置され、前記下搬送面の前記下流端に搬送されて前記傾斜搬送面上に到達した前記搬送対象生地を、前記連続状態を維持したまま前記傾斜搬送面の前記下流端に向けて搬送する傾斜コンベアと、
前記傾斜搬送面の少なくとも下部領域に対向配置され、前記搬送対象生地を前記傾斜搬送面との間で挟んで押し潰しながら斜め上方へ搬送する押圧搬送手段と、を備える
ことを特徴とする串刺食品製造システム。
【請求項4】
請求項1または請求項2に記載の串刺食品製造装置と、
前記串刺食品の成形に用いる第1および第2の食品生地を前記串刺食品成形装置の成形生地投入ホッパーの第1および第2の蓄積領域にそれぞれ投入するために、前記食品生地を前記成形生地投入ホッパーよりも上方の高さ位置まで搬送する食品生地搬送装置と、を備え、
前記食品生地搬送装置は、
前記成形生地投入ホッパーよりも下方の高さ位置に配置され、前記第1の食品生地が投入される第1の搬送生地投入ホッパーと、
前記第1の搬送生地投入ホッパーに投入された前記第1の食品生地を、棒状または帯状に連続する連続状態の第1の搬送対象生地として押出す第1の押出し手段と、
前記成形生地投入ホッパーよりも下方の高さ位置に配置され、前記第2の食品生地が投入される第2の搬送生地投入ホッパーと、
前記第2の搬送生地投入ホッパーに投入された前記第2の食品生地を、棒状または帯状に連続する連続状態の第2の搬送対象生地として押出す第2の押出し手段と、
略水平に移動する下搬送面を構成するベルト上面を有し、前記第1および第2の押出し手段から前記下搬送面上にそれぞれ押出された前記第1および第2の搬送対象生地を、ベルト幅方向に離間して並んだ状態で前記下搬送面の下流端に向けて前記連続状態を維持したまま略水平方向に搬送する下コンベアと、
水平方向に対して斜め上方へ移動する傾斜搬送面を構成するベルト上面を有し、前記傾斜搬送面の下流端が前記成形生地投入ホッパーよりも上方の高さ位置に配置され、前記下搬送面の前記下流端に搬送されて前記傾斜搬送面上に到達した前記第1および第2の搬送対象生地を、ベルト幅方向に離間して並んだ状態と前記連続状態とを維持したまま前記傾斜搬送面の前記下流端に向けて搬送する傾斜コンベアと、
前記傾斜搬送面の少なくとも下部領域に対向配置され、前記第1および第2の搬送対象生地を前記傾斜搬送面との間で挟んで押し潰しながら斜め上方へ搬送する押圧搬送手段と、を備える
ことを特徴とする串刺食品製造システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、串刺団子などの串刺食品を製造する串刺食品製造装置および串刺食品製造システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、複数の球状の団子が串に刺された状態で直列状に並ぶ串刺団子の製造装置が記載されている。この製造装置は、仕上げロール(整形ロール)と仕上げガイド(ロール受)とを備える。仕上げロールの外周部には4列の第1成形溝(整形溝部)が形成されている。仕上げガイドの内面側は、仕上げロールに対向して仕上げロールの外周に沿う。仕上げガイドの内面には、仕上げロールの各第1成形溝と対となる第2成形溝(整形溝部)が形成されている。対となる第1成形溝と第2成形溝とによって成形通路(整形部)が形成される。串に刺された棒状の団子生地(串刺棒状団子生地)が仕上げロールの回転により成形通路を通過すると、串刺棒状団子生地が4つに分割され、分割された各々が丸い形の団子に成形される。
【0003】
成形通路の側方には、串刺棒状団子生地の端部を成形通路へ押し込むための処理板が設けられる。刺棒状団子生地の端部が処理板によって成形通路へ押し込まれるので、処理板と対向する団子の端面を凹凸の無い滑らかな曲面形状に仕上げることができる。
【先行技術文献】
【特許文献】
【0004】
実開平3-24895号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般に、串刺団子の生産終了後は、清掃のため仕上げロールおよび仕上げガイドを基台側から取り外す。取り外した仕上げロールや仕上げガイドを煮沸殺菌する場合もある。清掃後は、仕上げロールや仕上げガイドを基台側に取り付ける。清掃時の脱着性や装置製造時の加工性を考慮すると、仕上げロールや仕上げガイドをアルミニウム合金などの軽金属で形成することが好ましい。
【0006】
また、処理板による団子の端面の仕上げ効果を高めるためには、処理板が配置される仕上げロールの端面と第1成形溝の端縁との距離(ロール末端幅)、および処理板が配置される仕上げガイドの端面と第2成形溝の端縁との距離(ガイド末端幅)は、何れも短縮することが好ましい。
【0007】
しかし、ロール末端幅およびガイド末端幅を短縮すると、仕上げロールおよび仕上げガイドの脱着時や煮沸殺菌時等に、仕上げロールの端面縁部や仕上げガイドの端面縁部が破損し易くなる。
【0008】
そこで本発明は、仕上げロールおよび仕上げガイドの加工性を損なわず、破損し難く、且つ脱着を容易に行うことが可能な串刺食品製造装置を提供することを第1の目的とする。
【0009】
また本発明は、設置面積を小さく抑えつつ、串刺食品製造装置への生地投入時の作業労力を軽減することができ、残材が生じ難く、且つ清掃作業を容易に行うことが可能な串刺食品製造システムを提供することを第2の目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成すべく、本発明の第1の態様は、2以上の所定数の球状食品が串に刺された状態で直列状に並ぶ串刺食品を、前記串が刺された非球状食品生地から成形する串刺食品製造装置であって、仕上げロールと、仕上げガイドと、第1規制部材と、第2規制部材と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
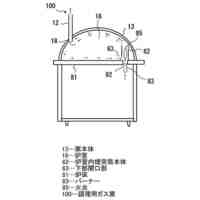
調理用ガス窯
1か月前
個人
装飾ケーキの製造方法
3か月前
不二製油株式会社
パン類の製造方法
1か月前
理研ビタミン株式会社
ケーキの製造方法
8か月前
学校法人甲子園学院
カヌレの製造法
5か月前
不二製油株式会社
食物繊維含有ペストリー類
1か月前
エムケー精工株式会社
羽根および食品調整装置
9か月前
個人
クッキーの製造方法
9か月前
不二製油株式会社
焼成後冷凍複合ベーカリー食品
1か月前
日清食品ホールディングス株式会社
麺帯カット装置
7か月前
日本製紙株式会社
菓子用スポンジ生地
1か月前
株式会社NINZIA
蒟蒻食材を含む食品など
25日前
日清食品ホールディングス株式会社
麺線群の搬送装置
1か月前
日清食品ホールディングス株式会社
麺帯の厚み測定装置
7か月前
日清製粉株式会社
ベーカリー食品の製造方法
7か月前
個人
多重積層パイ生地を用いた焼き菓子の製造方法
4か月前
日清製粉株式会社
ベーカリー食品の製造方法
7か月前
日清製粉株式会社
ベーカリー食品の製造方法
1か月前
株式会社カネカ
冷凍用パン生地
7か月前
株式会社ニチレイフーズ
麺食品を製造する方法
9か月前
株式会社 不二商会
バウムクーヘン自動焼成システム
4か月前
株式会社オシキリ
焼成装置、焼成制御方法、プログラム
3か月前
地方独立行政法人 岩手県工業技術センター
菓子成型器
7か月前
日油株式会社
製菓用改質剤
9か月前
株式会社ADEKA
練りパイ用添加剤
5か月前
ナガセヴィータ株式会社
シュー生地
1か月前
三菱商事ライフサイエンス株式会社
多加水パンに添加できる発酵種
4か月前
株式会社ADEKA
冷凍パン生地改良剤
5か月前
松谷化学工業株式会社
パン類、及びパン類の伸びを増大させる方法
7か月前
株式会社カネカ
多加水パン生地用改良剤
1か月前
株式会社カネカ
多加水パン生地用改良剤
1か月前
日清食品ホールディングス株式会社
麺線群のウエーブの自動形成装置
1か月前
日油株式会社
ピザ生地用改質剤
7か月前
株式会社大和製作所
麺丸め装置
26日前
日油株式会社
製菓用グルテン改質剤
1か月前
日清製粉株式会社
ベーカリー食品用小麦粉
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ