TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102554
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023220071
出願日
2023-12-26
発明の名称
バウムクーヘン自動焼成システム
出願人
株式会社 不二商会
代理人
個人
主分類
A21B
5/04 20060101AFI20250701BHJP(ベイキング;生地製造または加工の機械あるいは設備;ベイキングの生地)
要約
【課題】 焼成炉内のエリアごとの焼成温度制御、バウムクーヘンの外径・焼き色制御、工数低減ができるバウムクーヘン自動焼成システムを提供する。
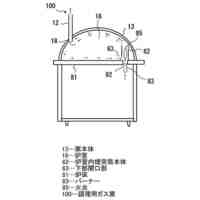
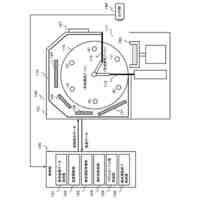
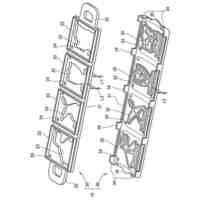
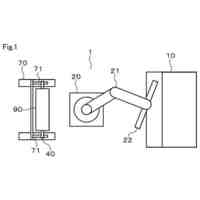
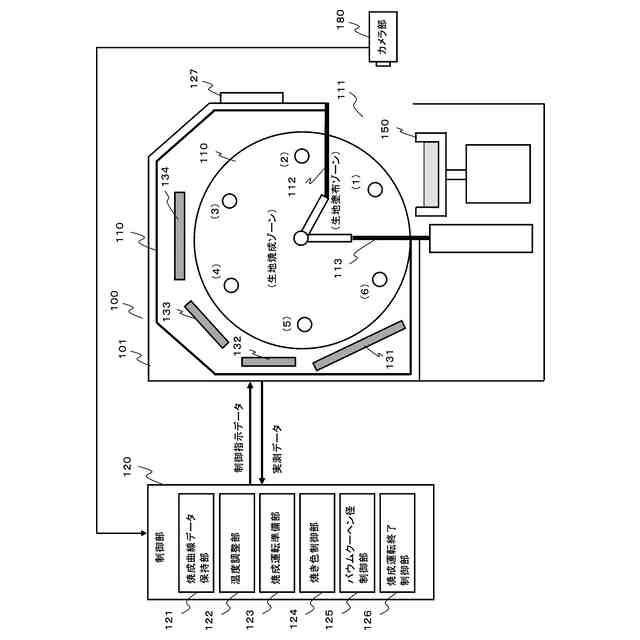
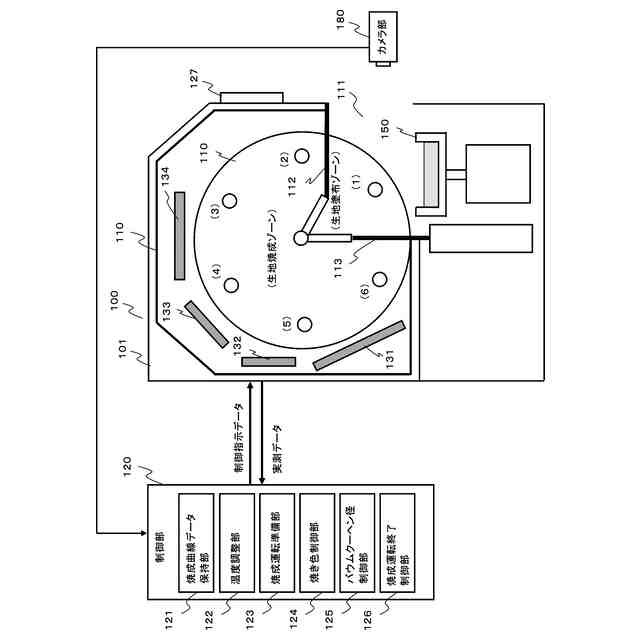
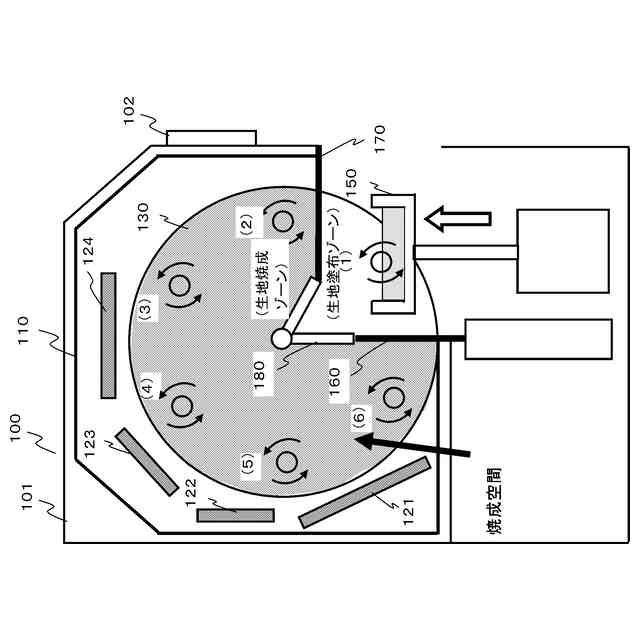
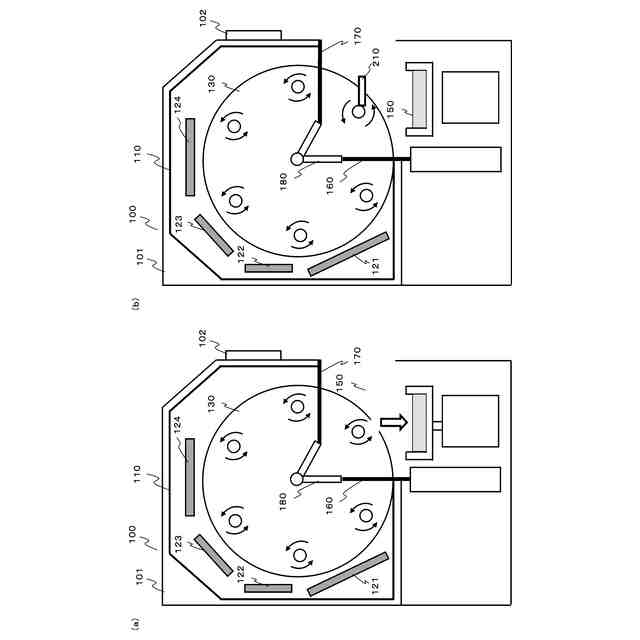
【解決手段】 バウムクーヘン自動焼成システム100において、制御部120と、複数個の温度センサ119と、各々の熱源130と、駆動機構160によって架棒体140の公転運動が制御され、各々の熱源130に対して温度調整を可能とする温度調整部122を備えている。制御部120の焼成曲線データ保持部121に焼成炉110内の位置ごとの目標焼成温度を表わす焼成曲線データを保持しており、焼成運転中の温度センサ119により測定された焼成炉110内の焼成温度と焼成曲線データの目標焼成温度との温度乖離を算出し、温度乖離に従って温度調整部122に各々の熱源130に対する温度調整を指示する。
【選択図】 図1
特許請求の範囲
【請求項1】
制御部と、複数の熱源が搭載された焼成炉と、回転ドラム軸によって回転可能に横架された向かい合う左右一対の回転ドラムと、前記回転ドラム間へ横架される架棒体と、前記回転ドラムによる間欠回転により前記架棒体の位置を前記焼成炉の開口内の下側付近に設けられた第1の公転間欠停止位置から後続の複数の公転間欠停止位置を経て再度前記第1の公転間欠停止位置に来るまで順に公転移動させて周回する公転運動と前記回転ドラムに横架された状態で前記架棒体を自転させる自転運動とを制御する駆動機構と、前記第1の公転間欠停止位置において前記バウムクーヘンの最外層にバウムクーヘン生地を塗布する生地トレイを昇降可能に載置して生地塗布期間に生地トレイを上昇させて非生地塗布期間に前記生地トレイを下降させる生地トレイ昇降装置を備え、複数層で構成されるバウムクーヘンを自動焼成するバウムクーヘン自動焼成システムにおいて、
前記焼成炉の内部の所定の測定位置に各々配置された複数個の温度センサと、
各々の前記熱源が、前記焼成炉の内部において前記架棒体に対向するように前記架棒体の前記公転運動に沿って配設されており、
各々の前記熱源に対して独立して温度の調整を可能とする温度調整部を備えたことを特徴とするバウムクーヘン自動焼成システム。
続きを表示(約 2,100 文字)
【請求項2】
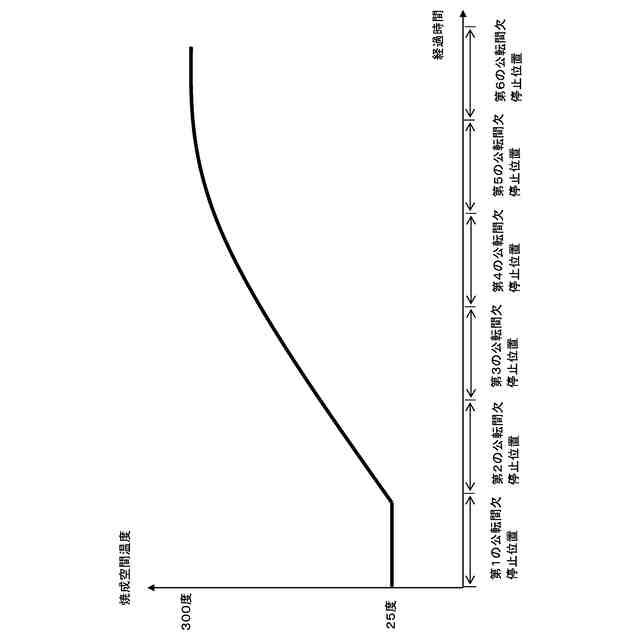
前記制御部が、前記公転運動経路に沿った前記焼成炉内の位置と当該位置における目標焼成温度との関係を表わす焼成曲線データを保持しており、
前記温度調整部が、焼成運転中の各々の前記測定位置において前記温度センサにより測定された前記焼成炉内の焼成温度と前記焼成曲線データの目標焼成温度との温度乖離を算出し、前記温度乖離に従って各々の前記熱源に対する温度調整を指示することを特徴とする請求項1に記載のバウムクーヘン自動焼成システム。
【請求項3】
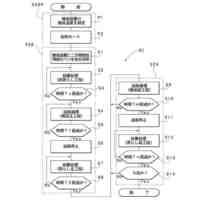
焼成運転開始前の焼成運転準備段階において、前記温度調整部に各々の前記熱源に対する温度調整開始を指示し、各々の前記測定位置において前記温度センサにより測定された前記焼成炉内の焼成温度と前記焼成曲線データの目標焼成温度との温度乖離を算出し、前記温度乖離が所定の範囲に収まるまで前記温度調整部に各々の前記熱源に対する温度調整を実行させ、前記温度乖離が所定の範囲に収まれば、前記焼成運転準備段階が完了して前記焼成運転を開始する焼成運転準備部を備えたことを特徴とする請求項1に記載のバウムクーヘン自動焼成システム。
【請求項4】
焼成中の前記バウムクーヘンを撮像するカメラ部と焼き色制御部を備え、
前記カメラ部の前記撮像データを基に焼成中の前記バウムクーヘンの外径を計測し、前記バウムクーヘンの外径が所定の範囲に到達した場合に、前記バウムクーヘンの焼成済の層数によらず、焼成が完了したとして運転停止処理を開始することを特徴とする請求項1に記載のバウムクーヘン自動焼成システム。
【請求項5】
焼成中の前記バウムクーヘンを撮像するカメラ部とバウムクーヘン径制御部を備え、
前記バウムクーヘン径制御部が、焼成中にかかる前記バウムクーヘンの最外層の生地の焼き色の許容範囲となる焼き色データを保持しており、前記カメラ部の前記撮像データを基に焼成中の前記バウムクーヘンの外層の焼き色を検出し、前記バウムクーヘンの前記焼き色が前記許容範囲の前記焼き色データから乖離していれば、前記焼き色データの乖離に従って前記温度調整部に各々の前記熱源に対する温度調整を指示することを特徴とする請求項1に記載のバウムクーヘン自動焼成システム。
【請求項6】
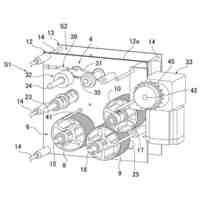
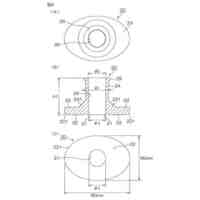
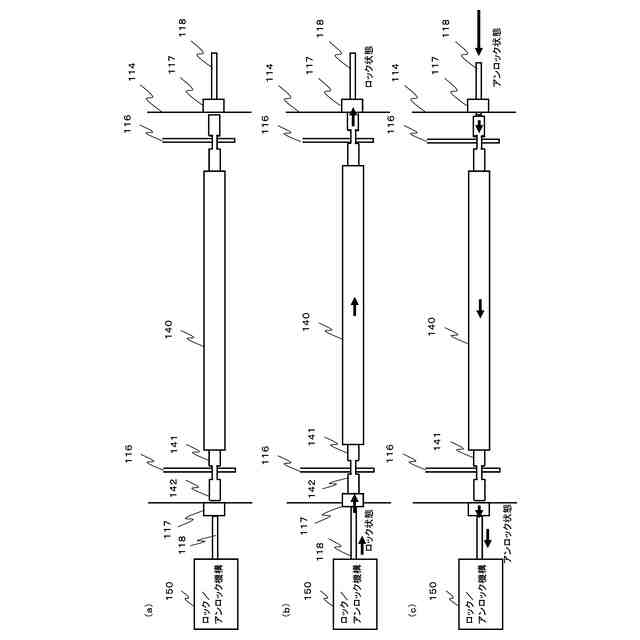
前記架棒体が、前記バウムクーヘンが焼成される中央円筒部と、前記中央円筒部の両端からそれぞれ外に延設されて端部に支架形状が設けられた支持棒を備えた構造であり、
前記回転ドラムが、前記駆動機構の前記公転運動に伴って公転回転をする横架部と、前記横架部の前記公転回転と同一の前記公転運動をし、前記架棒体が下方に落下しないように支持する載置枠を備え、
前記回転ドラムの前記横架部と前記架棒体の前記支架形状を嵌合させて固定するロック状態と、前記架棒体の前記支架形状の前記嵌合を外すアンロック状態を切り替えるロック/アンロック機構を備えたことを特徴とする請求項1に記載のバウムクーヘン自動焼成システム。
【請求項7】
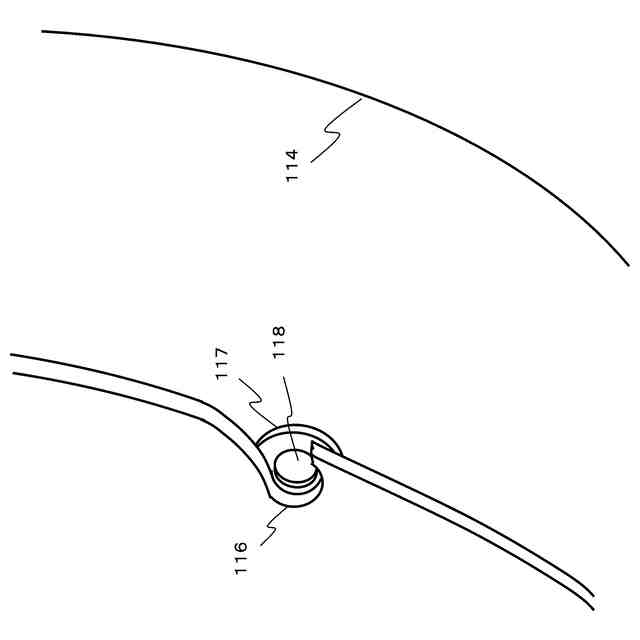
前記回転ドラムが、前記横架部において前記架棒体の前記支架形状に嵌合する凹部を備え、
前記ロック/アンロック機構が、左右一対で対向し合う前記横架部の対向軸を回転軸として前記凹部を回転させる自転制御部と、前記凹部の底面から対向する前記横架部の方向へ突出と縮退が制御できる突出子を備え、
前記ロック状態への遷移において、左右一対で対向し合う前記横架部の一方の前記横架部の前記突出子が突出し、前記載置枠に載置されている前記架棒体を対向し合う他方側の前記横架部に対して押し込んで前記支持棒を当該他方側の前記横架部の前記凹部に嵌合させて固定状態とし、前記自転制御部により前記架棒体が自転を開始し、
前記アンロック状態への遷移において、他方の前記横架部の前記突出子が突出し、押し込まれている前記支持棒を前記一方側に前記横架部の前記凹部の嵌合を離脱させ、前記架棒体を前記載置枠に載置された状態に戻すことを特徴とする請求項6に記載のバウムクーヘン焼成システム。
【請求項8】
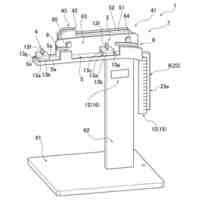
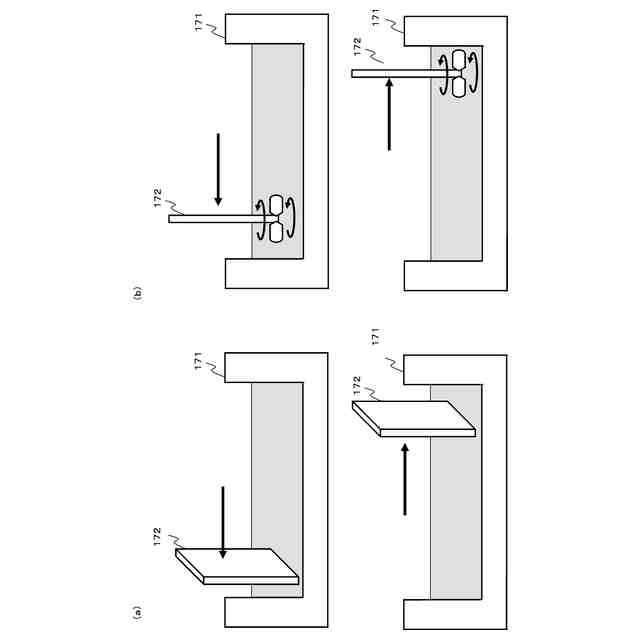
前記生地トレイの生地を撹拌する撹拌アクチュエーターを備え、
前記撹拌アクチュエーターが、前記生地塗布期間において、前記生地トレイに浸漬している前記バウムクーヘンに干渉しない位置に退避し、前記非生地塗布期間において、前記生地トレイの生地を撹拌することを特徴とする請求項1に記載のバウムクーヘン焼成システム。
【請求項9】
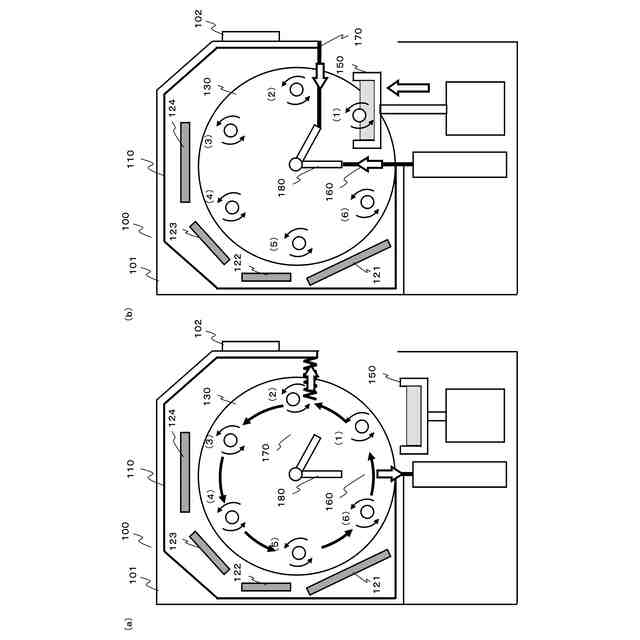
請求項1から8のいずれかに記載のバウムクーヘン焼成システムを複数台並列運転する複数台のバウムクーヘン焼成システムの並列運転システムであって、
各々の前記バウムクーヘン自動焼成システムの運転を連動させる運転制御部を備え、
前記運転制御部により、各々の前記バウムクーヘン自動焼成システムの焼成プロセスの進行が所定の時間差を持つように運転制御することを特徴とする複数台のバウムクーヘン焼成システムの並列運転システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、生地を用いて焼成するバウムクーヘン自動焼成システムに関するものである。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
従来のバウムクーヘン自動焼成システムは、例えば、実公昭46-4878号公報や、特公平7-24532号公報などに開示されているように、焼成炉の内部へ間欠回転可能に軸架された向かい合う左右一対の円形ドラムと、その両円形ドラムの左右相互間へ着脱自在に介挿使用される水平な麺棒とを備え、その麺棒が最下段位置へ到達した一旦停止時に、生地皿から生地を巻き付け状態に塗布されて、上記焼成炉の内部において自転しながら公転する運動中に、その生地を焼成する。このようなサイクルを繰り返すことにより、上記生地が樹木の年輪状に積層されたバウムクーヘンを製造するものが基本構造であった。
【0003】
しかし、上記の公知技術では何れも、麺棒へ生地を塗布する生地皿が焼成炉の入口部にあり、その入口部は焼成炉の内奥部と全開状態に連通している構成上、生地がその生地皿内での早くも加熱されてしまい、加熱温度ムラを生じることとも相俟って、膨張度とシットリ感(湿潤性)に富む均一な太さや品質の焼成状態を得ることができないという問題があった。
【0004】
この従来の問題点を解決することを目指した従来のバウムクーヘン焼成に関する技術としては、例えば、特許第3686671号公報などが知られている。
図15は、特許第3686671号公報のバウムクーヘン自動焼成システムの基本構造を示す図である。図15に示すように、焼成炉Bを生地皿72が存在する入口側の生地塗布ゾーンZ1と、加熱源のガスバーナー8、9が存在する内奥側の生地焼成ゾーンZ2に仕切って区分できる第1仕切りシャッター43および第2仕切り回転シャッター45を設置すると共に、その第1仕切りシャッター43および第2仕切り回転シャッター45を回転ドラム14の間欠的な回転駆動と同期して、麺棒16の公転運動軌跡Rを遮断する如く進退作動させることにより、その回転ドラム14の一旦停止中には上記生地焼成ゾーンZ2を密閉して、ここからの放熱を防止する一方、上記回転ドラム14の回転時には同じく生地焼成ゾーンZ2を生地塗布ゾーンZ1との連通状態に開放するように定めたものとなっている。第1の仕切りシャッター43は焼成機の下方空間に余裕があるので上下昇降式の稼働で良いが、第2の仕切り回転シャッター45は焼成機の前面空間は作業員の作業空間であり余裕がないので、回転シャッター式となっている。
【0005】
この構成および動作は、従来技術の基本構成および基本動作である。
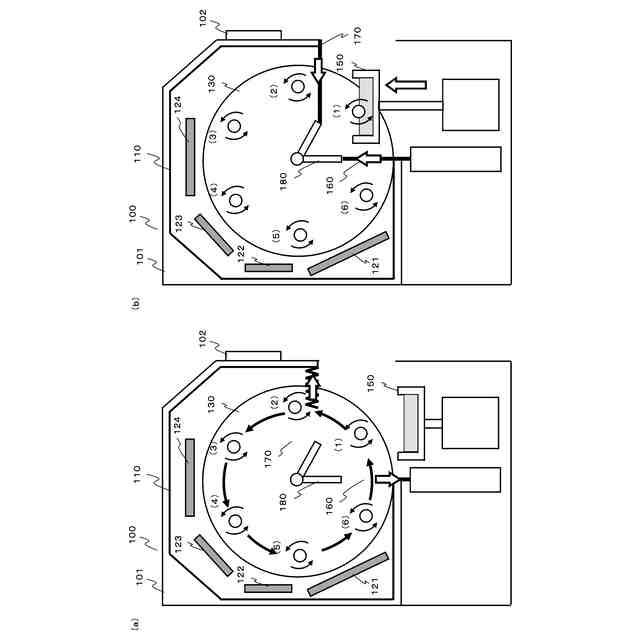
一般的なバウムクーヘン自動焼成システムでは、公転軌道に沿って間欠的に周回する運動において、6か所の停止場所がある。図15において、それぞれの停止位置をP1からP6とする。それぞれの停止位置P1からP6ではバウムクーヘン焼成プロセスにおいて担っている役割としては以下の通りである。
バウムクーヘンの焼成プロセスにおいて、P1は生地づけ、P2は生地成型、P3は蒸らし焼成、P4は本焼成、P5は色付け焼成、P6は整え準備である。
このうち、加熱焼成できる生地焼成ゾーンZ2にある停止位置はP3からP6までの4か所である。特に、炉の構造上、P4の本焼成、P5の色付け焼成の2か所がメインとなっている。
バウムクーヘン自動焼成システムは、その構造上、回転ドラムに横架している棒を生地に浸漬する段階と、浸漬して棒の周囲に付いた生地を自転させながら焼成する焼成段階とを交互にしながら焼成してゆくが、一般には生地の焼成を15層から30層程度を重ねるものが多い。
【0006】
実公昭46-4878号公報
特公平7-24532号公報
特許第3686671号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
第1の課題は、焼成プロセスの改良による焼成炉内のエリアごとの焼成温度制御の改良の余地があった点である。
上記したように、バウムクーヘンの焼成プロセスにおいて、P1生地づけ、P2生地成型、P3蒸らし焼成、P4本焼成、P5色付け焼成、P6整え準備の6プロセスがあり、この6プロセスでバウムクーヘン自動焼成システムの炉内を1周する公転運動を1サイクルとなっており、そのサイクルを繰り返しながら生地を焼成して多層化された焼菓子を製造するが、それぞれの適正温度は公転中のそれぞれのポジション役割に応じて異っている。P2からP6までは公転の間欠期間中はシャッターで閉じられて焼成炉内で大きな空間を共有しているものの、炉のサイズと熱源の熱放射との関係をみれば1つの焼成炉内といえども一様な温度ではなくエリアによって異なる。そこで、焼成プロセスにおいて各々の熱源ごとに焼成温度をダイナミックに制御することが好ましいと言える。
上記の公転サイクルを15サイクルから30サイクル繰り返して15層から30層からなるバウムクーヘンを焼成するため、バウムクーヘンが年輪状に径が大きくなってゆき熱源との距離が変化する。そのため、焼き始めに生地が熱源から暴露する温度と、バウムクーヘンの径が大きくなってから生地が熱源から暴露する温度は異なるものとなる。そのため、熱源の焼成温度が一定のままでは理想的なバウムクーヘン焼成とはならないため、焼成プロセスにおいて各々の熱源ごとに焼成温度をダイナミックに制御することが好ましい。
また、一日の気温の変化、季節の変化により、バウムクーヘン自動焼成システムの外界の温度の変化も加味され得る。そこで、焼成プロセスにおいて各々の熱源ごとに焼成温度をダイナミックに制御することが好ましいと言える。
【0008】
第2の課題は、焼成プロセスにおけるバウムクーヘンの径の自動制御が不十分であり、運転作業者による目視確認、判断、手作業での操作が必要となってしまう点である。
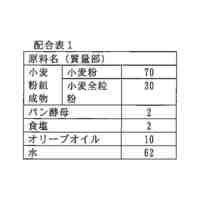
上記したように、バウムクーヘンの焼成プロセスにおいて、P1生地づけを行うが生地の状態は常に完全に一定とは言えない。生地は事前に大量に作り置きしたものを少量ずつ順々に使用するものではなく、美味しいバウムクーヘンを焼成するためには生地を少量ずつその場で原材料を混ぜ合わせて投入する必要がある。小麦、水、卵などの材料と空気をかき混ぜこんで撹拌するなどにより生地を少量ずつその場で準備する。そのため、微妙であるもののその場で準備した生地は異なる物性を持つものとなる。そのため、公転ごとに一層ごとに焼成してゆくと一層ごとの厚みが微妙に異なる。
一層ごとの厚みが微妙に異なるため、最終的な焼き上がりの径に合わせて公転回数をダイナミックに制御することが必要となる。つまり、標準的には25層のバウムクーヘンを予定していても一層ごとの厚みが微妙に厚い場合には23層で所定径に達することもあれば、一層ごとの厚みが微妙に薄い場合には27層でようやく所定径に達することもあり得る。従来技術のバウムクーヘン自動焼成システムでは公転回数がプログラムにより固定化されており、上記の例で言えばかならず25層に焼成するため、出来上がり径において所定径よりも小さい場合や大きい場合などが有り得る状態となっていた。
そこで、焼成プロセスにおいて焼き上がり径を把握して、公転回数をダイナミックに制御できれば、製品の品質が安定する。
【0009】
第3の課題は、焼成プロセスにおけるバウムクーヘンの各層ごとの焼き色の自動制御が不十分であり、運転作業者による目視確認、判断、手作業での調整が必要となってしまう点である。
上記したように、生地はその場で準備するため生地は微妙に異なる物性を持ち、さらに、バウムクーヘンが年輪状に径が大きくなってゆくと熱源との距離が変化し、さらに一日の気温の変化、季節の変化というバウムクーヘン自動焼成システムの外界の温度の変化も加味されるため、バウムクーヘンの各層ごとの焼き色が微妙に変化し得る。極端に焼き過ぎや焼き不足がないと考えられるが、それらの要因により各層において焼き上がり色は微妙に異なる場合も想定され、その微妙な変化を捉えて制御することが理想的である。
【0010】
次に、第4の課題は、焼成プロセスにおけるタイムパフォーマンスの向上である。
これまで本願発明者は、バウムクーヘン自動焼成システムについて、焼成プロセスを見直し、焼成時間の短縮に取り組んできたが、大幅に焼成時間の短縮のためには、複数台の並行運転が有効であることに気付いた。そこで、1人の作業員で運転可能な台数を複数台とし、複数台を並行運転する技術についても考察した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
調理用ガス窯
1か月前
個人
装飾ケーキの製造方法
3か月前
不二製油株式会社
パン類の製造方法
1か月前
学校法人甲子園学院
カヌレの製造法
5か月前
不二製油株式会社
食物繊維含有ペストリー類
1か月前
不二製油株式会社
焼成後冷凍複合ベーカリー食品
1か月前
日本製紙株式会社
菓子用スポンジ生地
1か月前
日清食品ホールディングス株式会社
麺線群の搬送装置
1か月前
株式会社NINZIA
蒟蒻食材を含む食品など
25日前
日清製粉株式会社
ベーカリー食品の製造方法
1か月前
個人
多重積層パイ生地を用いた焼き菓子の製造方法
4か月前
株式会社カネカ
冷凍用パン生地
7か月前
株式会社 不二商会
バウムクーヘン自動焼成システム
4か月前
株式会社オシキリ
焼成装置、焼成制御方法、プログラム
3か月前
地方独立行政法人 岩手県工業技術センター
菓子成型器
7か月前
株式会社ADEKA
練りパイ用添加剤
5か月前
三菱商事ライフサイエンス株式会社
多加水パンに添加できる発酵種
4か月前
株式会社ADEKA
冷凍パン生地改良剤
5か月前
松谷化学工業株式会社
パン類、及びパン類の伸びを増大させる方法
7か月前
ナガセヴィータ株式会社
シュー生地
1か月前
株式会社カネカ
多加水パン生地用改良剤
1か月前
株式会社カネカ
多加水パン生地用改良剤
1か月前
日清食品ホールディングス株式会社
麺線群のウエーブの自動形成装置
1か月前
株式会社大和製作所
麺丸め装置
26日前
日油株式会社
製菓用グルテン改質剤
1か月前
株式会社大和製作所
麺類計測器具
24日前
日油株式会社
製パン用グルテン改質剤
1か月前
株式会社ADEKA
速成パン用風味改良剤
1か月前
日東富士製粉株式会社
フランスパンの製造方法
1か月前
株式会社デンソーウェーブ
バウムクーヘンの製造システム
6か月前
株式会社ロッテ
食品生地の吐出ノズル及び吐出装置
3か月前
株式会社ミールケア
野菜パンの製造方法
2か月前
株式会社ニップン
ピザクラストの製造方法
17日前
日本ハム株式会社
低アレルゲンケーキおよびその製造方法
1か月前
日清製粉株式会社
冷凍ベーカリー食品生地の製造方法
2か月前
小野工芸株式会社
食品焼成用天板
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ